Моя лучшая покупка в 2024 году: обзор 3d принтера flashforge adventurer 5m
Кинематика Core XY(стол поднимается на 4 направляющих, а не дрыгается), максимальная скорость перемещений 600мм/с, хорошее качество печати на 300мм/с, автоуровень по 25 точкам опирается на тензодатчики, вибротест корректирует настройки ускорений в зависимости от состояния ремней и механических частей, замена сопла занимает 10 секунд, продуманный обдув модели, PEI пластина с магнитной фиксацией, клиппер из коробки. Можно долго перечислять все плюсы, но лучше один раз увидеть результат, чем читать об особенностях принтера.
Характеристики
| Бренд | FlashForge |
| Кинематика | Core XY |
| Направляющие стола | валы 4 шт |
| Рама | металлическая |
| Технология печати | FDM / FFF |
| Тип экструдера | Direct |
| Температура экструдера | 280℃ ( ограничение прошивки 350℃ ) |
| Диаметр сопла | 0.4мм, опционально 0.25/0.6(закаленное)/0.8мм |
| Температура стола | 110°С |
| Область печати | 220х220х220 мм |
| Калибровка | Автоматическая по 25 точкам |
| Максимальная скорость перемещения | 600 мм/с |
| Скорость печати | 300мм/с по стоку в слайсере |
| Особенности | датчик филамента, возобновление печати при сбоях, быстросъемные сопла |
| Поддерживаемые материалы | PLA/PETG/TPU (0.4 мм сопло) ABS/ASA/PLA-CF/PETG-CF (0.6 мм сопло) |
| Поддерживаемые форматы файлов | 3MF, STL, OBJ, FPP, BMP, PNG, JPG, JPEG, GX, Gcode |
| Размер принтера | 380х400х453 мм |
| Вес | 20 кг |
Распаковка и подготовка к печати
Поставляется в увесистой квадратной коробке, внутри в о вспененных вставках зажат металлический корпус принтера. Внутренности так же зафиксированы, чтобы их не повредили во время доставки и вложены все дополнительные комплектующие.



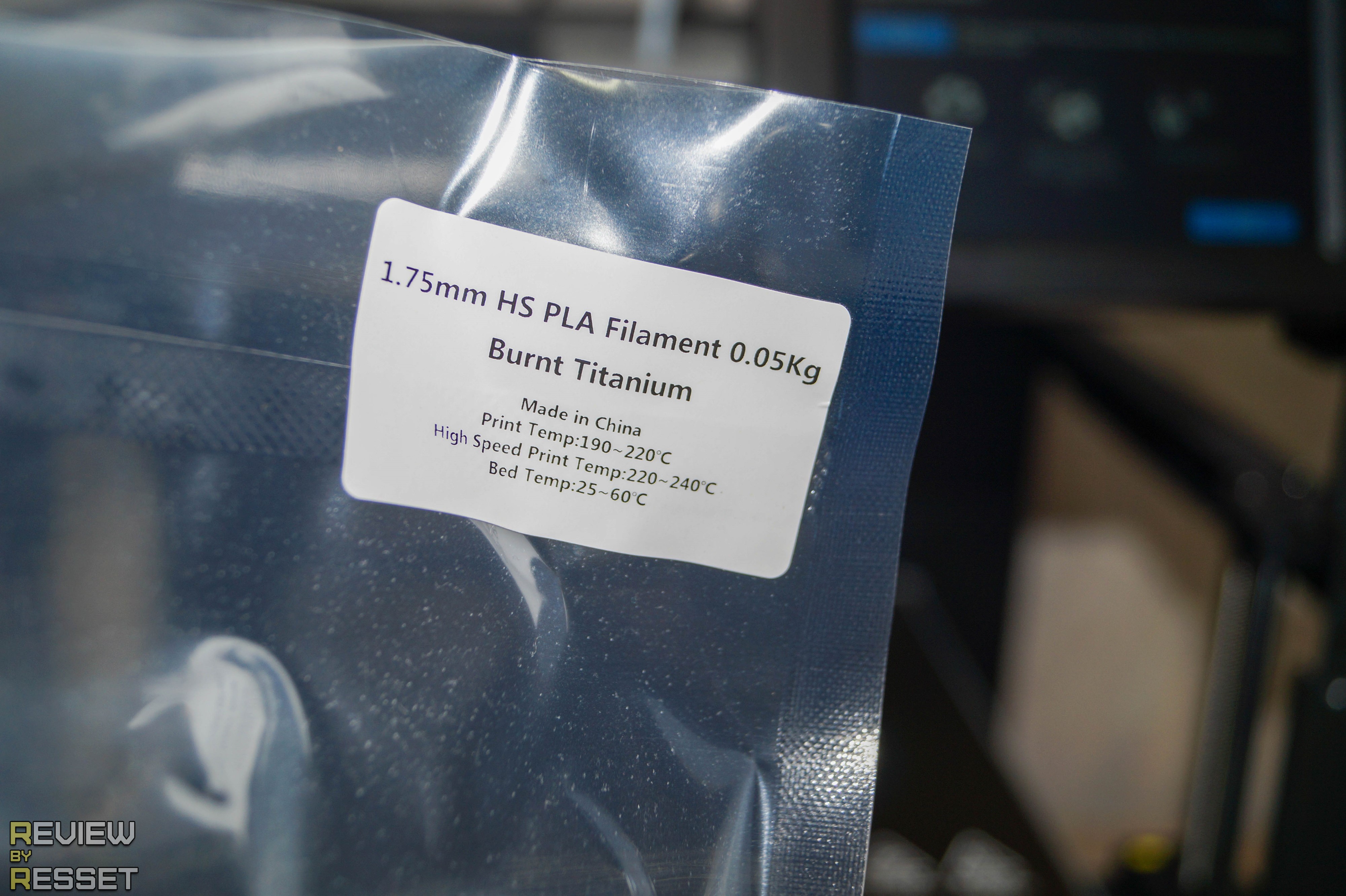
Здесь мы найдем модуль экрана, немного фирменного филамента в вакуумном пакетике, кусачки, шило для очистки сопла, металлическую ручку для удержания катушки, немного смазки, набор ключей и кабель питания.


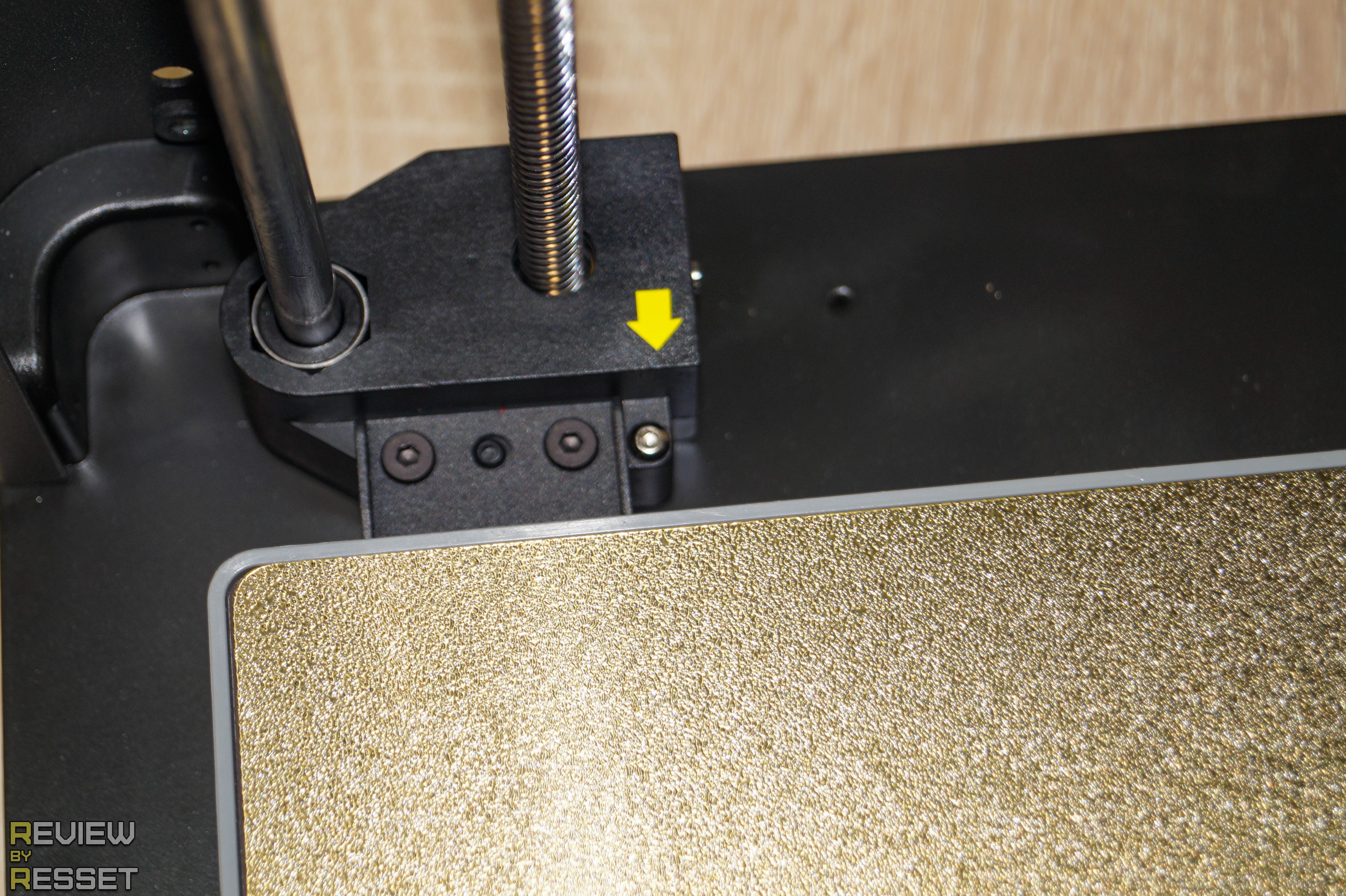
Сборка максимально простая. Нужно убрать из принтера всё лишнее, вставить свободные концы трубки в экструдер и датчик филамента, открутить четыре транспортировочных болта, отмеченные желтыми стрелками.


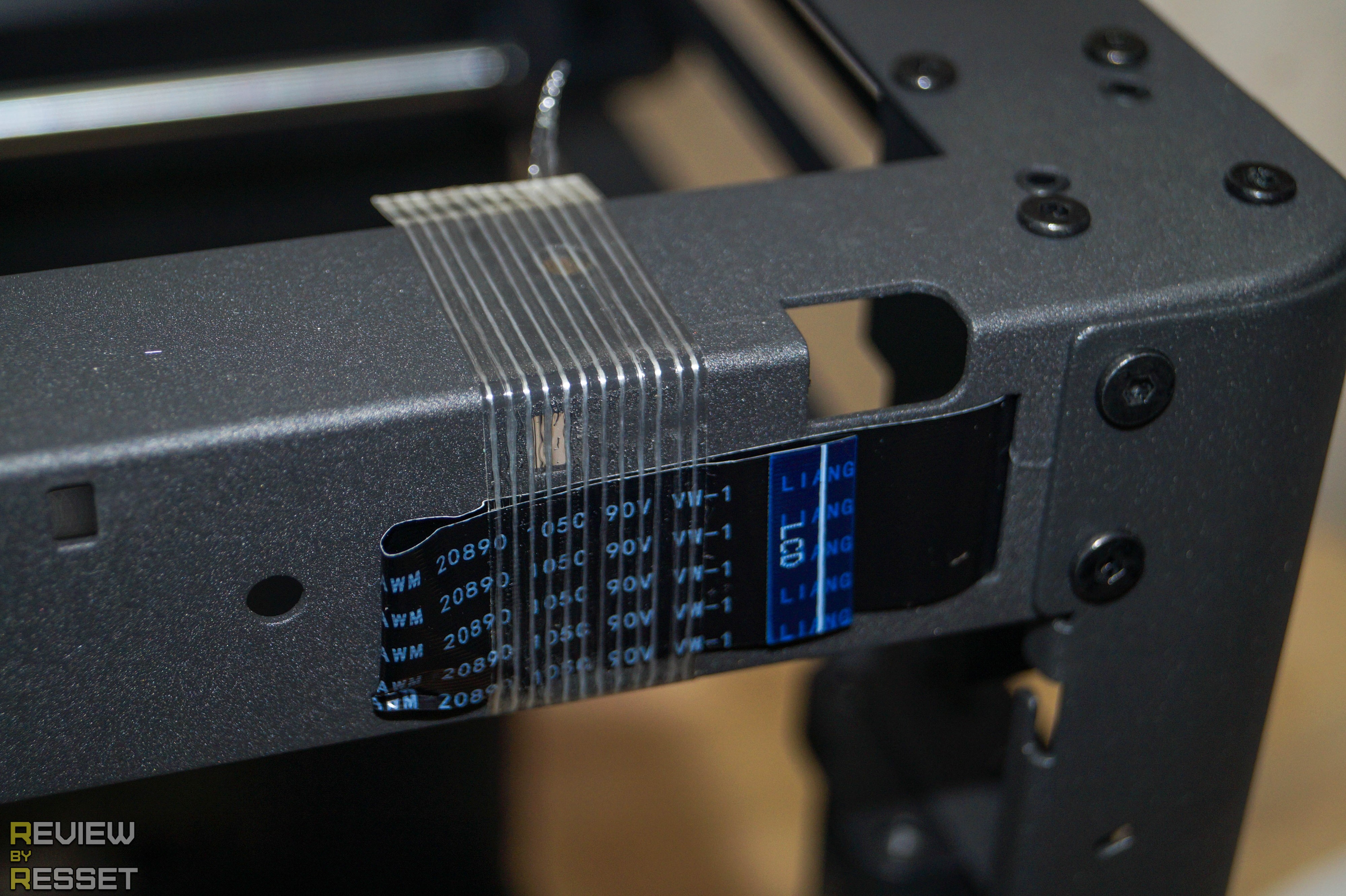
Аккуратно убрать скотч, удерживающий шлейф дисплея, вставить его в модуль и зафиксировать на корпусе, прижав и сдвинув влево. Белый разъем с заглушкой нужен для подключения камеры, которая продается отдельно.


На всякий случай проверил все коннекторы на плате экструдера. Корпус обдува тут съемный с магнитной фиксацией как у бамбулаб. Всё в порядке, да и судя по отзывам, редко встречаются проблемы с ним при первом запуске.


Сопла проприетарные со встроенным нагревателем, так что придется докупать оригинальные, я дозаказал 0.6, оно из закаленной стали для печати композитами. Замена занимает секунд 10, достаточно нажать на лепестки в нижней части экструдера и потянуть сопло вниз, затем вставить новое до щелчка.

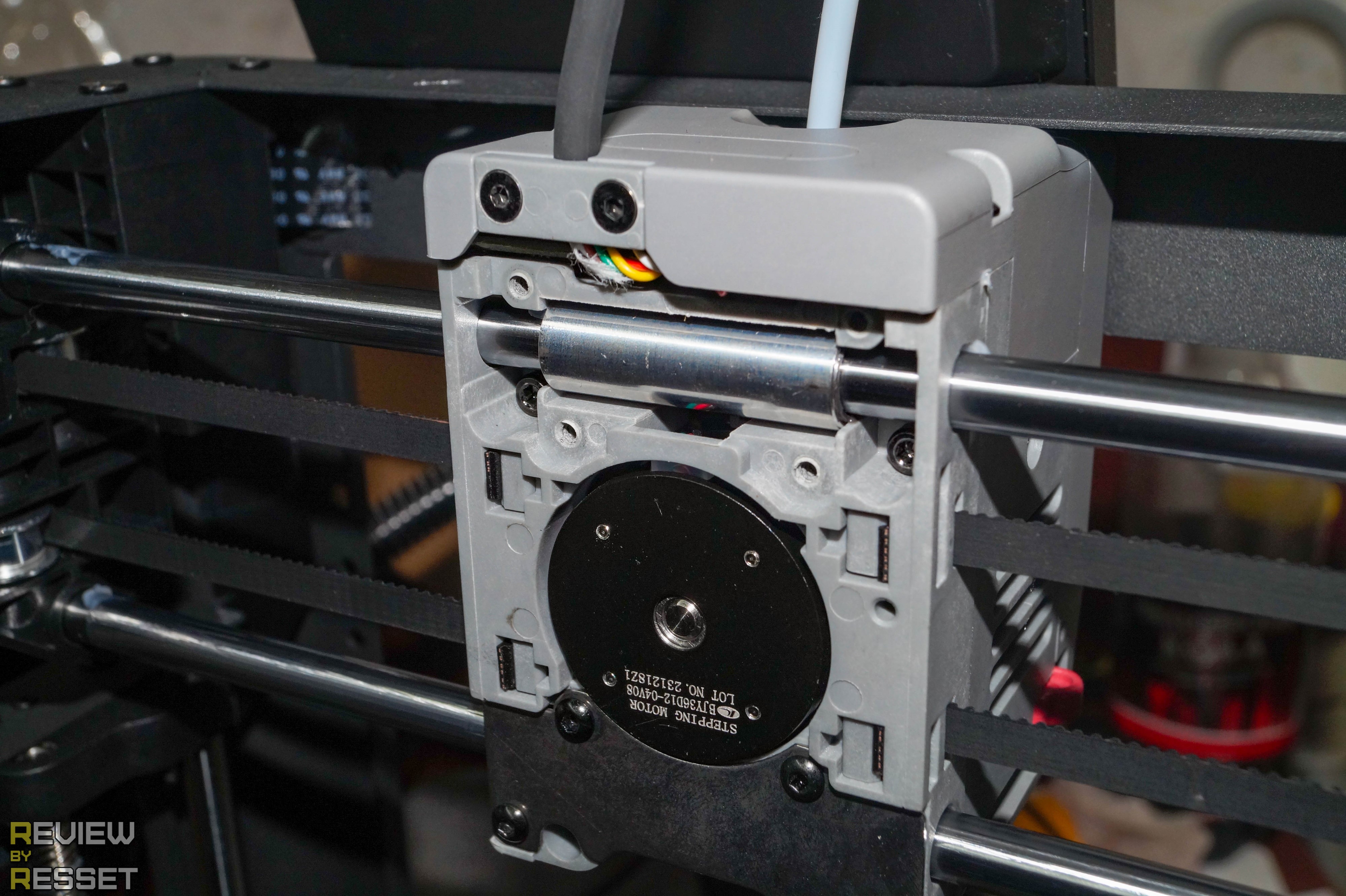
Осмотрел и стол. Двигатель оси Z один, так что три вала синхронизируются ремнем в «подвале», там же находится механизм натяжителя, но трогать его не стал, всё нормально. Стол зафиксирован на тензодатчиках, рекомендуется открыть заглушку справа и проверить нет ли перекоса шлейфа, это хоть и редко, но встречается, из-за чего через некоторое время могут подгорать контакты, отвечающие за нагрев. У меня всё было ровно.


