Как современные технологии помогли восстановить термос времён СССР
Новая пробка для старого термоса: опыт 3D-сканирования и 3D-печати. Технологии шагнули настолько далеко вперёд, что сегодня практически любую деталь можно изготовить, не выходя из дома. В этой статье я хочу рассказать, как изготовил новую пробку для советского термоса времён СССР.
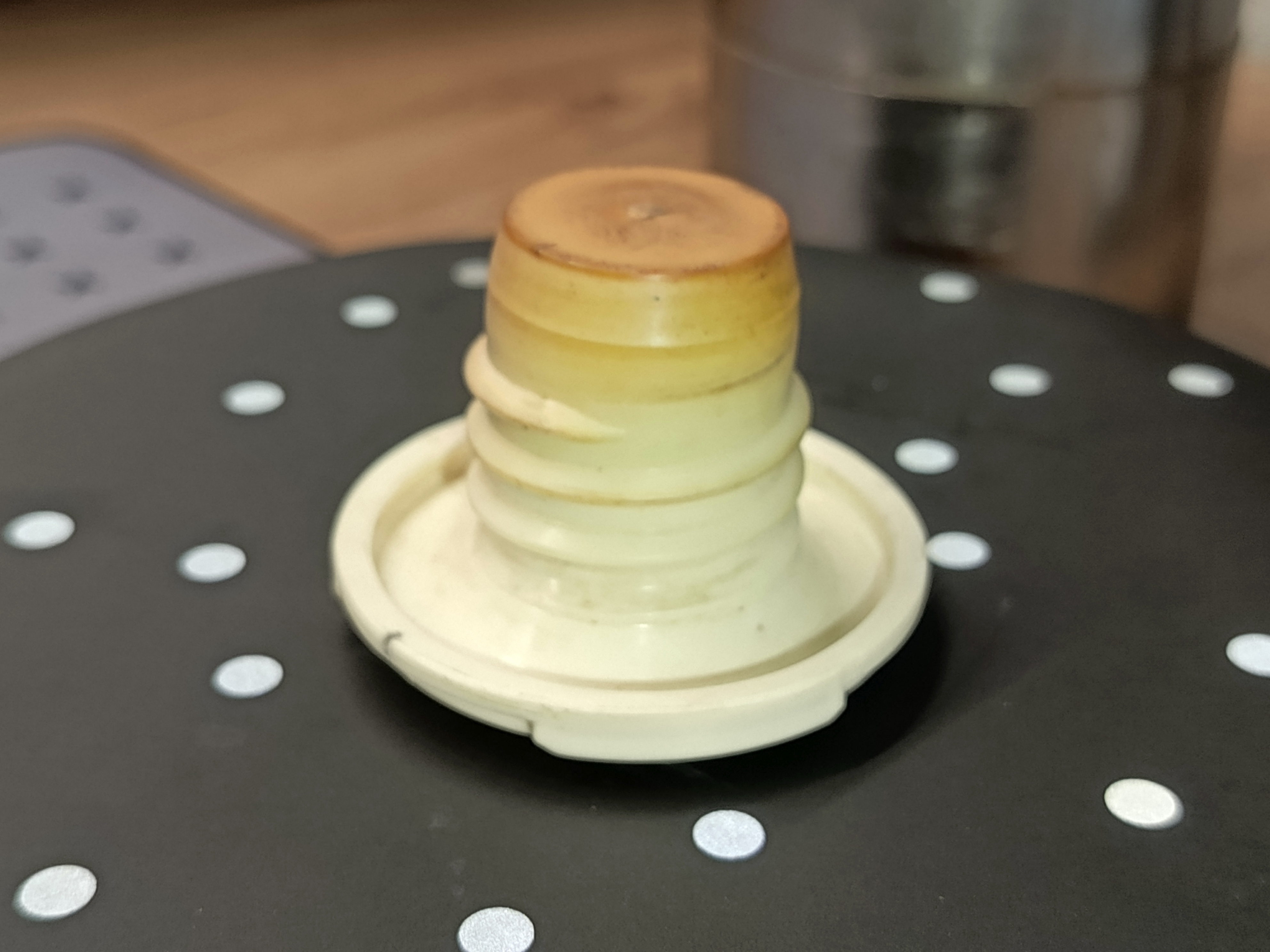
В ту эпоху была очень популярна модель термоса из нержавеющей стали с двойными стенками. Судя по штамповке на дне, стоил он 15 рублей 70 копеек. Термос отлично сохраняет тепло и рассчитан на один литр жидкости. Казалось бы, всё в нём идеально, однако спустя десятилетия пробки начали разрушаться. Причина вовсе не в плохом качестве изготовления, а просто во времени, которое не щадит даже надёжные вещи. Например, мой экземпляр термоса 1985 года выпуска, и его пробка уже полностью пришла в негодность. К счастью, у меня есть второй такой же термос, поэтому я решил восстановить пробку заранее, пока и она окончательно не разрушилась.