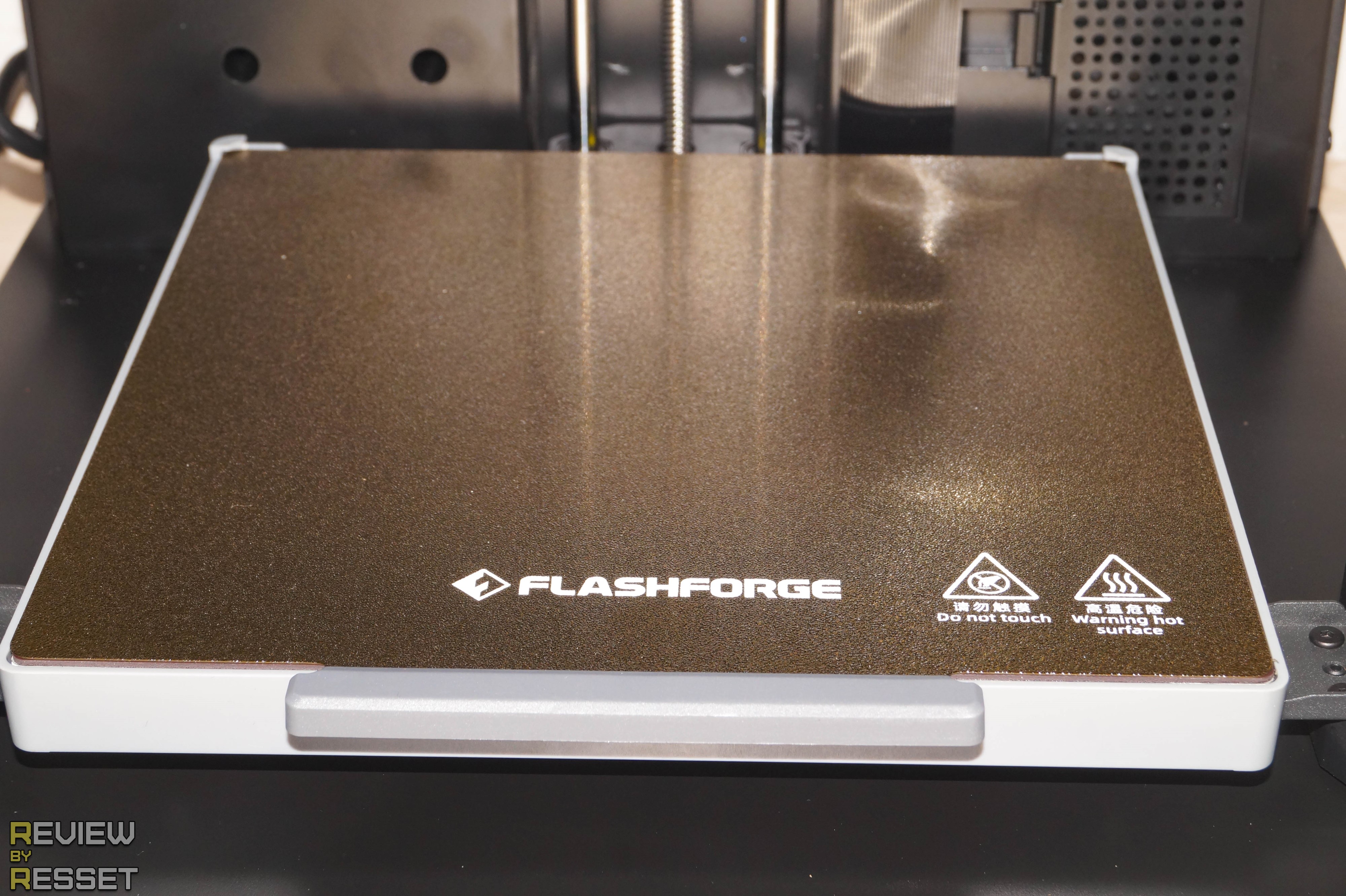
Сверху стол накрыт стальной пластиной с двусторонним текстурированным покрытием PEI, под ней находится магнитное основание. В верхних углах имеются стопперы, которые очень помогают в позиционировании пластины. По краям видны винты регулировки высоты стола, к ним мы вернемся позже.

В комплекте есть клеевой карандаш с прозрачным адгезивом, но мне за месяц использования он так и не пригодился.


На валах и винтах были какие-то следы смазки, но видимо их слегка обработали для тестовой проверки, так что необходимо вскрыть пакетик и аккуратно нанести на трущиеся детали. Я через меню несколько раз опускал и поднимал стол для равномерного распределения, каретка спокойно двигается руками.


Далее нужно подготовить филамент. «Перегретый титан» выглядит космически.

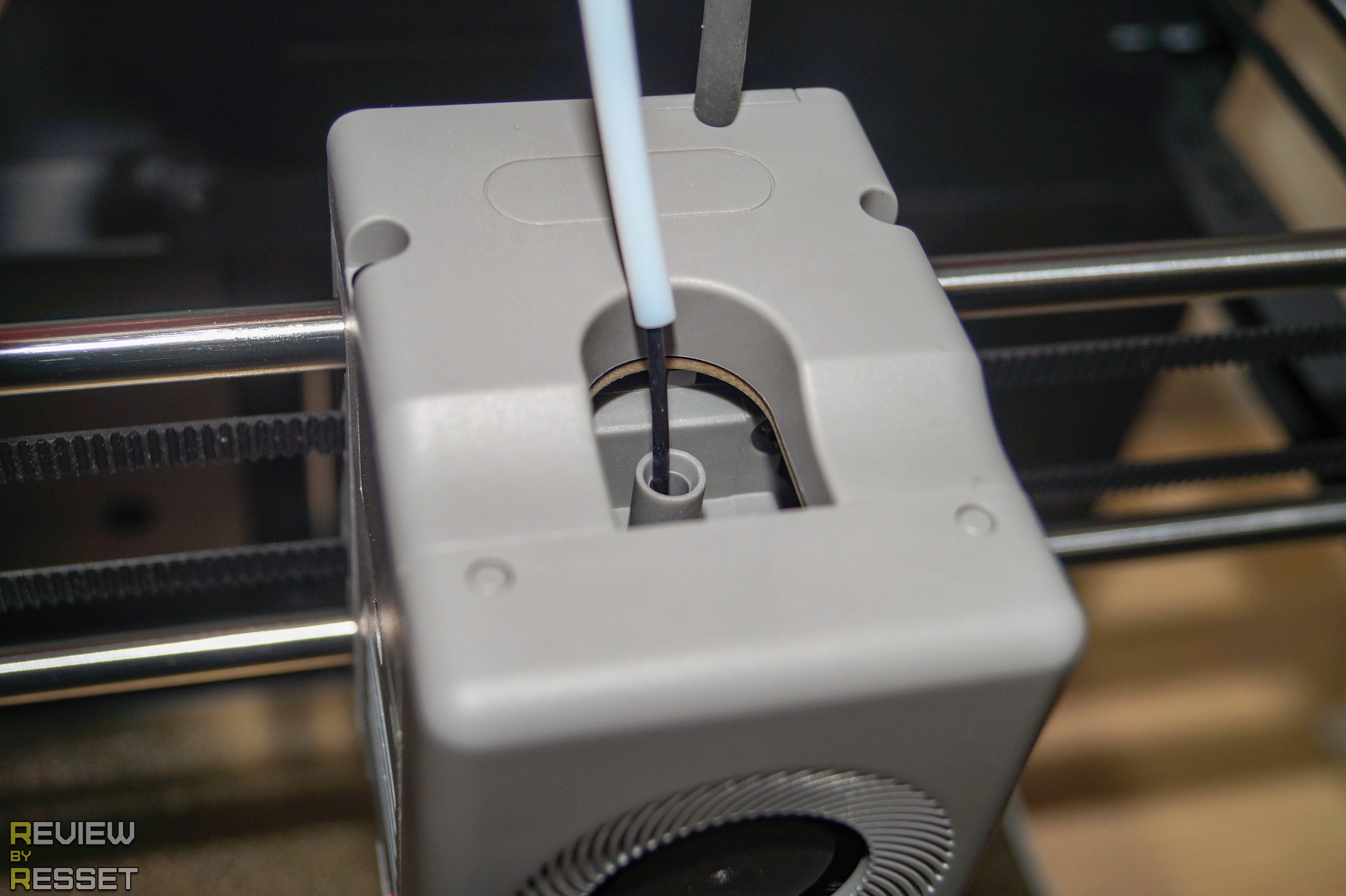
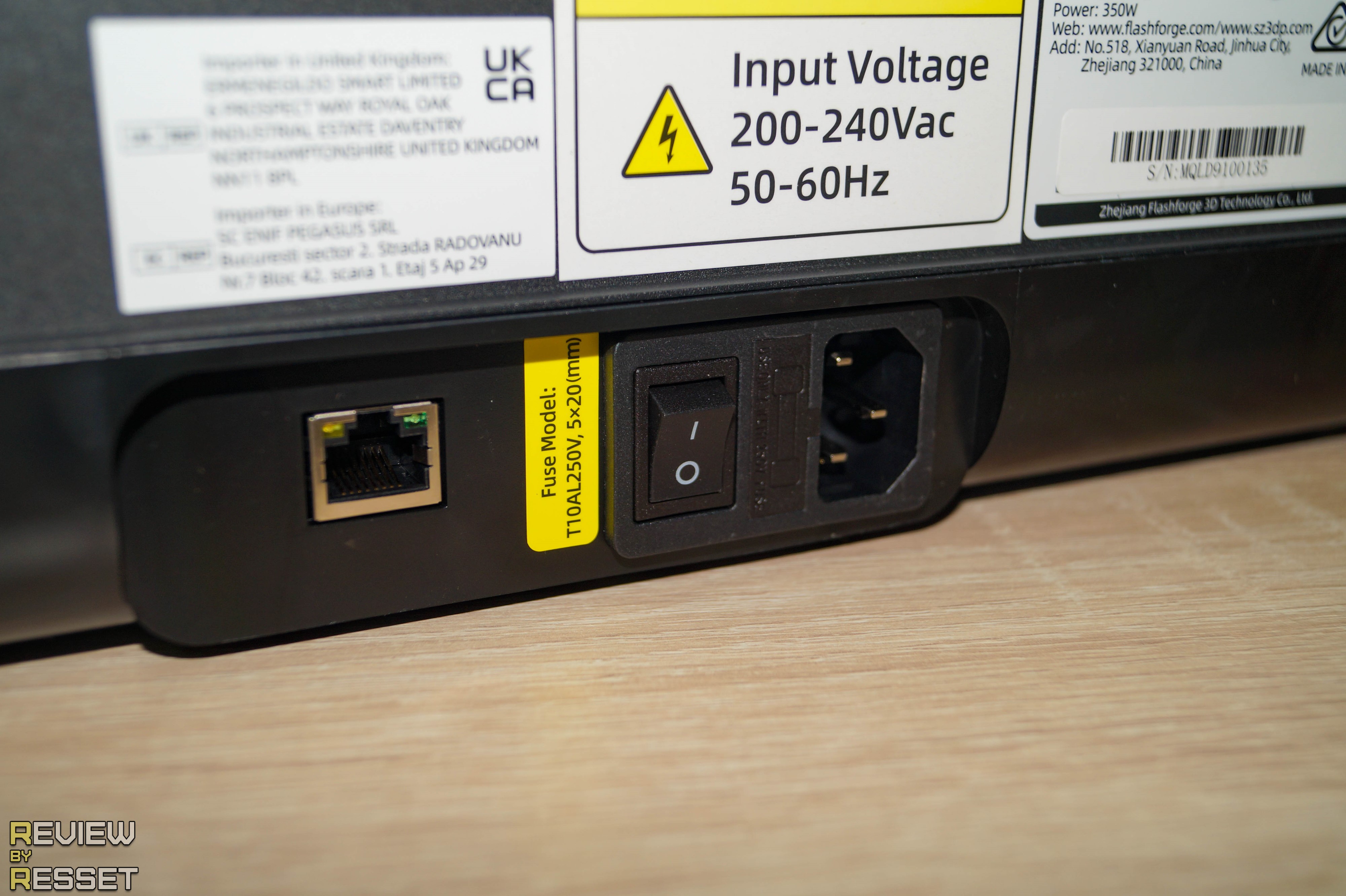
Вешаем на прикрученную сзади рукоять, подаем в датчик филамента и вставляем в механизм подачи экструдера. Вдавливать с силой его не нужно. Вставляем кабель питания и щелкаем выключатель.

Автоматическая настройка
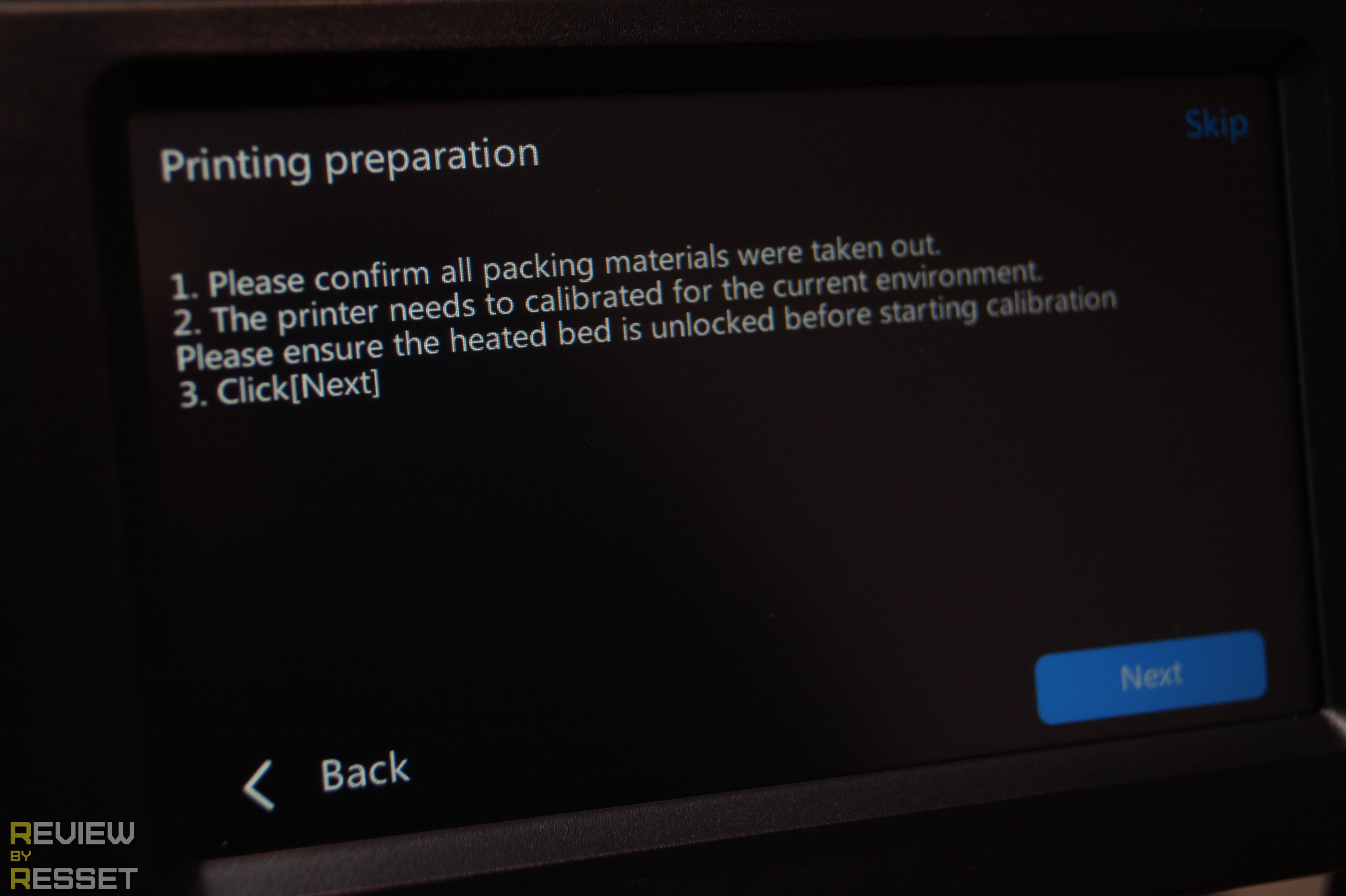
После инициализации система попросит выбрать язык. Думаю, что на момент публикации обзора уже будет русский, т.к. перевод готов. Так же вылазит уведомление о том, что нужно вытащить всё лишнее из принтера, выкрутить транспортировочные винты и нажать «далее».

После чего стол найдет нулевую точку по оптическому концевику в нижней части и поднимется к соплу. Поверхность прогревается до 60 градусов, хотенд до 200. Затем сопло прижимается к столу, немного елозит по нему, останавливается и остывает до 120 градусов. Это нужно для очистки от остатков пластика и предотвращения выдавливания нового. После достижения нужных температур, происходит автоматическая калибровка высоты платформы по 25 точкам.

Следующим этапом является вибротест, в котором каретку будет трясти по оси X и Y, так что установите принтер на устойчивую поверхность и не пугайтесь страшных звуков. Анимацию не стал прикладывать, т.к. на видео не видно настолько быстрых движений.
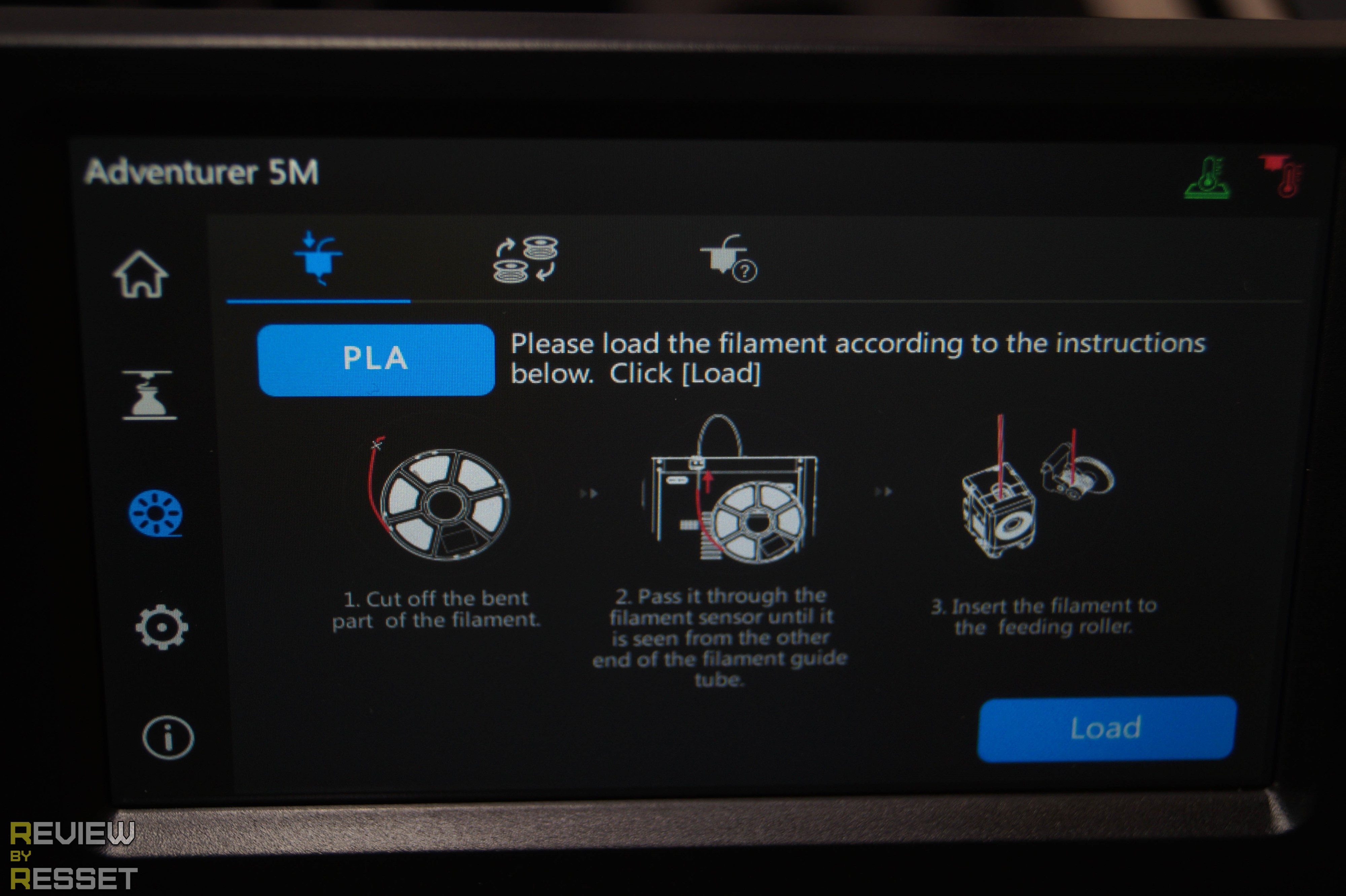
Далее принтер предложит загрузить филамент. Выбираем тип пластика(в нашем случае PLA) и нажимаем далее. После прогрева хотенда начнется продолжительная подача прутка, не переживайте, она рано или поздно остановится.