Забегу вперёд и скажу, что на весь процесс у меня ушло всего около полутора часов. Причём примерно час из этого времени заняла 3D-печать, а остальное — 3D-сканирование и небольшое редактирование модели.
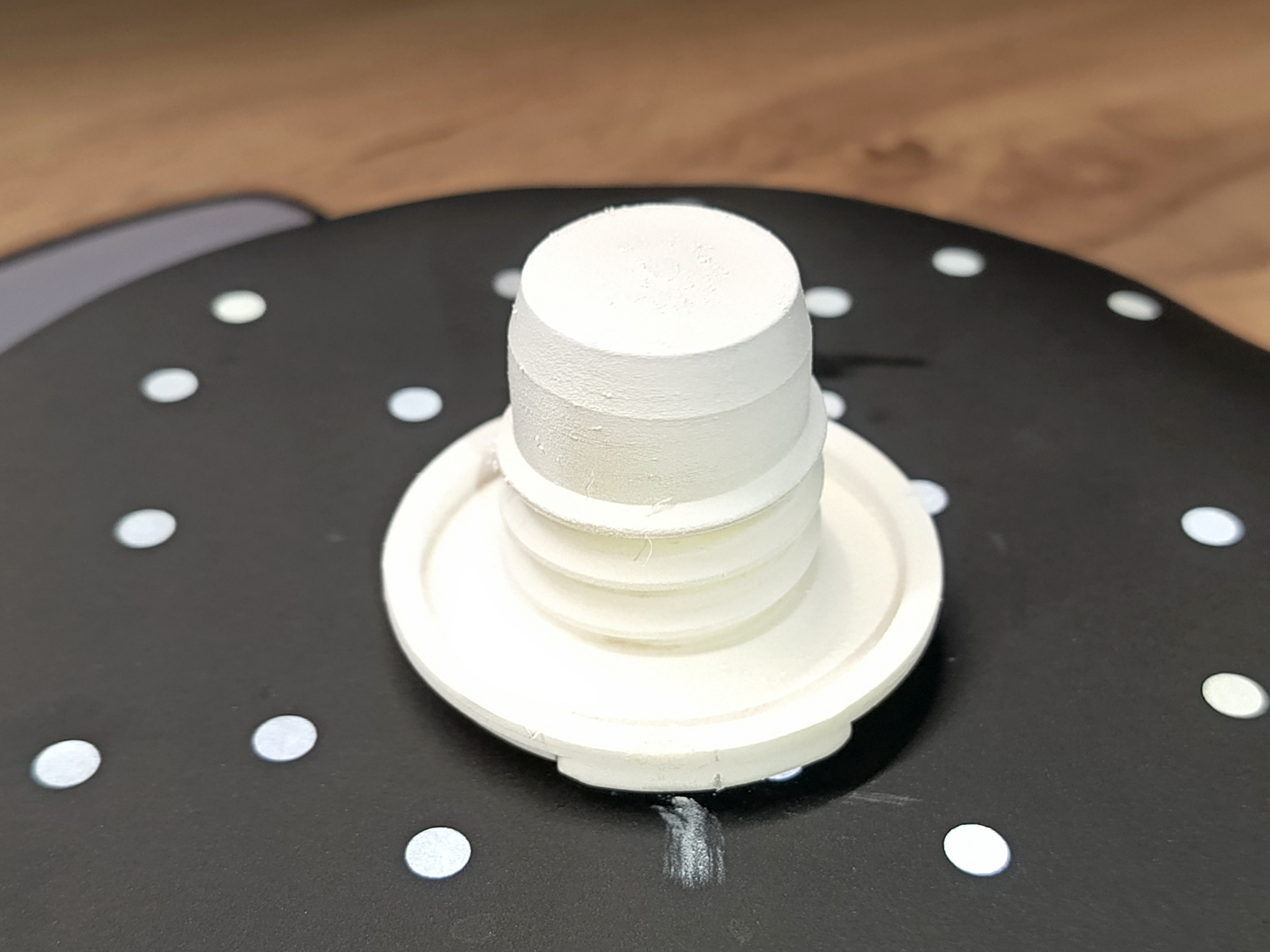
Итак, с помощью 3D-сканера Revopoint Mini 2 я выполнил сканирование пробки. Чтобы улучшить качество скана, предварительно заматировал поверхность специальным спреем, так как в некоторых местах она слегка бликовала. Хороший результат удалось получить уже со второй попытки, причём без необходимости слияния нескольких сканов.