На последнем этапе система предлагает распечатать тестовый кубик. Многие жалуются, что модель кривая и мало у кого отпечатывается, но проблема на самом деле не в модели. Просто во время нарезки указали температуру стола 35 градусов, а во время калибровки он прогревался до 60 и просто не успел настолько остыть. Если подождать некоторое время, печать начнется. Вот только зачем тратить и без того малое количество пластика на кубик если во внутренней памяти и на флешке есть кораблик.
Но давайте сначала пройдемся по интерфейсу. С самого первого экрана видно кем вдохновлялись дизайнеры. Если нажать на нижний правый значок, можно посмотреть информацию об устройстве, часах наработки и сколько километров филамента было потрачено за всё время.


Следующий пункт это каталог моделей, внутренняя память и флешка разделены на две вкладки. Имеется сортировка по имени и времени, после нажатия на карандаш можно выделить интересующие модели и скопировать их в другое хранилище, либо удалить.

В третьем пункте меню находится ассистент заправки и смены филамента с наглядной инструкцией.


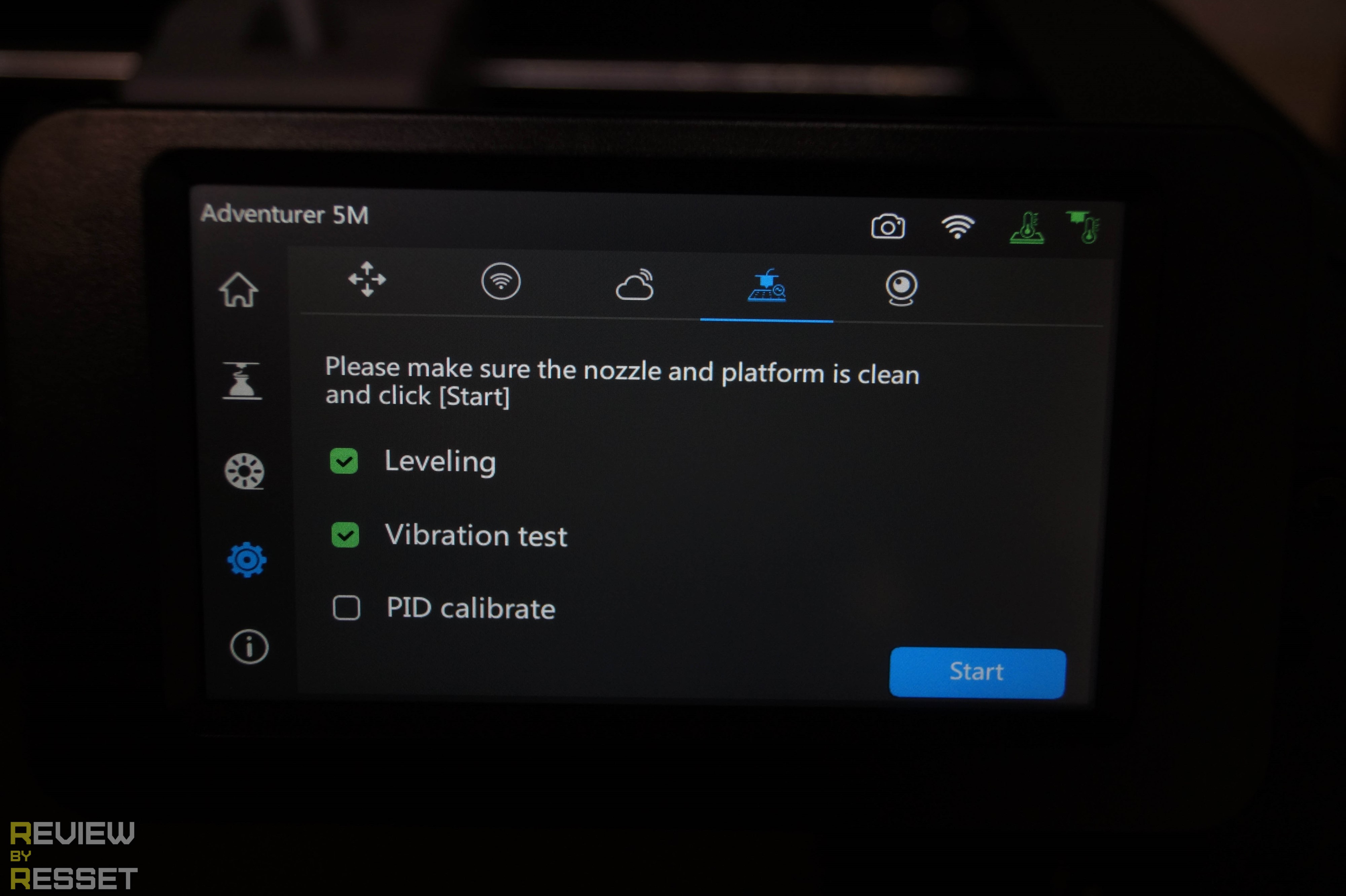
В четвертом пункте меняются настройки системы, тут можно подвигать оси, подключиться к сети, войти в аккаунт FlashCloud, который пригодится если вы захотите управлять принтером с помощью приложения для телефона и ПК. В последней вкладке находятся калибровки.




За месяц использования, по воздуху прилетело два обновления и в одном из них добавили PID калибровку сопла. Производится несколько циклов нагрева и остывания с разной мощностью и вносятся корректировки, которые позволят лучше удерживать заданную температуру.

Печать
С меню разобрались, все калибровки сделаны, а значит можно наконец напечатать тестовый кораблик. При первом запуске я сначала подумал, что кто-то ошибся с настройками, т.к. сопло начало носиться как ненормальное, стол шатало и пришлось переносить принтер на соседний покрепче. Вот небольшой отрывок с реальной скоростью.

Итого, кораблик был напечатан за 15 минут о_О
При чем не как попало, а с вполне приличным качеством.

Тем не менее, я поднял стол максимально близко к соплу и подставляя под него пару монеток, максимально выровнял поверхность по углам винтами, придерживая гайки с обратной стороны. После этого обязательно нужно сделать автоматическую калибровку.
Программное обеспечение
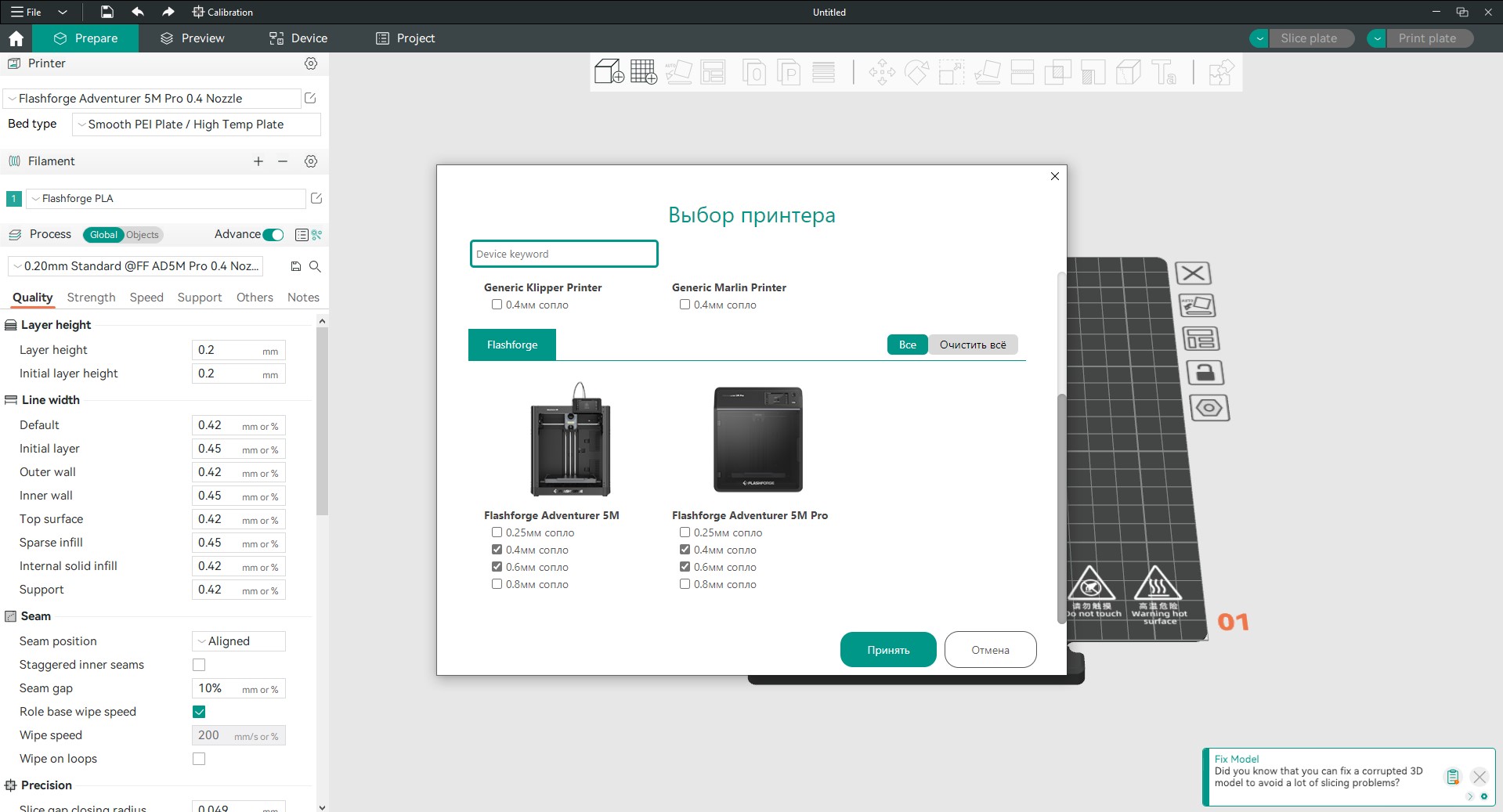
Пишут, что стоковые модели могут быть кропотливо оптимизированы для получения максимального качества поверхности. Ладно, давайте скачаем с официального сайта слайсер и создадим что-нибудь самостоятельно на стоковом профиле.
Раньше производитель продвигал Flashprint на собственном движке, но потом инженеры поняли, что многие плотно сидят на орке и сделали свое ответвление Orca-Flashforge. Если есть желание управлять принтером и следить за прогрессом не только в домашней сети, стоит зарегистрировать аккаунт FlashCloud и войти в него.

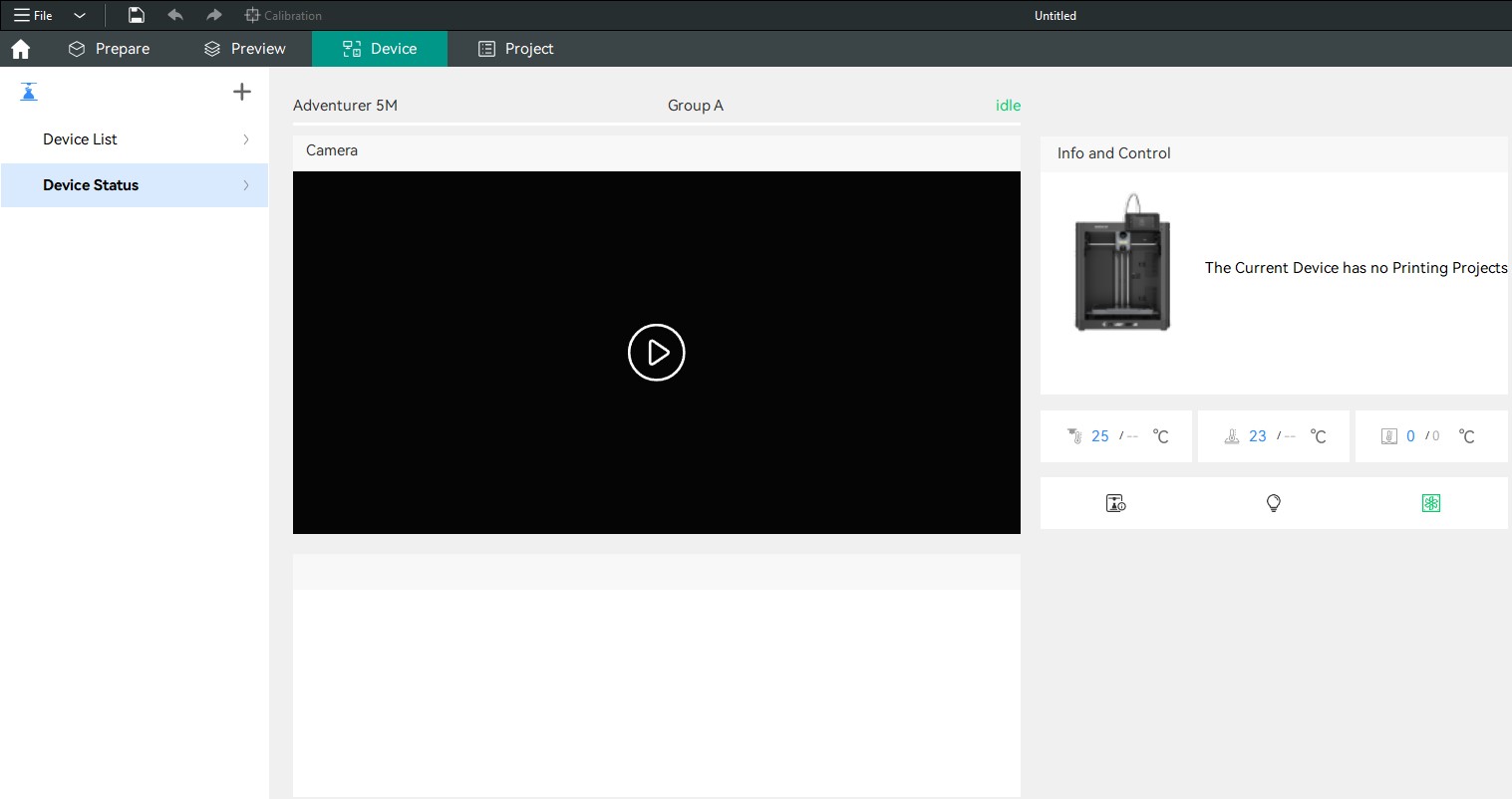
В конфигураторе на выбор будет только 2 модели, 5М и 5М про, просто ставим галочки на нужных. Затем во вкладке «Device» нажимаем «+» и выбираем найденные в сети принтеры.

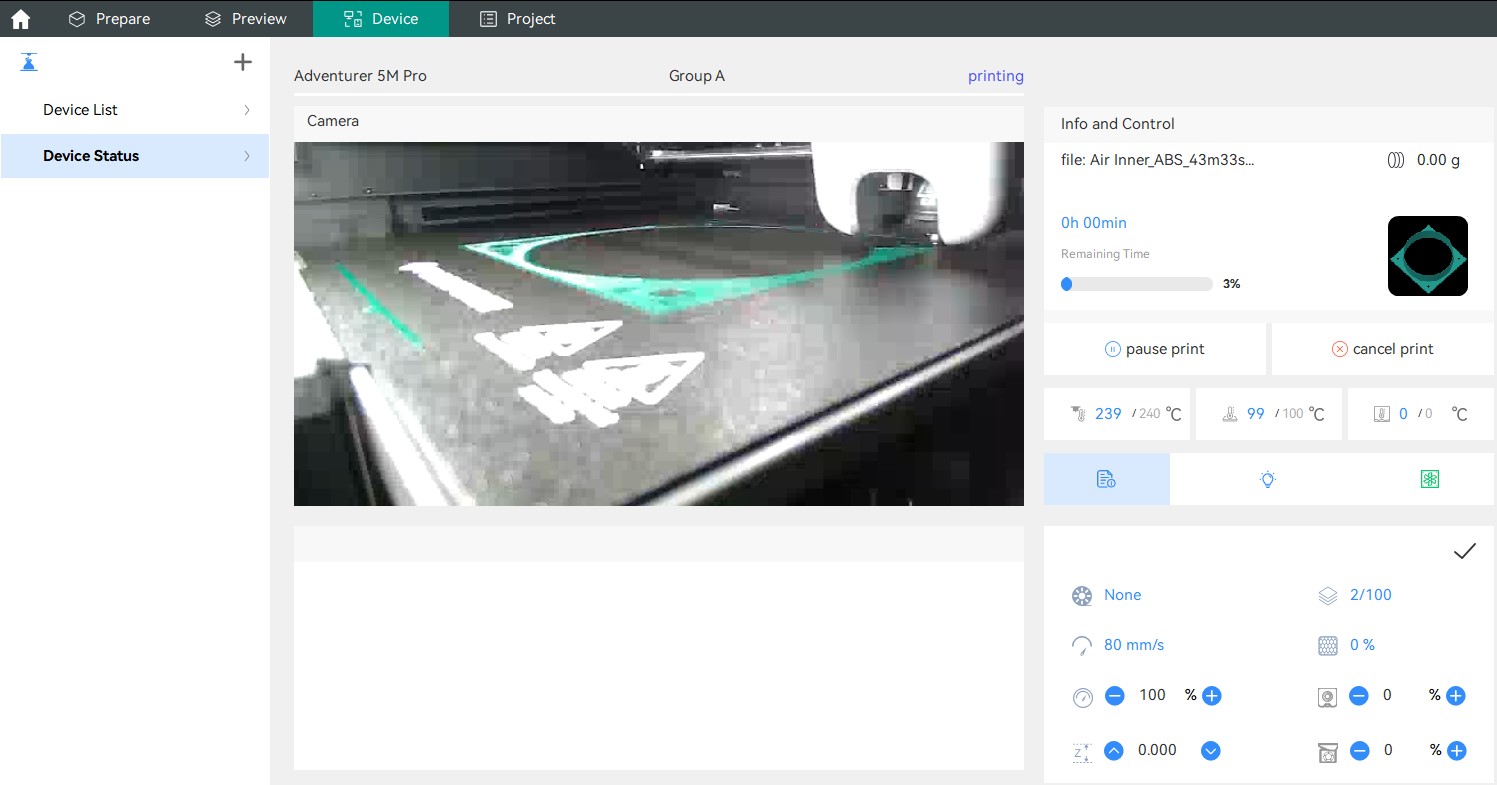
Возможностей управления пока не так много, но можно отслеживать прогресс, показатели температуры, корректировать параметры печати и наблюдать за процессом если установите камеру, ну или купите Про модель. Всё то же самое есть и в приложении для телефона, которое можно скачать на официальном сайте. С его помощью так же можно вогнать принтеры в облако FlashPrint, просто отсканировав QR-код в меню и управлять ими везде, где есть интернет. А еще, довольно удобны уведомления об окончании печати и строка состояния в шторке.
С отправкой задания на печать так же нет проблем, после нажатия на соответствующую кнопку, появляется окно, в котором предлагается выбрать нужный принтер и запустить автокалибровку при необходимости. Так что функциональность неплохая, единственное что может отпугнуть новичков это отсутствие русского языка.

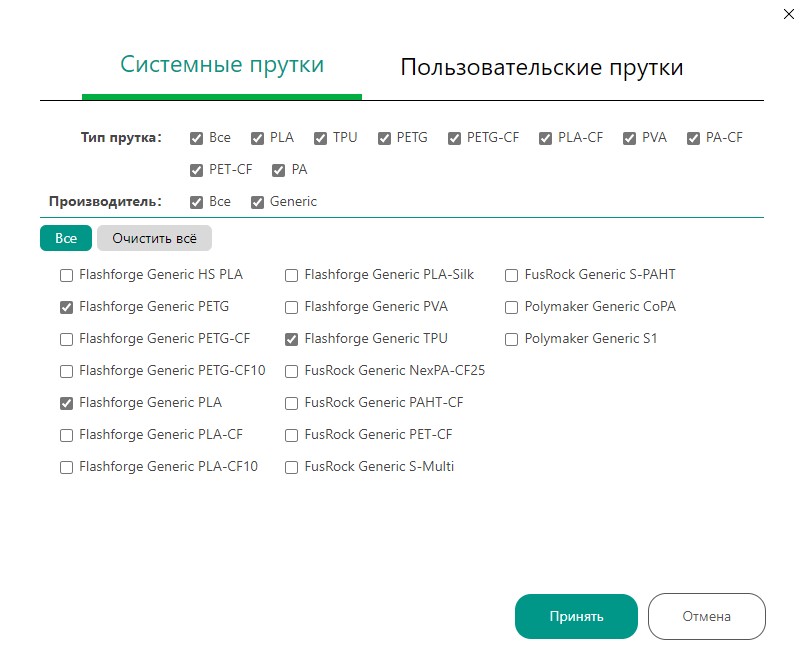
Но это не такая уж большая проблема. Можно скачать оригинальный мультиязычный OrcaSlicer, выбрать нужную модель, сопла и пластик.
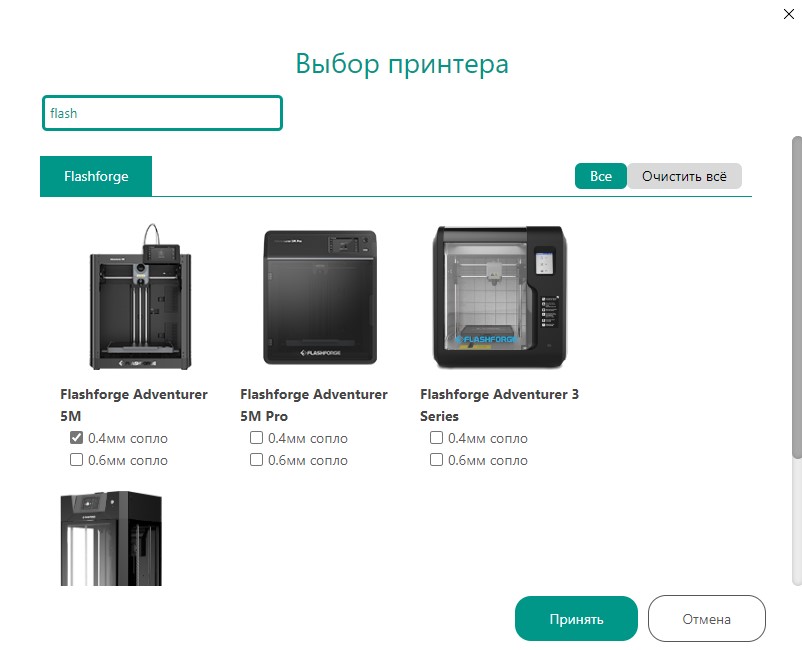
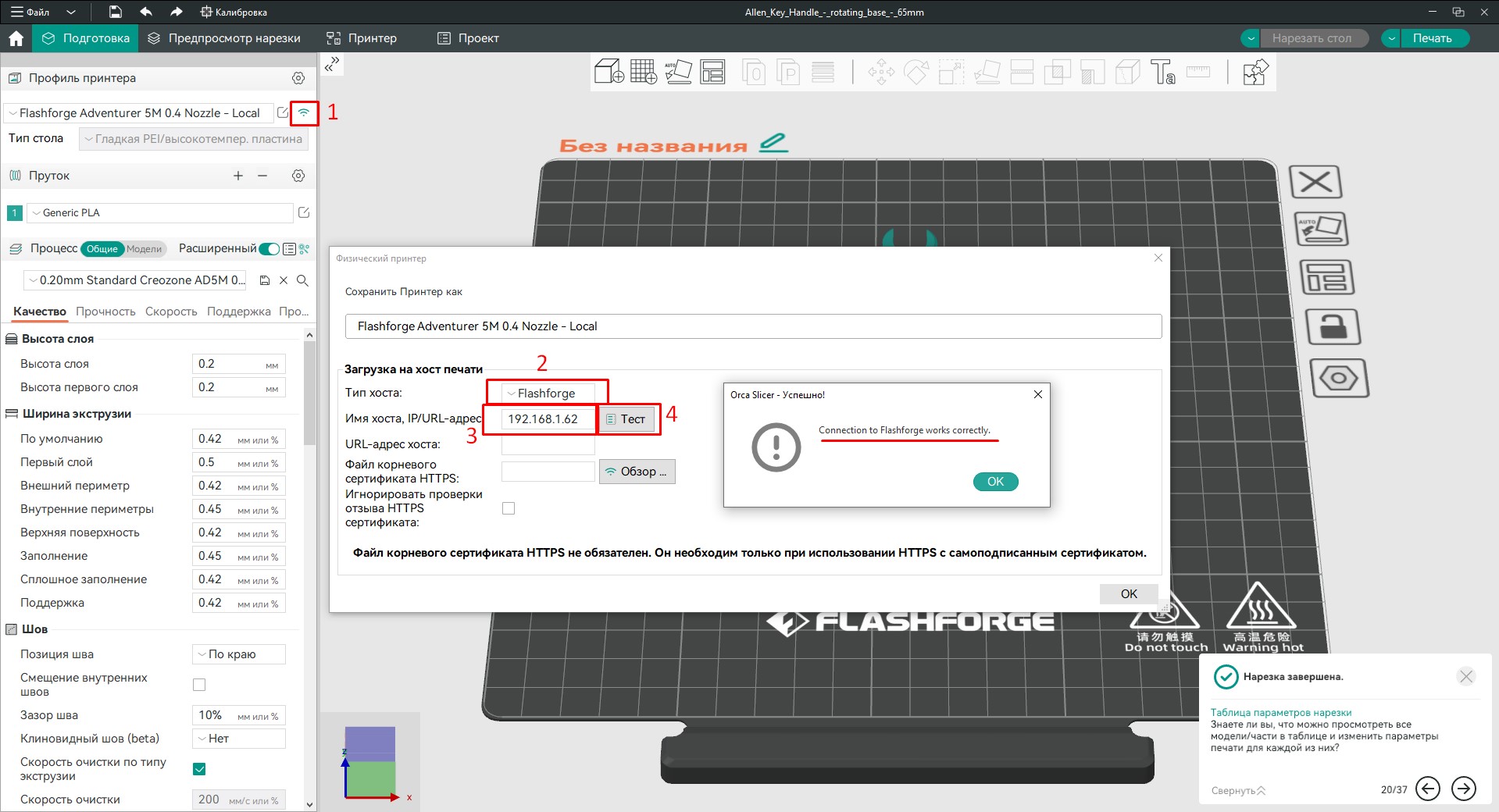
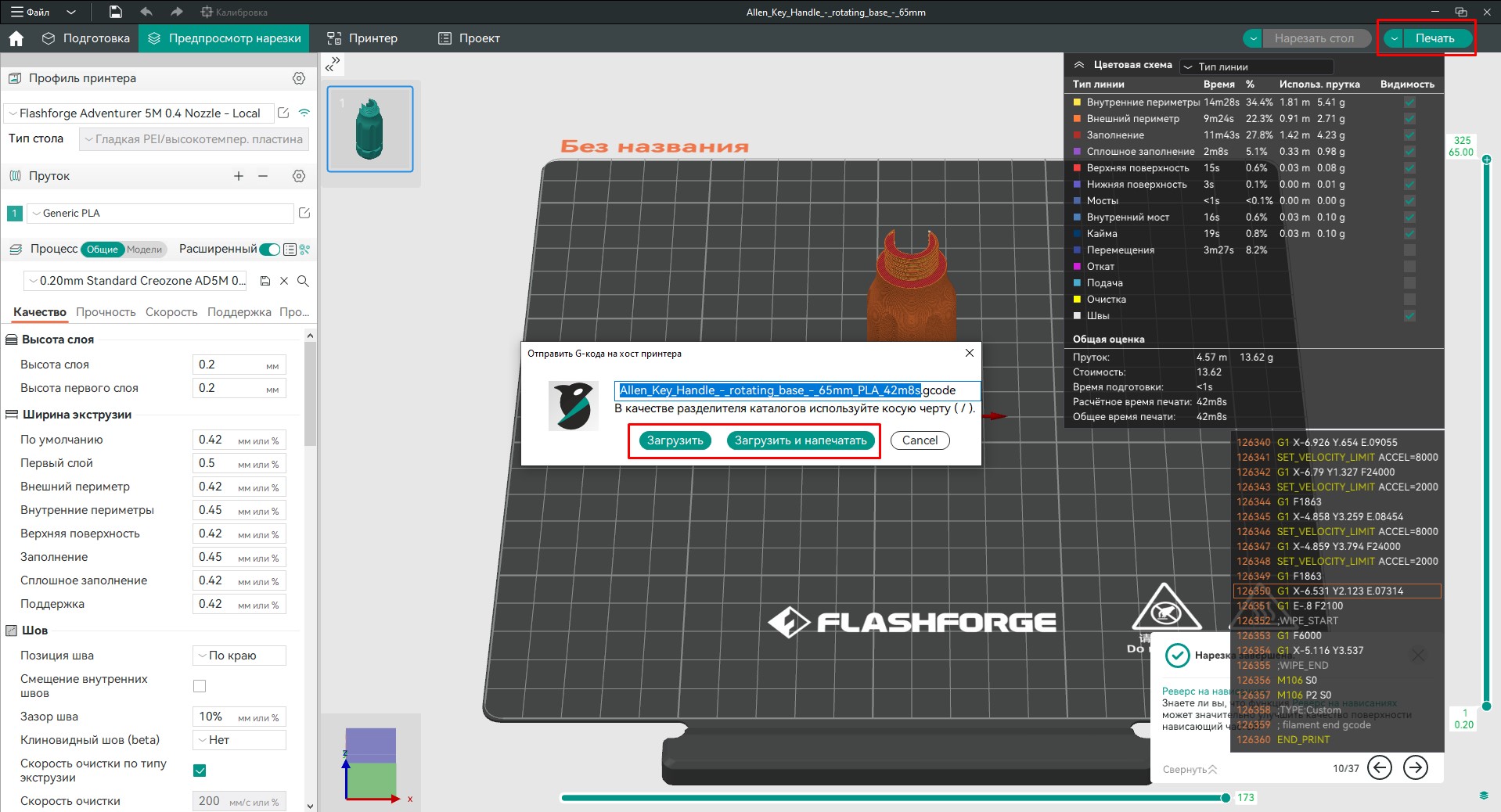
Затем нажать на значок Wi-Fi, выбрать протокол FlashForge, ниже вбить локальный адрес устройства и так же отправлять файлы на принтер, в том числе с последующей печатью. Единственное, для мониторинга придется воспользоваться официальным приложением на ПК или телефоне.
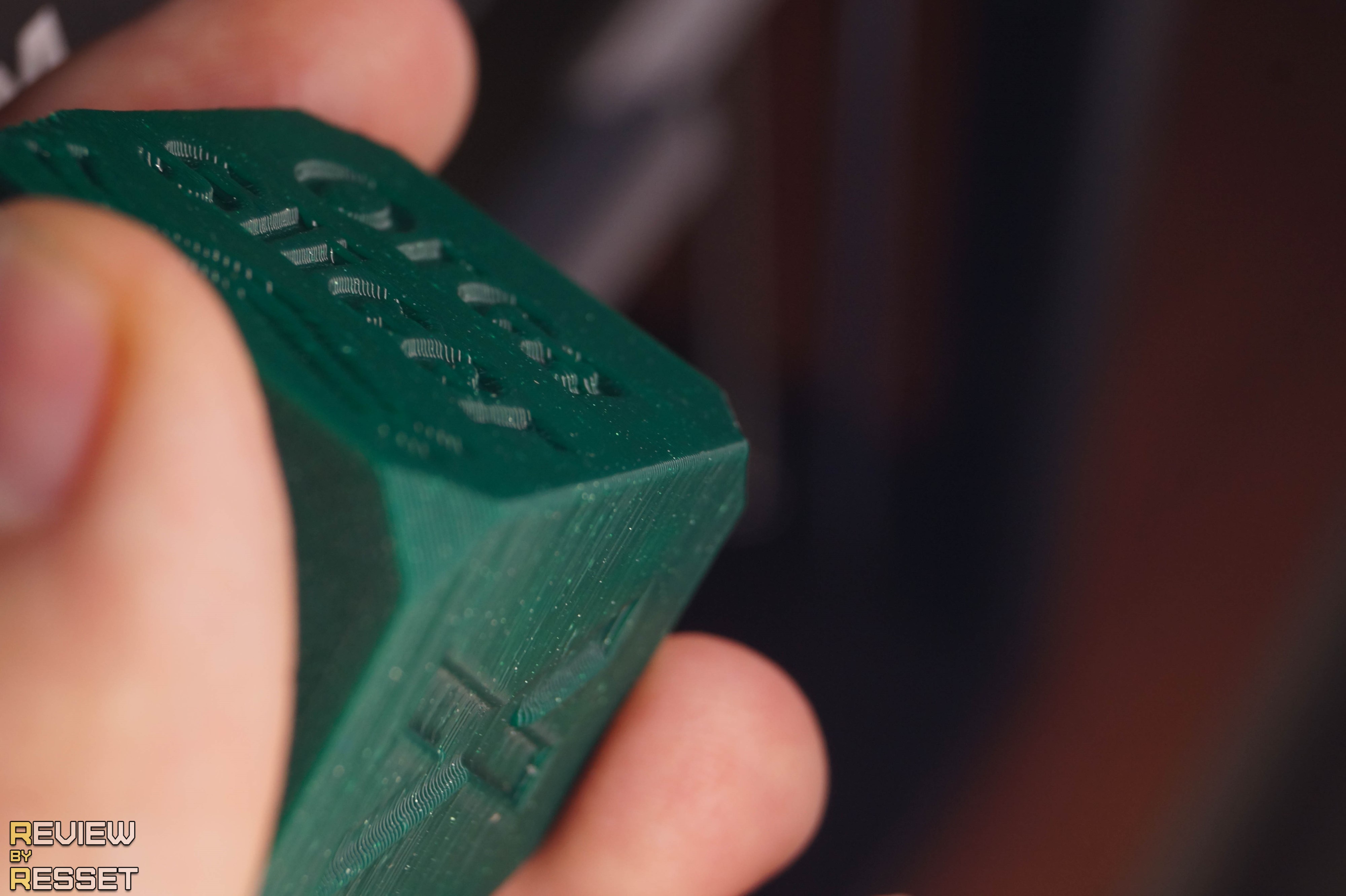
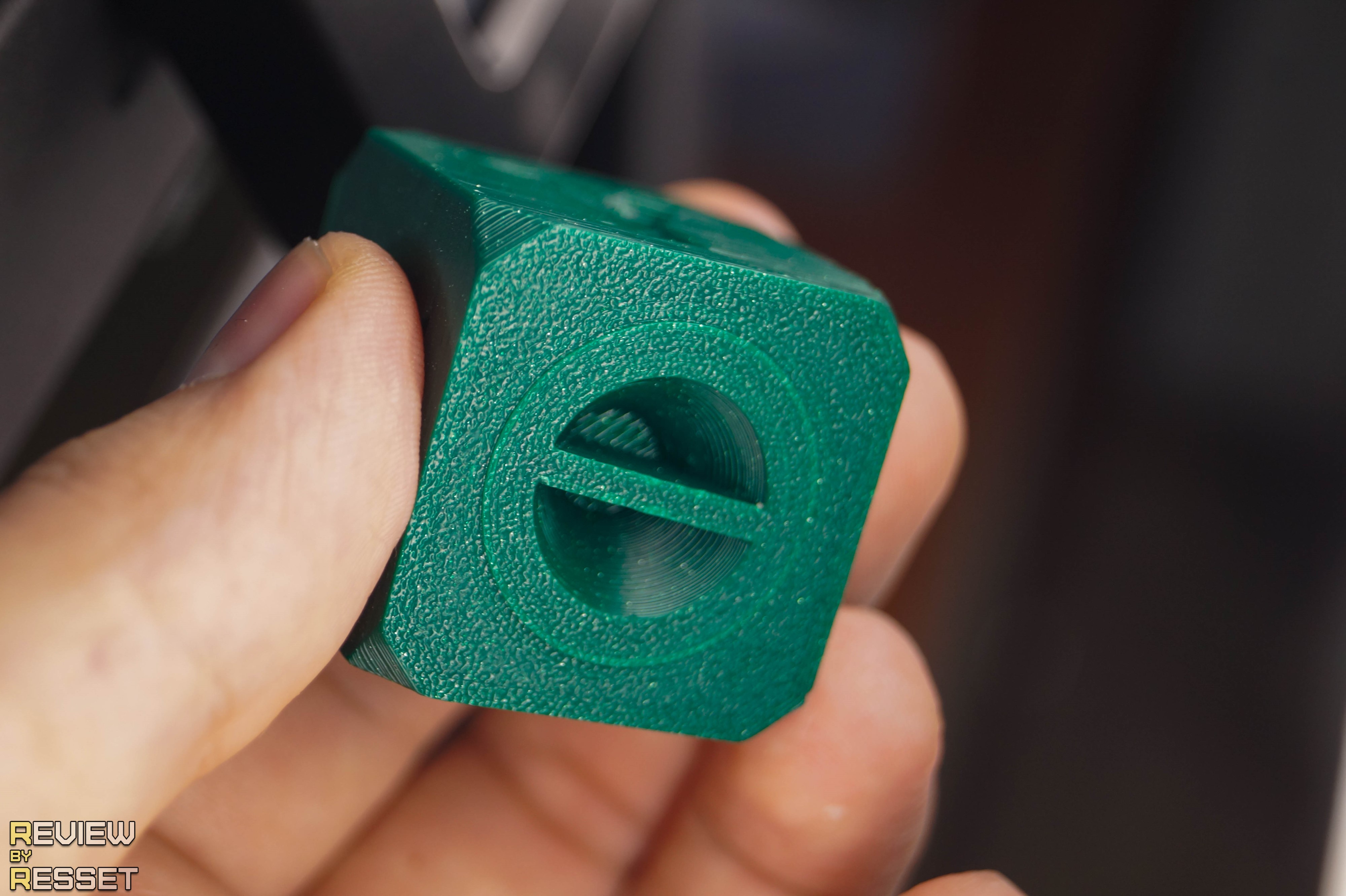
В Орке по умолчанию скорость печати внешний слоёв ограничена 300мм/с, внутренних 200мм/с. При таких настройках тестовый кубик печатался 25 минут.
На углах видно, что нужно чуть подкрутить Pressure Advance, но в остальном всё очень неплохо.

Даже нижняя заглушка вкрутилась без сопротивления ровно до позиции фиксации.
Даже зазора почти не осталось.
Комплектный филамент быстро закончился, так что на полке была найдена старая катушка без опознавательных знаков, но испытание огнем показало, что это PLA. Ставим на место, заправляем, сокрушаемся, что снова столько пластика зря переводит.


Ну и для прутка неизвестно какого состояния, лучше сначала провести тест максимального потока. Выставил максимальный объем до 32 кубических миллиметров, указанных в описании модели.
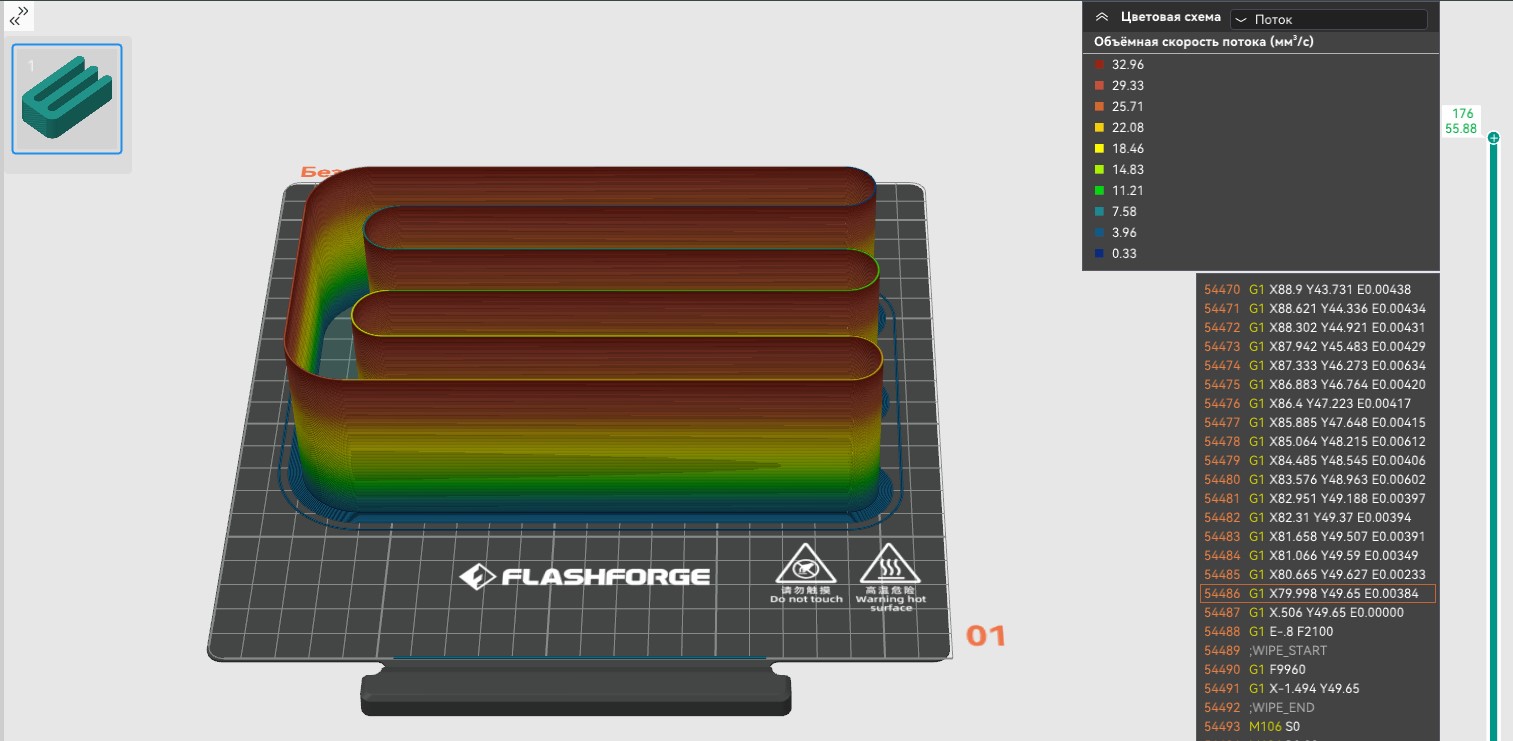
Как ни странно, все слои нормально отпечатались. Так то у Creozone и Eryone отличный филамент, но думал из-за возраста свойства несколько изменятся в худшую сторону.
При ширине слоя 0.7мм, печать достигала скорости 180мм/с, при 0.4мм как раз был бы чуть больше 300мм/с.
Судя по структуре стенки, максимальную подачу лучше не поднимать выше 25 кубов.
Подумал, что хватит мелочиться и стоит попробовать напечатать чего-нибудь большое и нужное. Закинул пару моделей практически на весь стол, внешние стенки 200мм/с, внутренние 300мм/с. В среднем максимальная не поднималась выше 270мм/с из-за кучи зигзагов на периметрах.
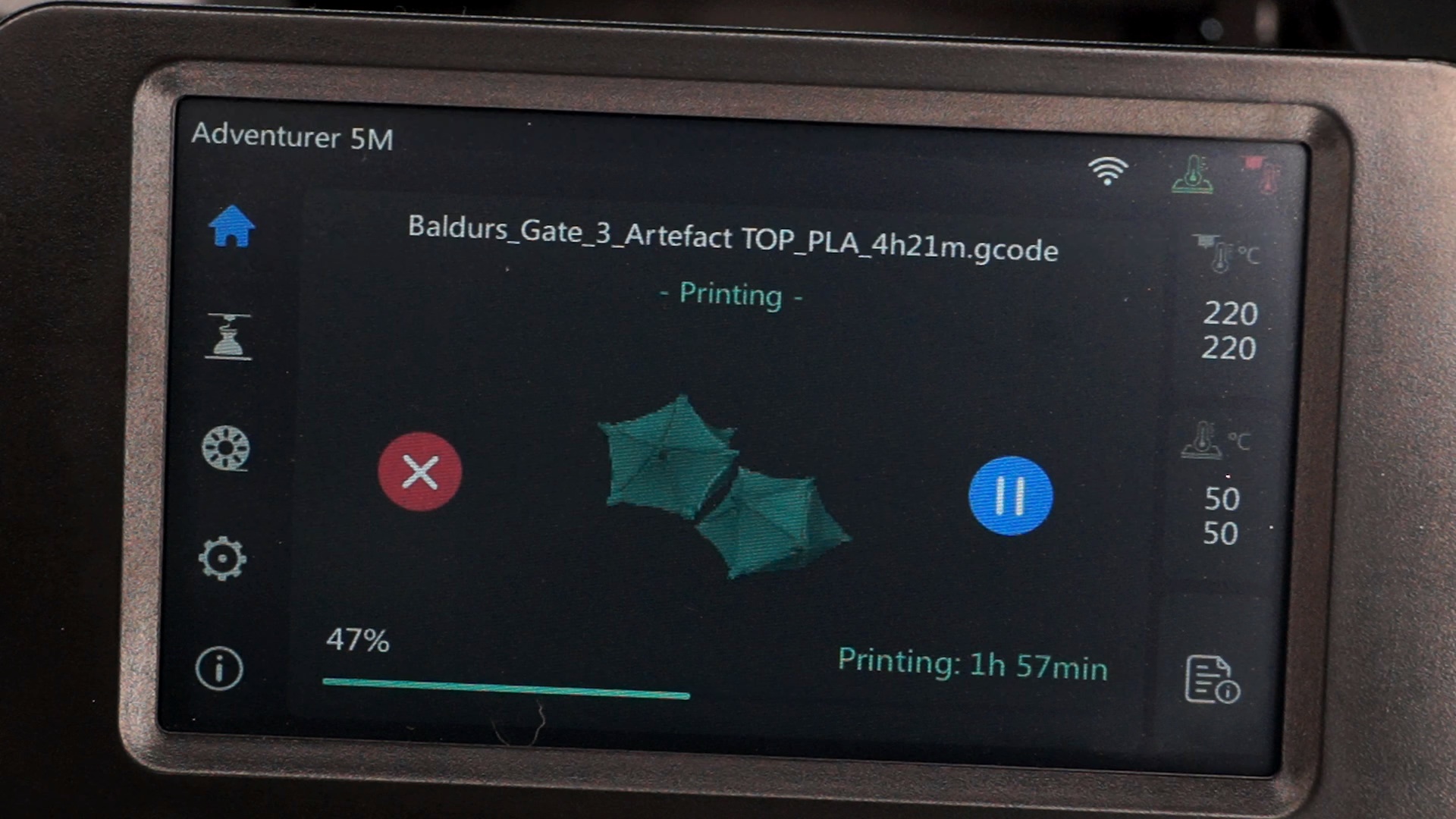

Вот реальная скорость прохода.

Проверил уровень шума в метре от принтера и двух, мне кажется больше всего слышно вентилятор обдува модели, который в этот момент работал на полную мощность.


Печать завершилась успешно, детали выглядят отлично, но местами не помешали бы поддержки.
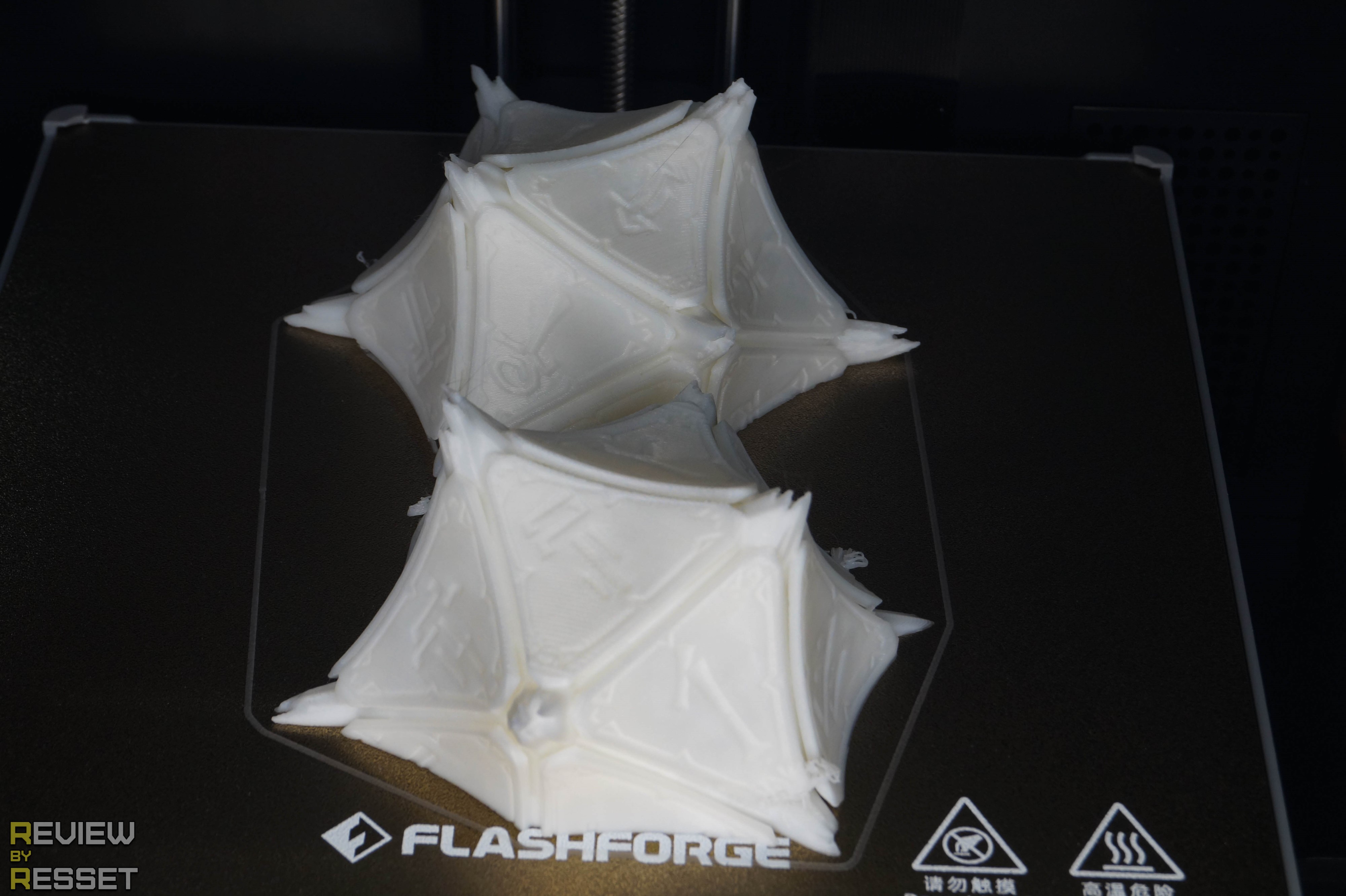
После остывания стола держались только на статике.
Хорошо, можно закинуть что-нибудь сложнее и с меньшей площадью прилегания.


Кстати, в орке во вкладке «Прочее» можно активировать алгоритм исключения моделей.

FlashForge 5M его поддерживает и под превью модели появляется кнопка с несколькими квадратиками. После нажатия на неё можно выбрать модели, которые оторвались или неудачно сформировались какие-то её части и исключить из печати. Очень удобная штука, чтобы не отменять всё задание из-за одной кривой заглушки.

Но данная возможность мне ни разу не пригодилась, всё печатается без проблем. В этот раз не стал ждать полного остывания и просто приподнял край PEI пластины, она изогнулась и почти все детали отделились без следа.
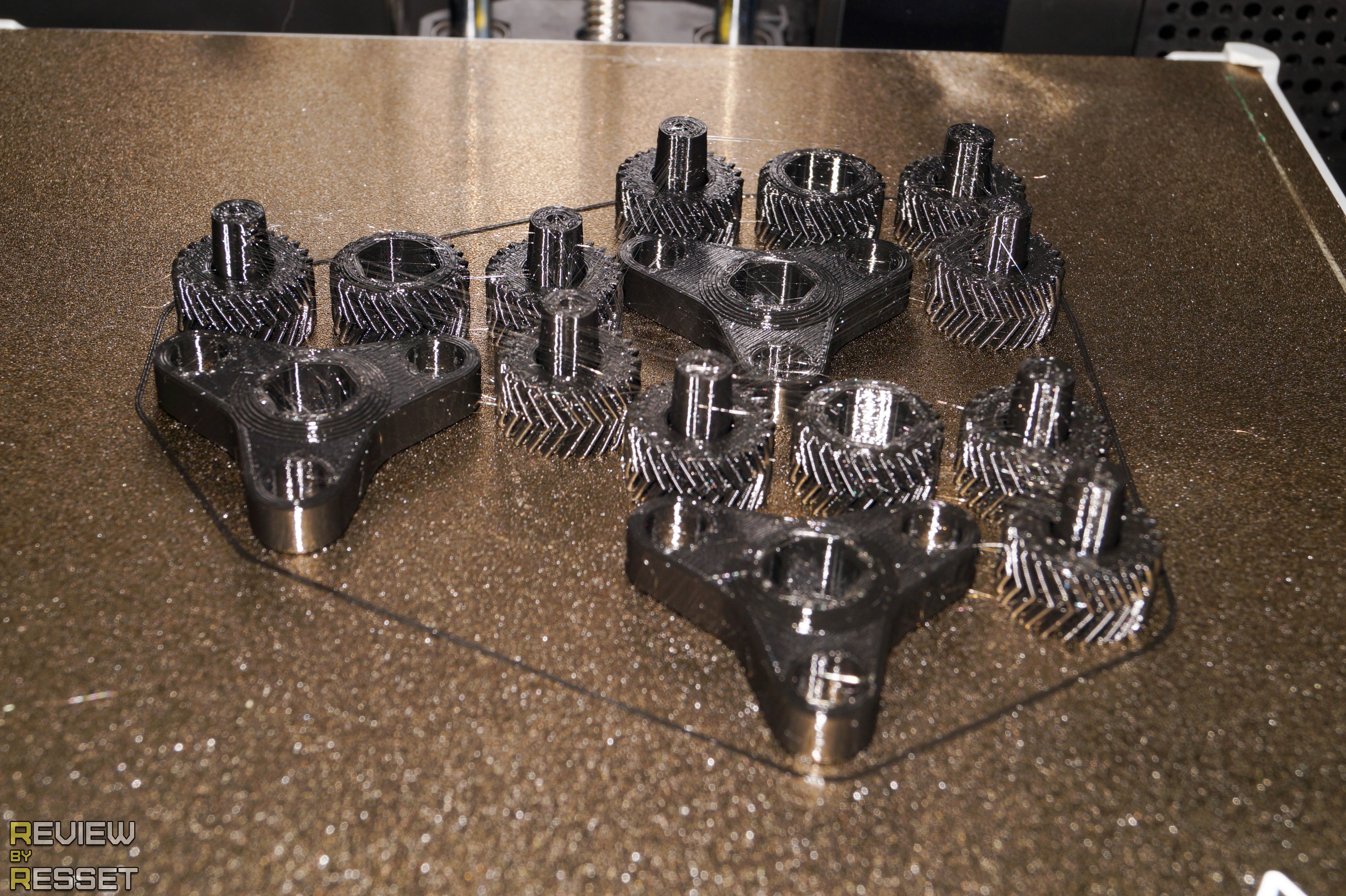
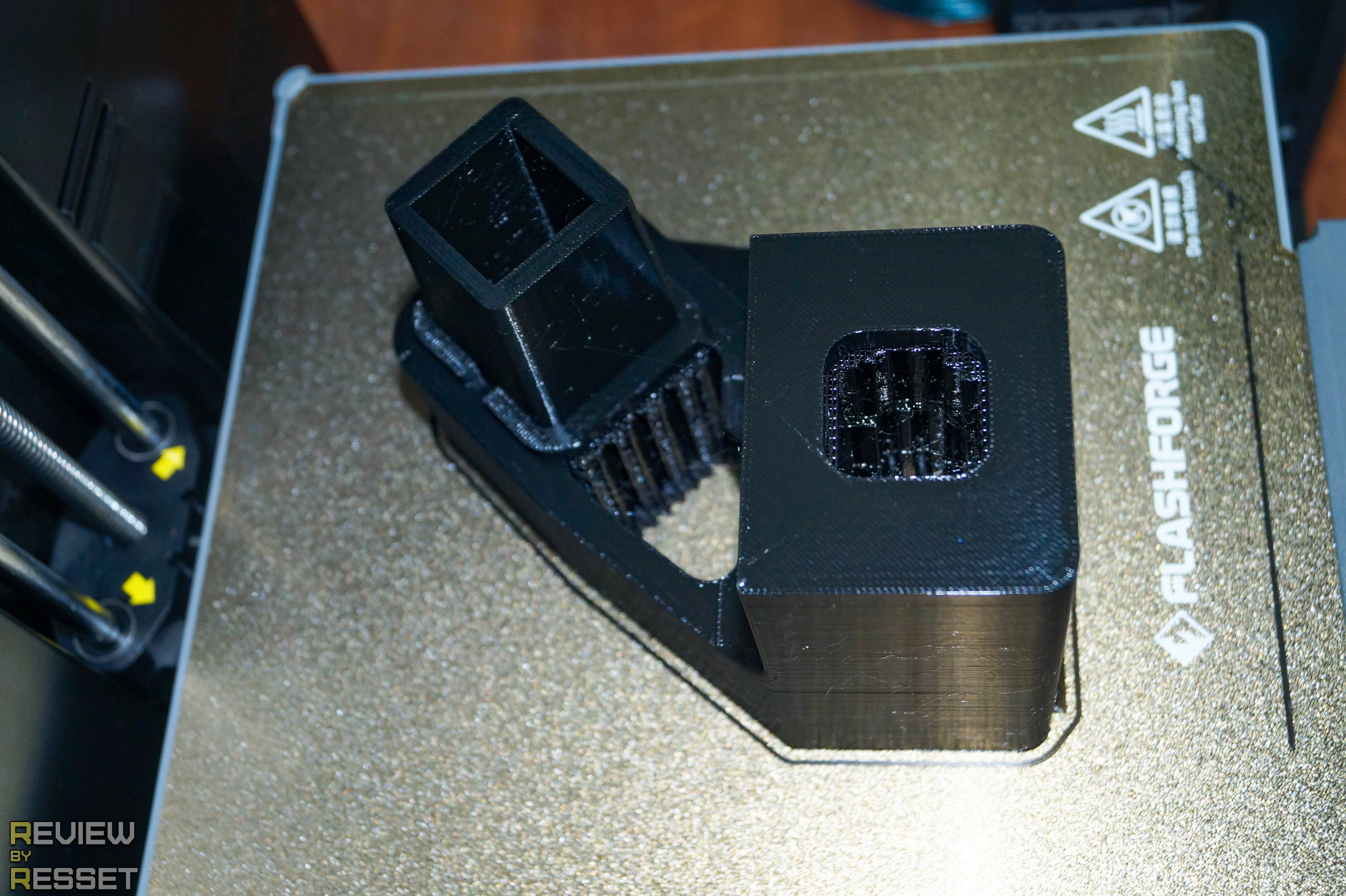
Шестигранные вставки нужно было печатать на боку для придания точности, геометрию повело по минимуму, обдув отлично справляется. Шестерни наращиваются со встроенными валами с довольно маленьким зазором.



Обошлось без вандализма и они свободно вращаются сразу после печати.
Собранная первая ступень редуктора так же легко проворачивается легким движением пальца.

Две ступени тоже.

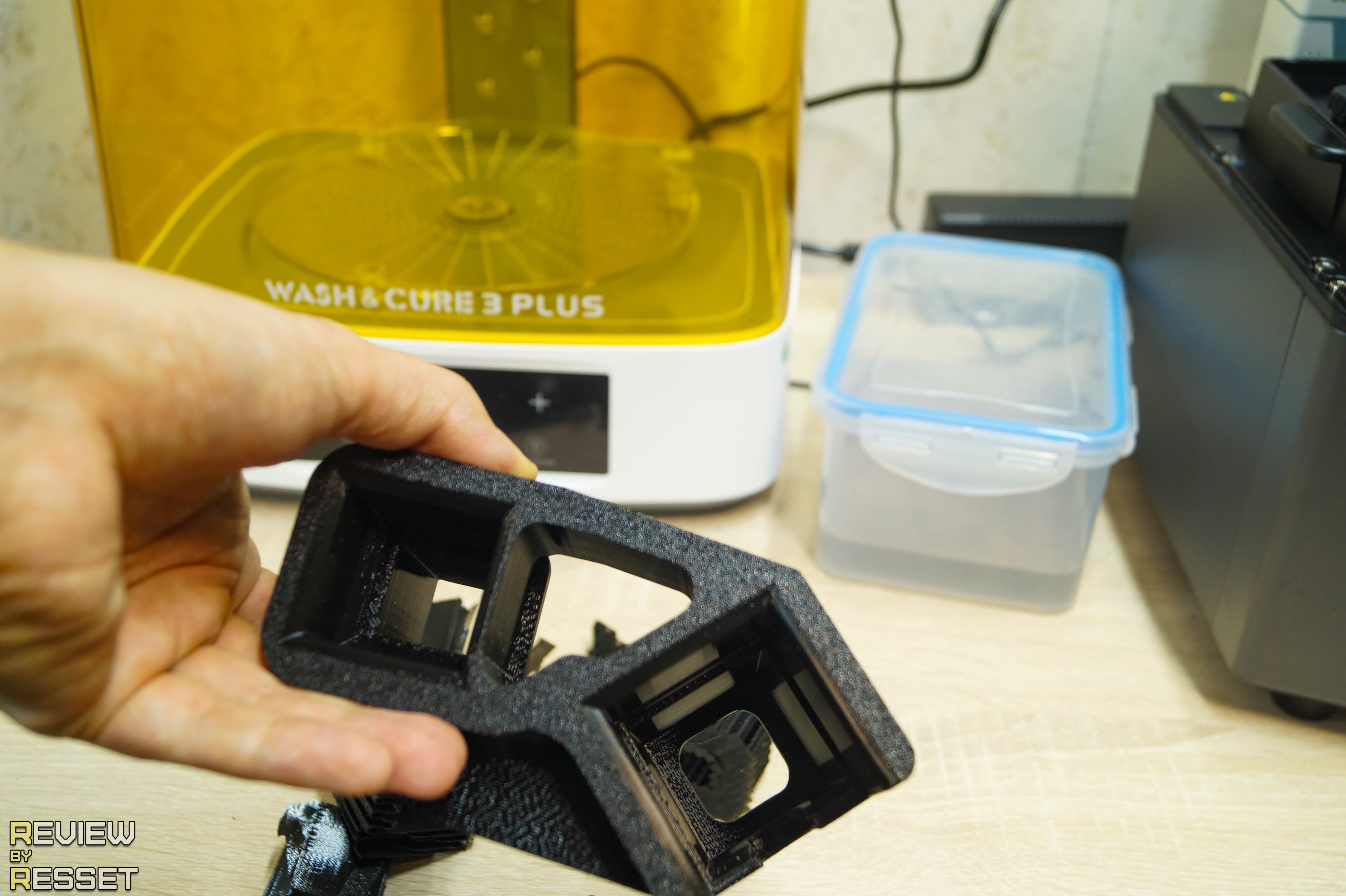
Ну и наконец собранный механизм ручной пусковой установки вертушек.

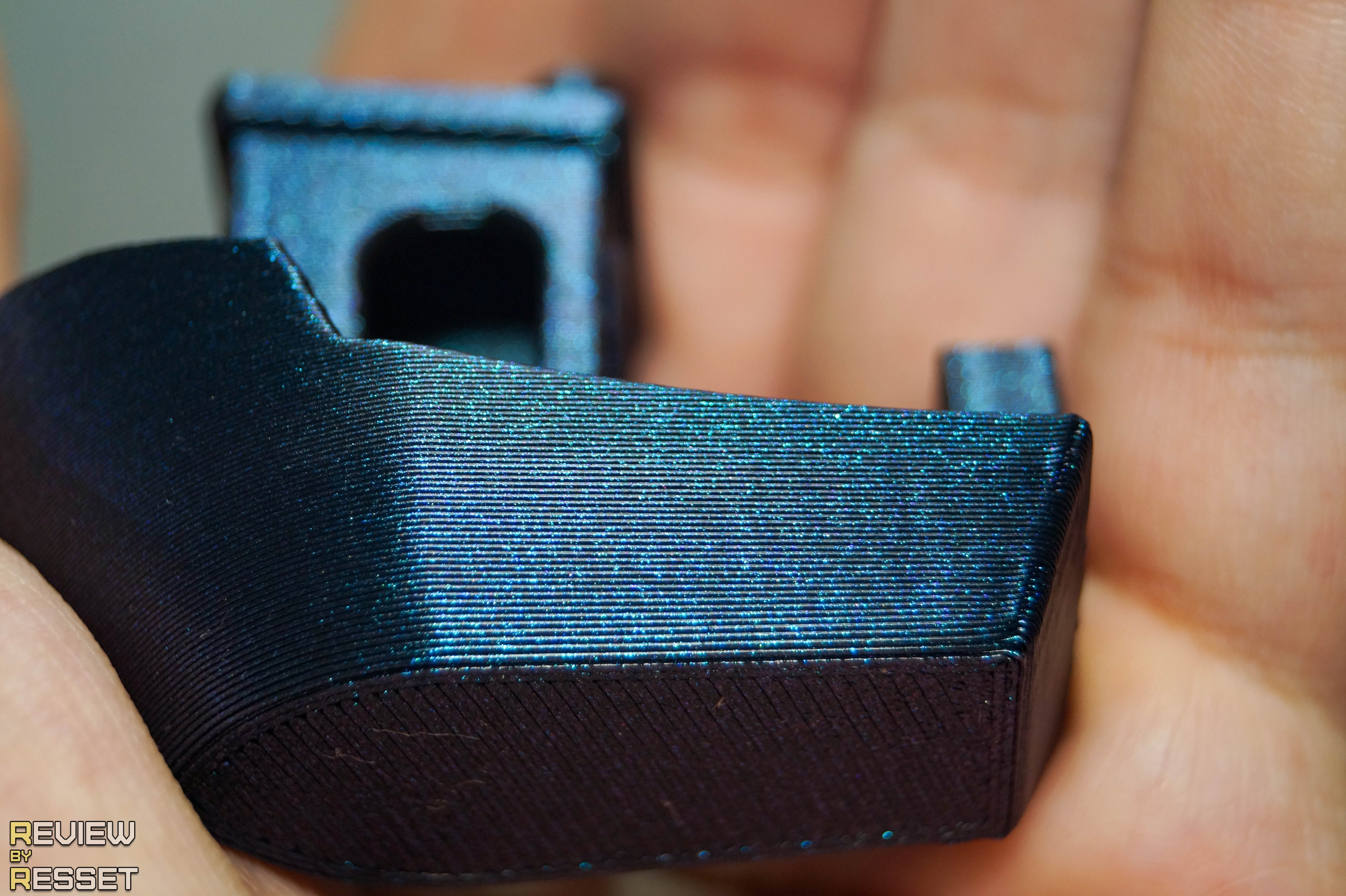
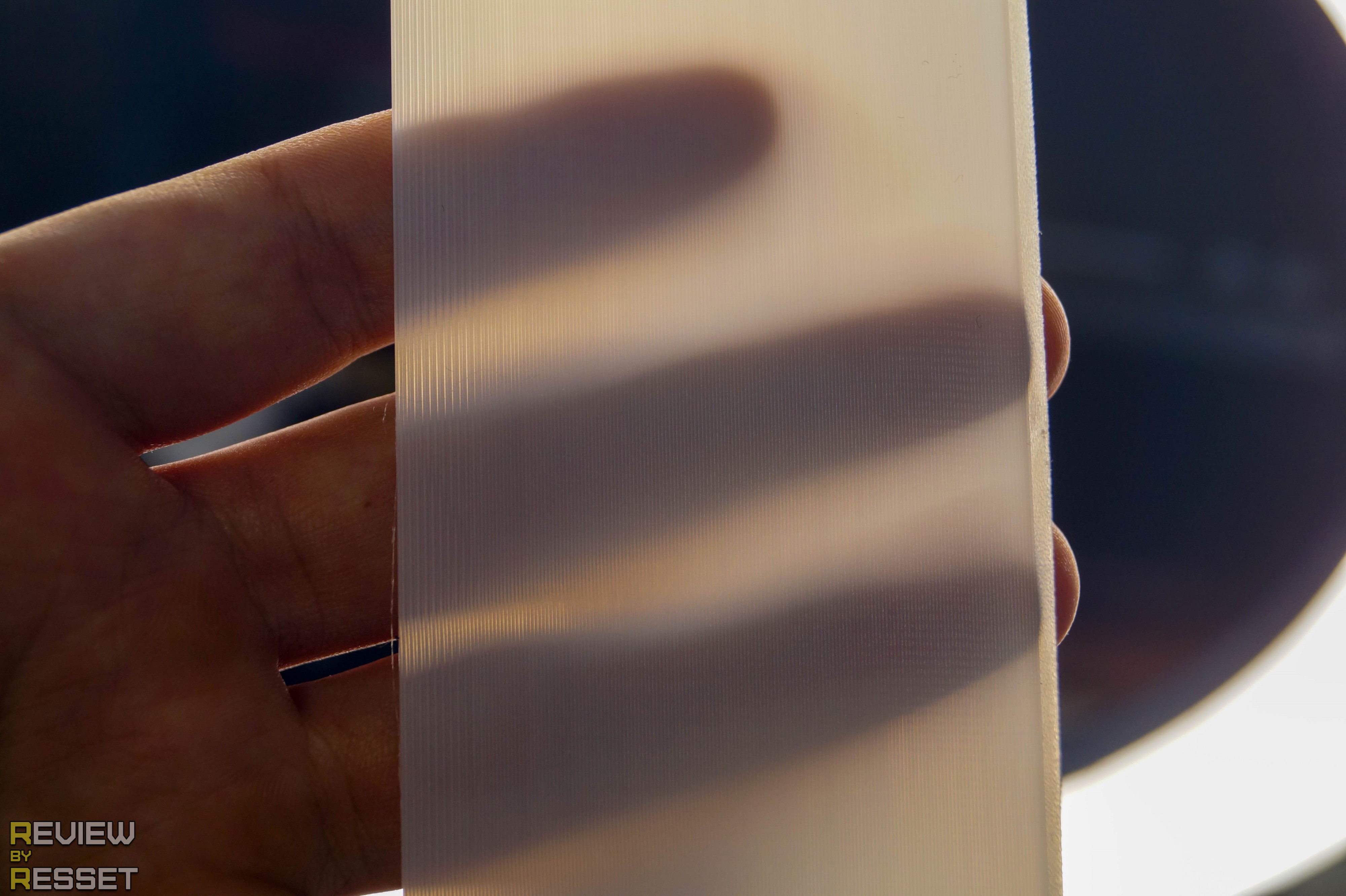
Корпус выглядит монолитным, все кто интересовался этой игрушкой, повертев в руках, спрашивали где я её купил. Слои видно только при близком рассмотрении под определенным углом. И это при слое 0.2мм. А ее оказалось, что это светящийся пластик, узнал случайно, выключив свет в мастерской.




Еще нашел старую катушку EcoPETG от слова «экономичный». Но и он показал себя хорошо даже на стоковом профиле, единственное, подачу снизил с 1 до 0.96, т.к. на полной был небольшой перелив и шестерни на валах вращались недостаточно свободно.


После коррекции стало хорошо и был собран второй комплект лаeнчера из PETG, чтобы вертушку можно было запускать друг другу, а не приносить после запуска.

Напечатал и большую деталь для фиксации под наклоном платформы третьего сатурна. Поддержки легко отделились, в орке они строятся отлично.
Всё стало на свои места и приносит пользу.

Ну и конечно же попробовал печать АБС, хотя без закрытой камеры затея такая себе. Еще и пруток не чистый, а с каким-то наполнителем, который похоже взял влагу и вспучивается на выходе.


На анимации ниже можно оценить скорость нагрева. Начальная температура стола была 37 градусов(не до конца остыл после предыдущей печати), до 60 он нагрелся за полторы минуты, до 105 за 6 минут. Экструдеру понадобилось секунд 10-15 до 250 градусов.
И кубик успешно напечатался, на горячую отрываться не хотел.
После остывания пластины потребовалось небольшое усилие и остался матовый след от деталей, который со временем постеепнно снялся другими моделями.

Для стокового профиля снова получилось очень даже неплохо, только из-за усадки заглушка села не так плотно.

Для чего-то большего нужна закрытая камера. К примеру, 5М Про позволяет печатать как крупные детали
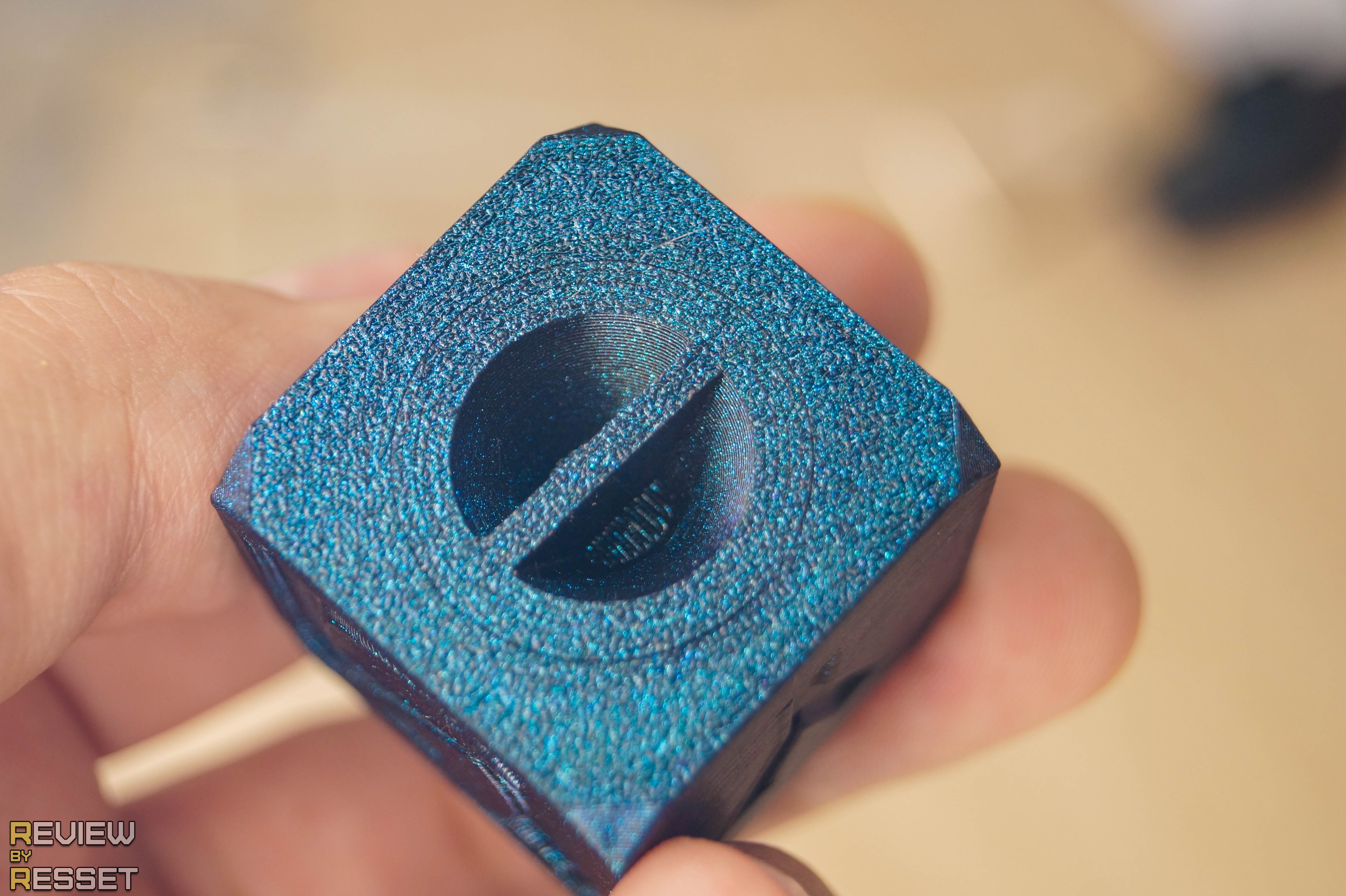
Так и высокие модели с маленькой площадью контакта.
Размер основания рукояти отвертки на самом деле меньше, чем кажется, т.к. вокруг него строится внешнее кольцо.

Модификации
Но не обязательно покупать Про модификацию, чтобы спокойно печатать распространенными видами филамента. Несколько вариантов корпуса можно напечатать самостоятельно, зашив акрилом.
Себе я сделал гибкий канал для перемещения датчика филамента в верхнюю часть корпуса, чтобы удобнее было забирать пруток напрямую из сушилки.

Так же в профильном ТГ канале многие жаловались на люфт каретки на валах, проверил, у меня тоже легкий присутствовал. На качество печати особо не влияло, н овсе же подложил под прижимные пластины мягкие вставки.



Чуть позже напечатал готовые вставки под эту модель.

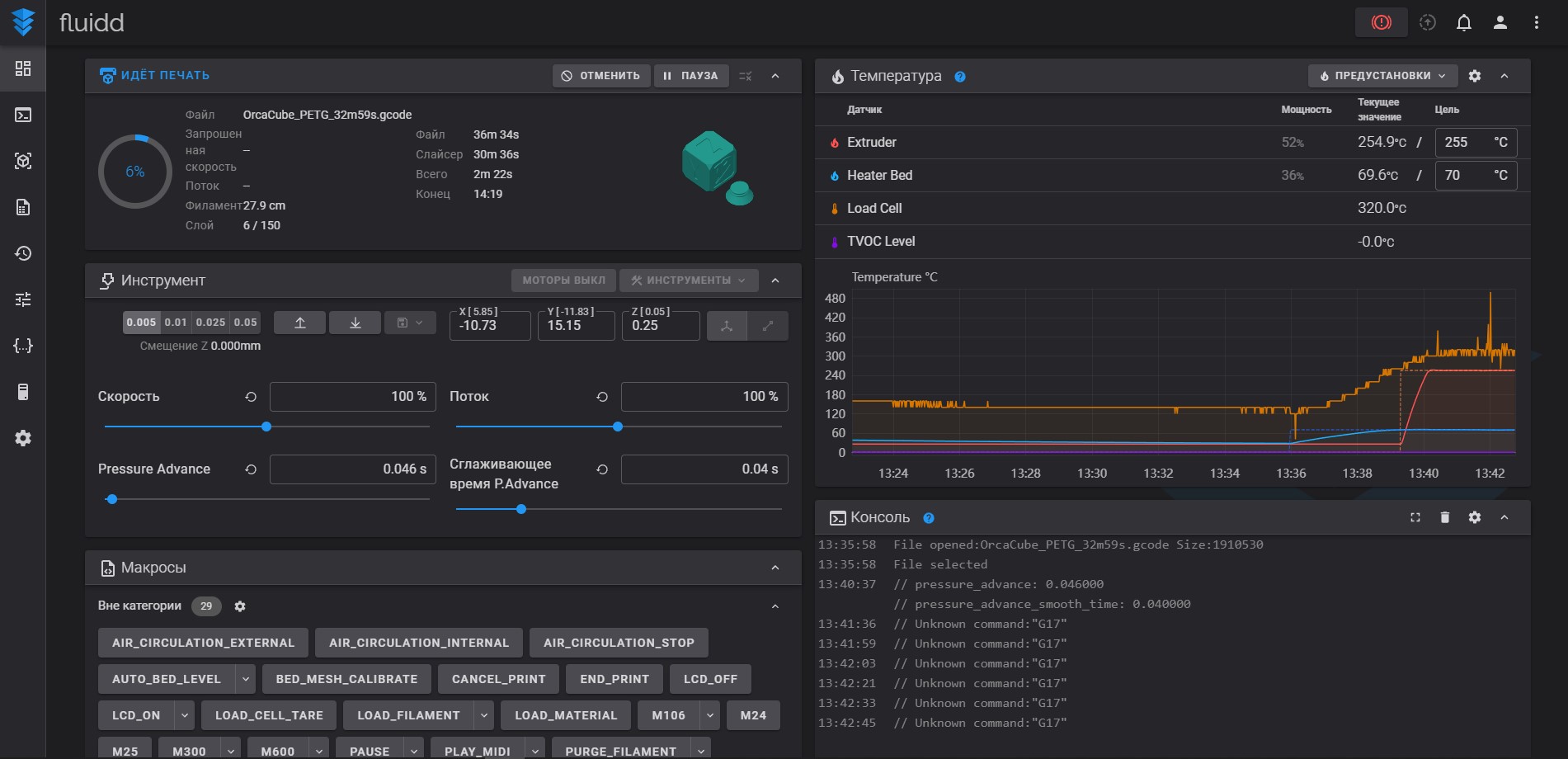
Так же поигрался с прошивкой, установив клиппермод, но он сейчас не особо актуален, т.к. в орку добавили возможность передачи файлов на стоковой прошивке. Единственное, при установке клипперскрин перед пользователем раскрывается гораздо больше возможностей по настройке.



Ну и управление через веб интерфейс, в котором так же есть много чего интересного, но не особо нужного рядовому пользователю, так что я бы рекомендовал новичкам сидеть на стоке и не заморачиваться.

Что внутри
Ну и конечно заглянул внутрь, чтобы убедиться в надежном подключении всех узлов и отсутствии перегрева. В корпусе имеется множество пустых мест, которые используются в ПРО модификации. Антенна Wi-Fi приклеена на пластиковую стенку, её хватает, чтобы подцепиться к точке доступа, находящейся в соседнем здании, при этом телефон ловит около двух делений. Блок питания 24В.

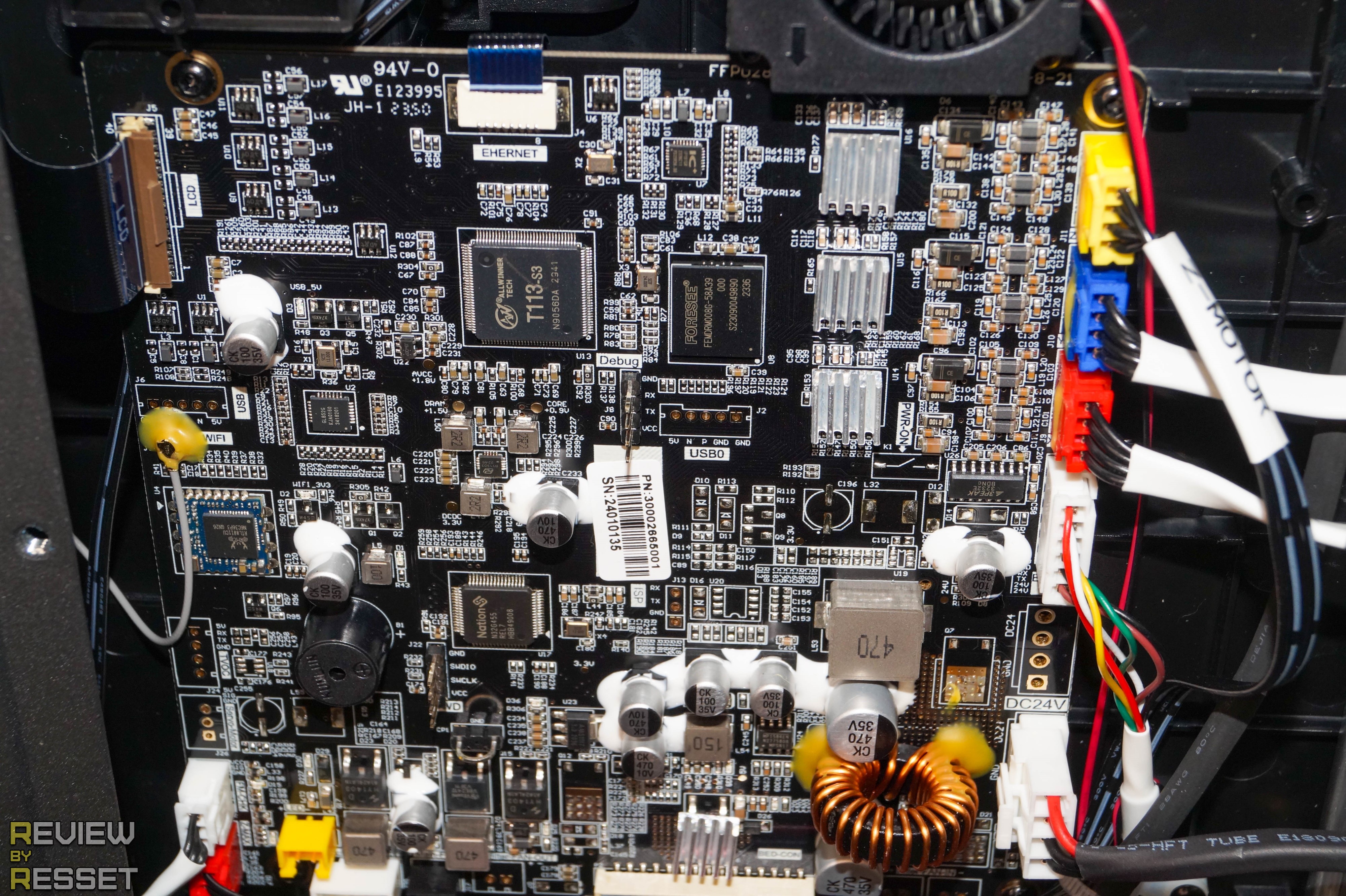
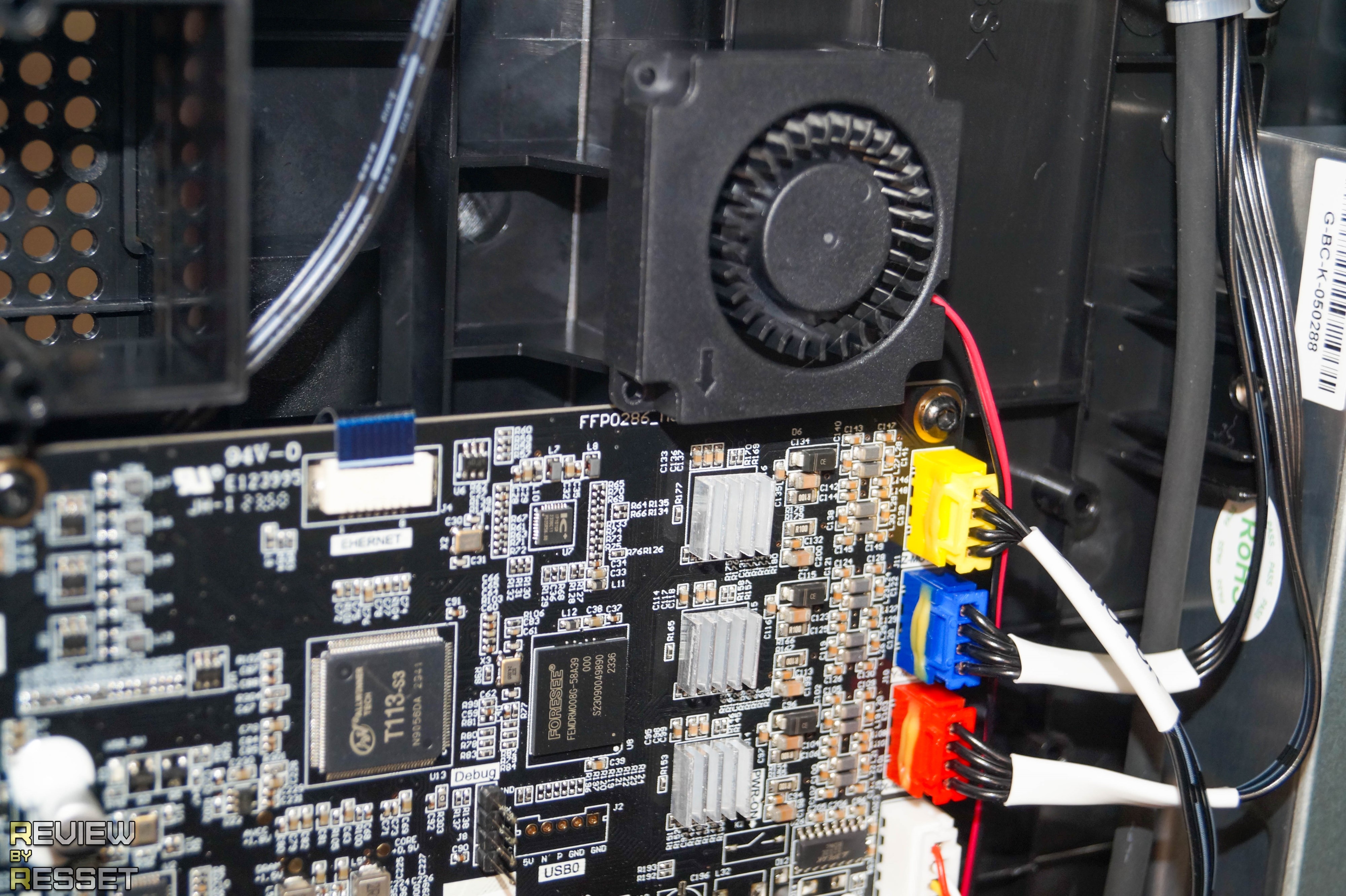


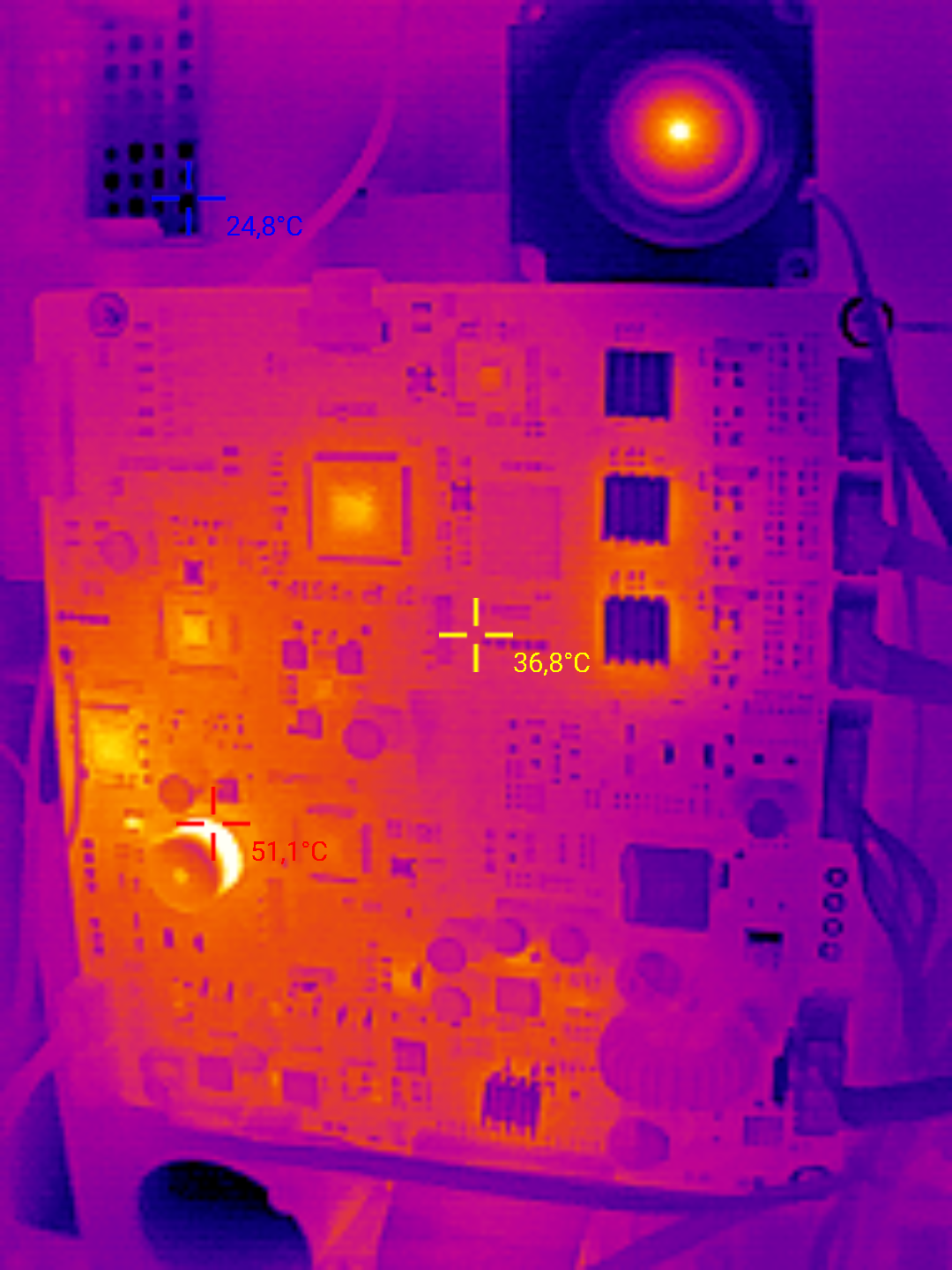
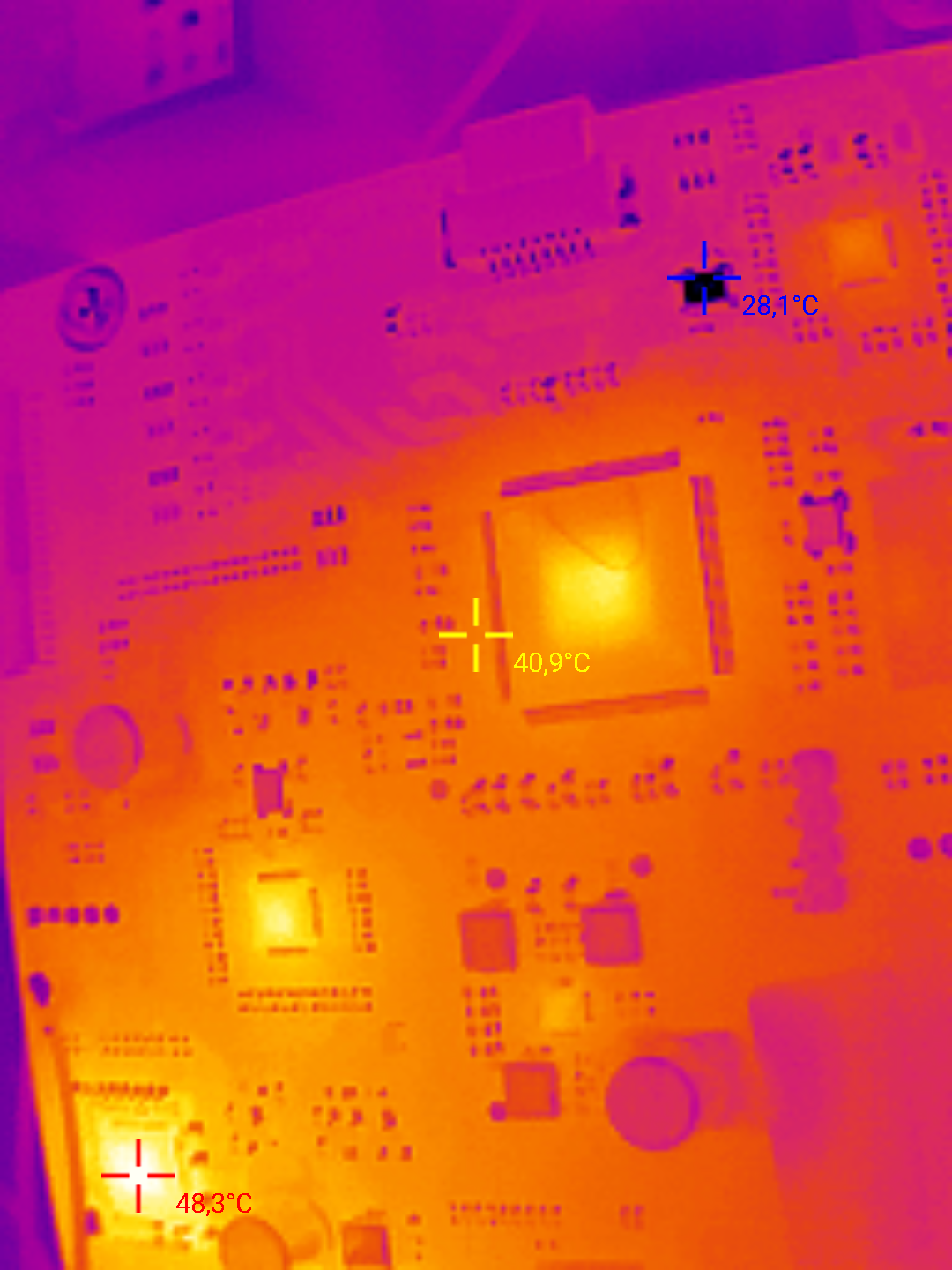
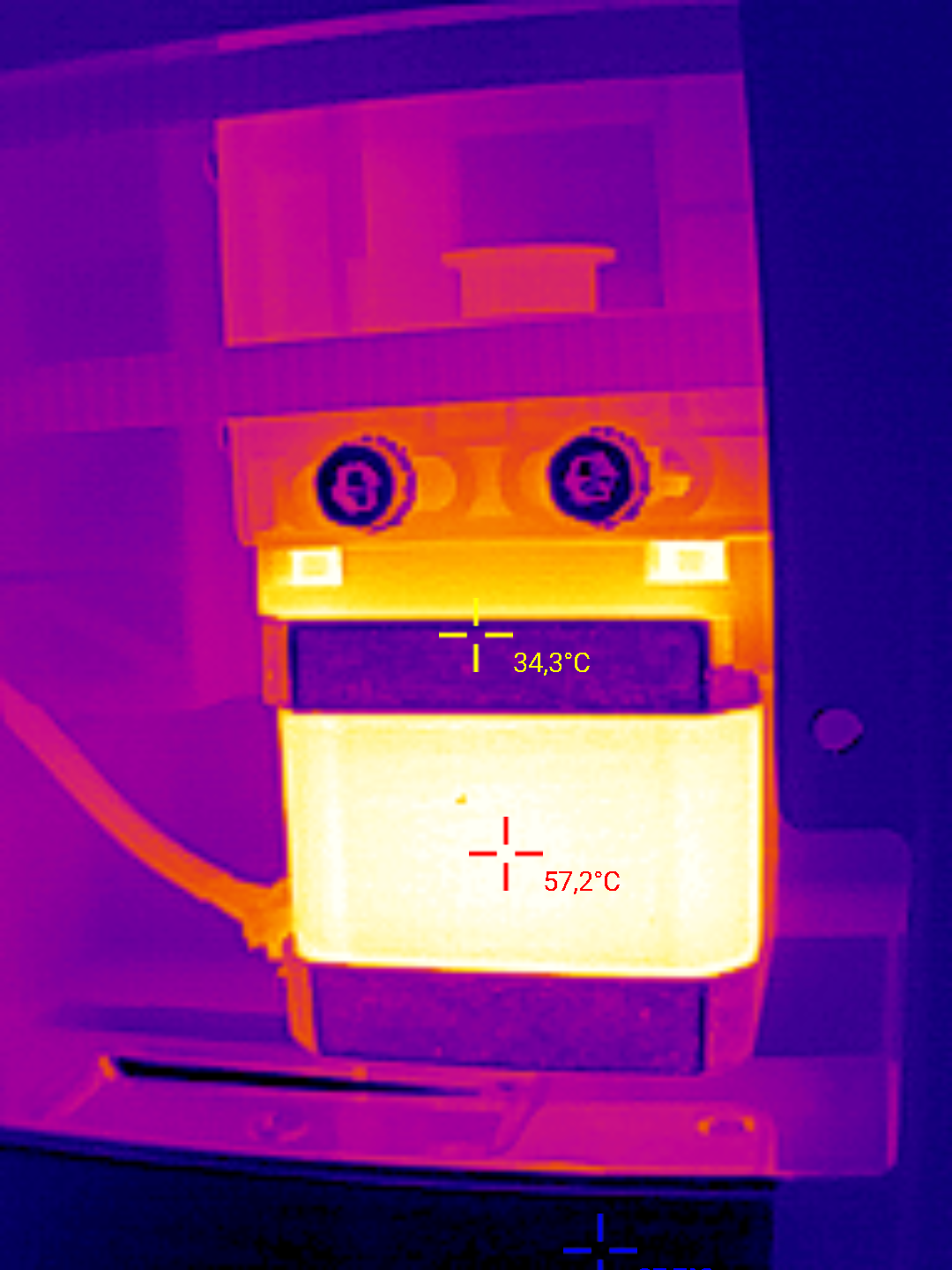
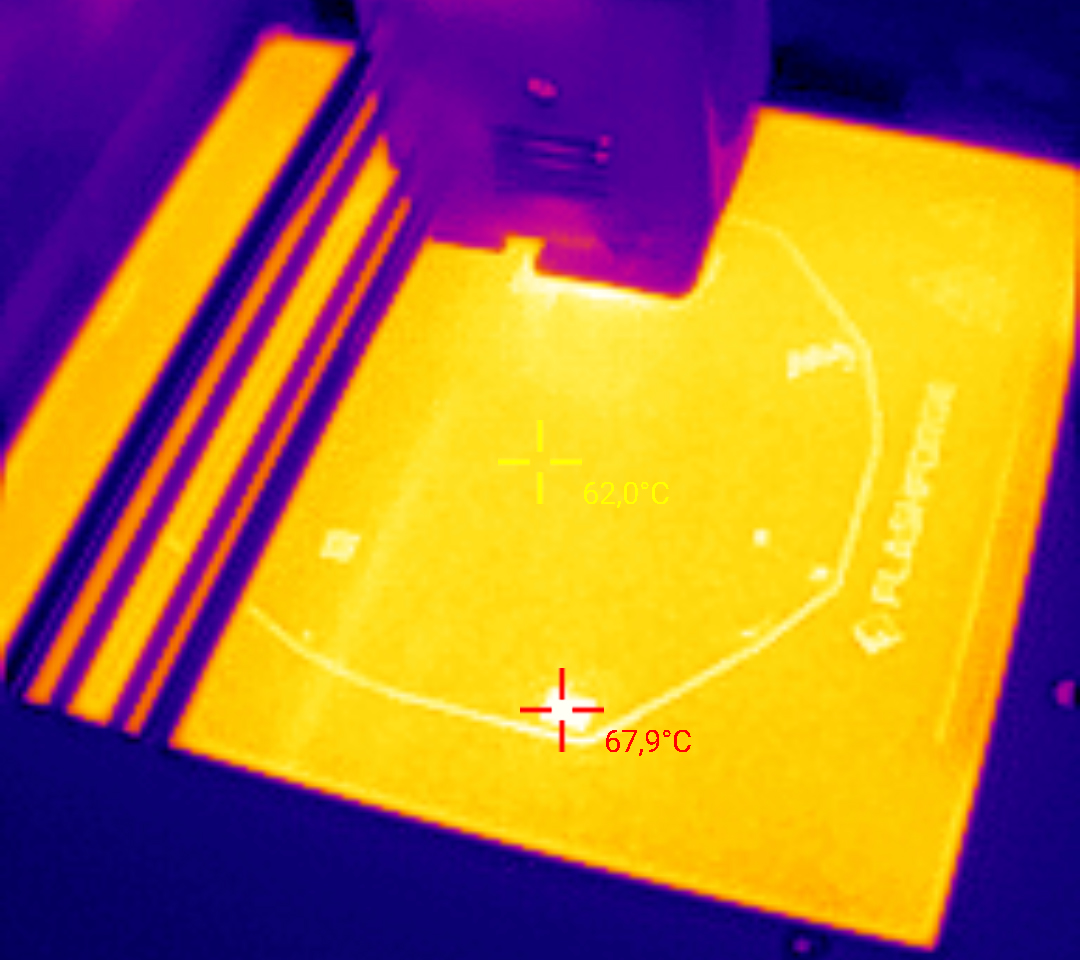
Что касается нагрева, тут всё в полном порядке, контроллеры еще теплые, драйверы тоже, самыми горячими элементами во время работы оказались шаговые двигатели и, внезапно, пищалка. Бонусом сделал снимок стола, поверхность разогревается довольно равномерно.


Итоги
Начиная с распаковки принтер не переставал меня удивлять:
+ Массивный металлический корпус без малейшего люфта, мне кажется он переживет падение со стола на пол без особых последствий.
+ Принтер практически полностью собран, нужно только выкрутить четыре винта в одном месте и вкрутить два в другом. Ну и вставить трубку в датчик с экструдером.
+ При первом запуске происходит первоначальная автоматическая настройка, после которой можно без проблем печатать. Разве что стол можно выровнять в идеал вручную, я это просто по привычке это сделал.
+ Механика Core XY и клиппер разгоняют перемещения до 600мм/с с ускорением 20000мм/с, при первом запуске выглядит очень страшно. Мой предыдущий дрыгостол наверное сломал бы сам себя в попытке так разогнаться.
+ Рекомендуемая скорость печати 300мм/с, но большинство пластиков скорее всего придется еще ужимать, например, белый петг от некрасовского полимера на 200мм/с не хотел нормально печатать внутреннее заполнение, а при повышении подачи начинал налипать на сопло. Красный вёл себя адекватнее. Лучше всего показали себя пластики от Creozone и Eryone, которые без каких-либо проблем печатали на высоких скоростях.
+ Качество из коробки на предустановленных профилях слайсера для его цены просто потрясающая. Можно откалибровать поток, Pressure Advance, температуру и получить поверхность близкую к идеальной, но и без заморочек получается очень неплохо.
+ Разработчики постоянно совершенствуют систему, только за апрель прилетало два обновления прошивки и одно слайсера. В скором времени должны добавить поддержку русского языка. Так же создали мобильное приложение, оно на данный момент конечно не дотягивает до уровня moonraker, но базовая функциональность имеется и надеюсь оно будет развиваться.
+ В качестве слайсера можно использовать оригинальный OrcaSlicer, в который добавили протокол обмена FlashForge и из него можно спокойно посылать файлы на печать.
Для тех у кого чешутся руки, есть возможность прошить клиппермод и расширить возможности управления принтером. Даже Dual Boot поддерживается с возможностью выбора оболочки для запуска.
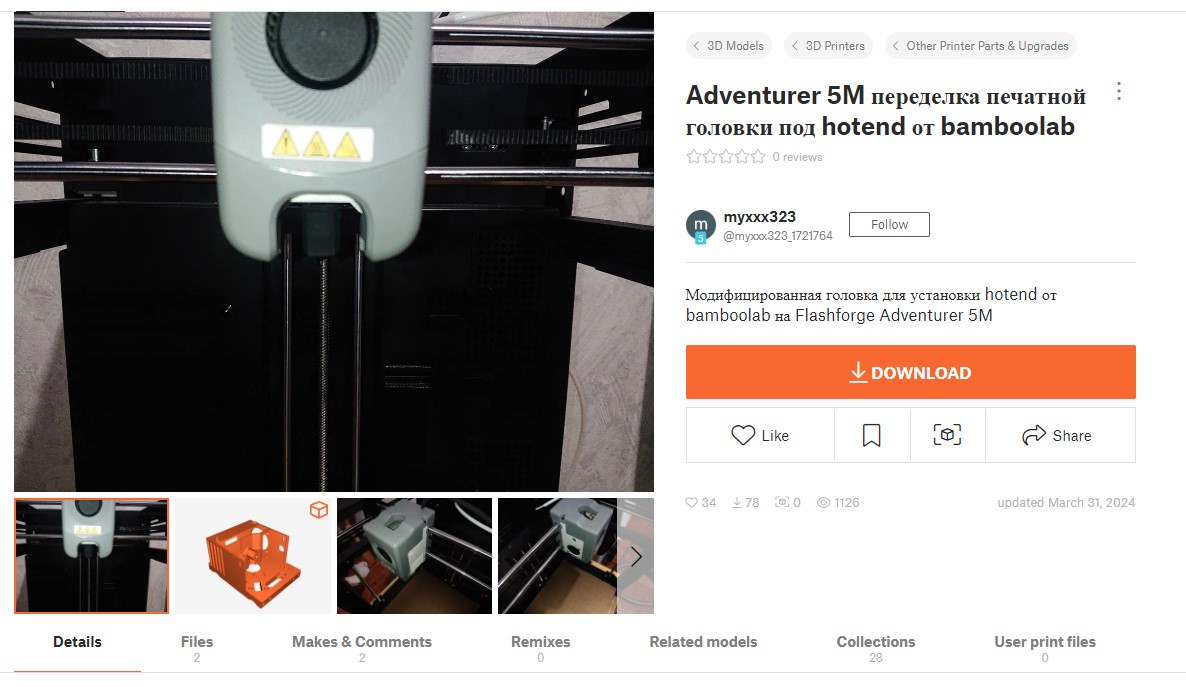
Из минусов можно отметить проприетарные сопла, которые без купонов стоят около 3000 рублей, но думаю со временем они или подешевеют или появятся аналоги. В данный момент уже появились печатные модели для установки более бюджетных хотендов BambooLab и многое другое.
Во время мартовской распродажи мне удалось купить его за 27000 рублей и в первый же день, понял, что он стоит каждого потраченного на него рубля. За последний месяц скормил ему несколько катушек филамента и не столкнулся с проблемами, разве что один раз печать прервалась, но ошибка была в коде и после повторной нарезки модели не проявилась.

Сегодня началась майская распродажа и цена на FlashForge Advanturer 5M в официальном магазине aliexpress упала до 26700 рублей. Отправка из местного склада, так что таможенной пошлины не будет.
Ну или раскошелиться на старшую модель, у которой корпус сразу закрыт, в комплекте имеется запасное закаленное сопло, камера, есть дополнительный обдув модели, фильтрация воздуха с помощью угольных фильтров. При чем можно выбирать между внутренней для филамента, который не любит сквозняков и внешней для всех остальных. Во время печати АБС запах имеется, но он намного слабее, чем при использовании открытой камеры. Ну и шума он издаёт еще меньше.
Во время распродажи стоимость FlashForge Advanturer 5M Pro в официальном магазине снизили до 44600 рублей, обычно он стоит под 50000 рублей.
Цены актуальны на момент публикации, акция продлится 6 дней.


Источник: ae01.alicdn.com











{kind=link}
11 комментариев
Добавить комментарий
Я б смотрел в сторону Creality 3D K1.
А если есть деньги — то кит Voron v2.4 на рельсах.
Creality 3D K1 требует слишком много вложений и ровных рук, чтобы по уровню печати дотянуться до FF AD5M, уже неоднократно сравнивали и обсуждали в профильных форумах. Даже MAX требует доработок из коробки, в то время как FF проходит инициализацию и требует к себе минимум внимания )
К1 кстати тоже на валах, как и к1макс.
По поводу рекламы, в конце обзора есть пруф покупки, смысл мне придумывать плюсы которых нет.
Сопла есть от 0.25 до 0.8мм в магазине, в том числе закалённое 0.6мм, я об этом писал. Минус что они проприетарные, но можно напечатать переходник под хотенд бамбука
Хотенд ограничен в прошивке 350 градусами, этого мало?
Добавить комментарий