Сканировал только боковую часть и верх пробки, то есть сканер стоял примерно под углом 45 градусов по отношению к пробке. Нижняя часть меня не интересовала, поскольку её форма в данном случае была не нужна. К тому же это позволило упростить дальнейшую подготовку модели и сделать печать более удобной.
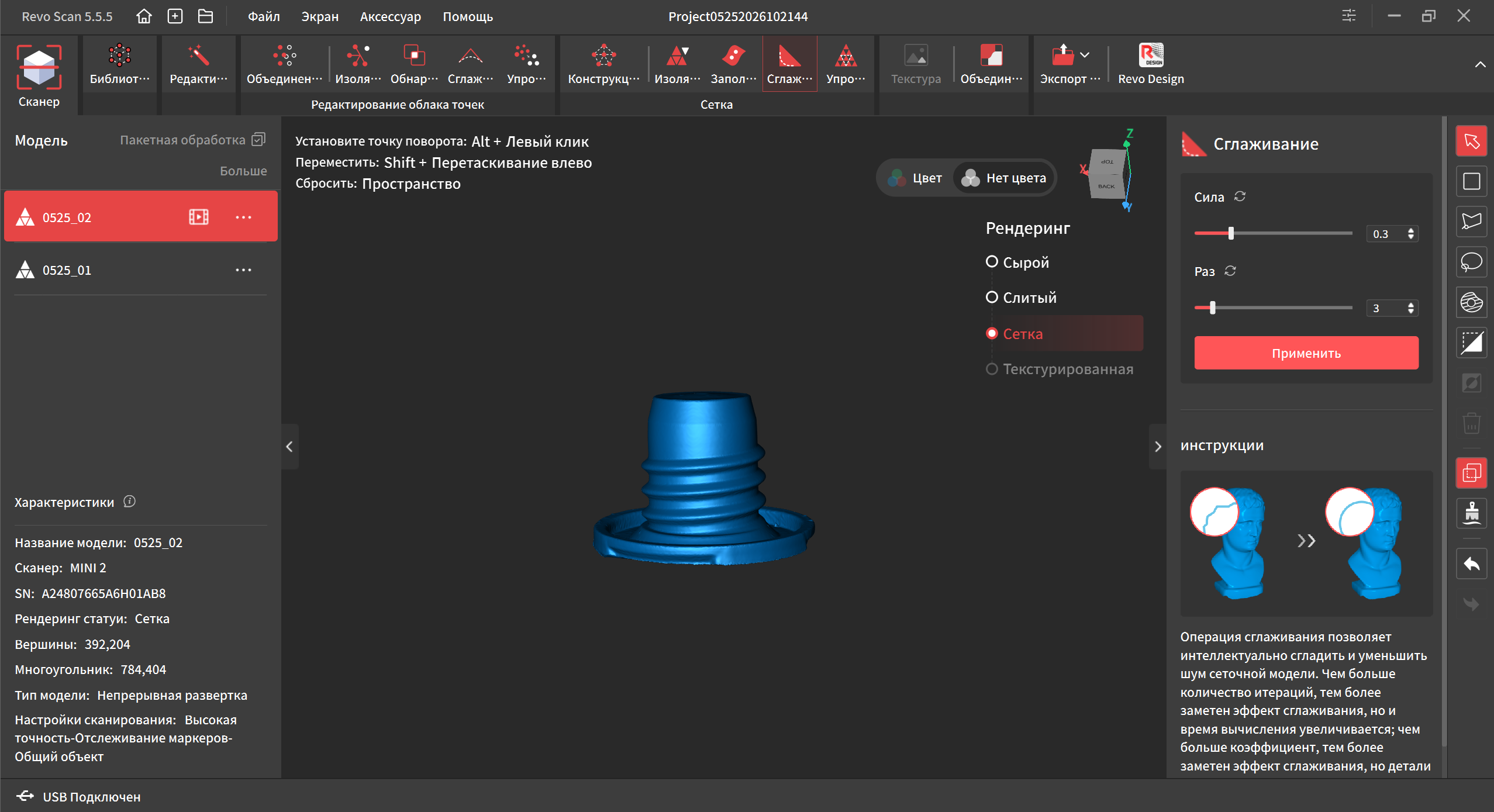
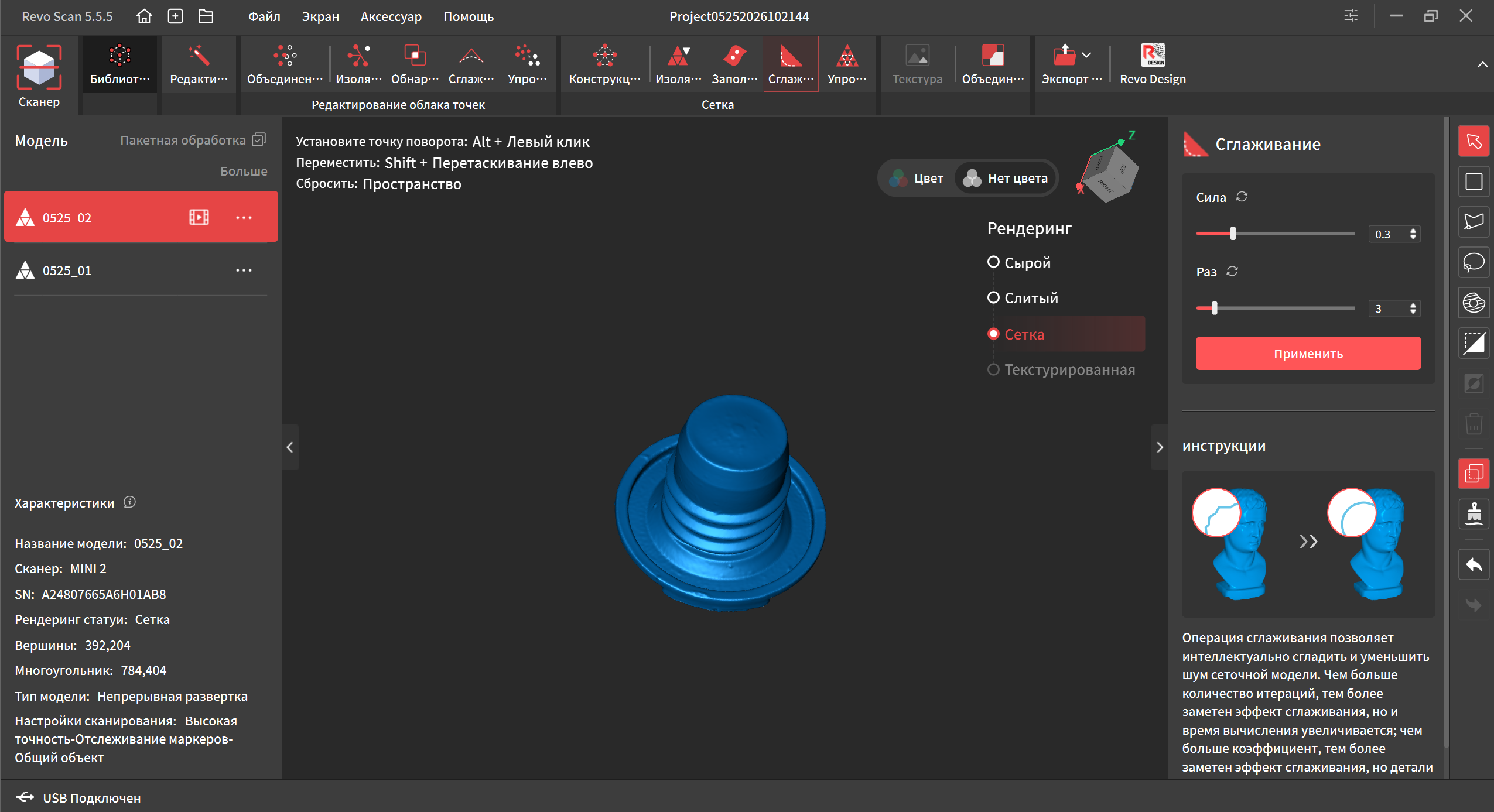
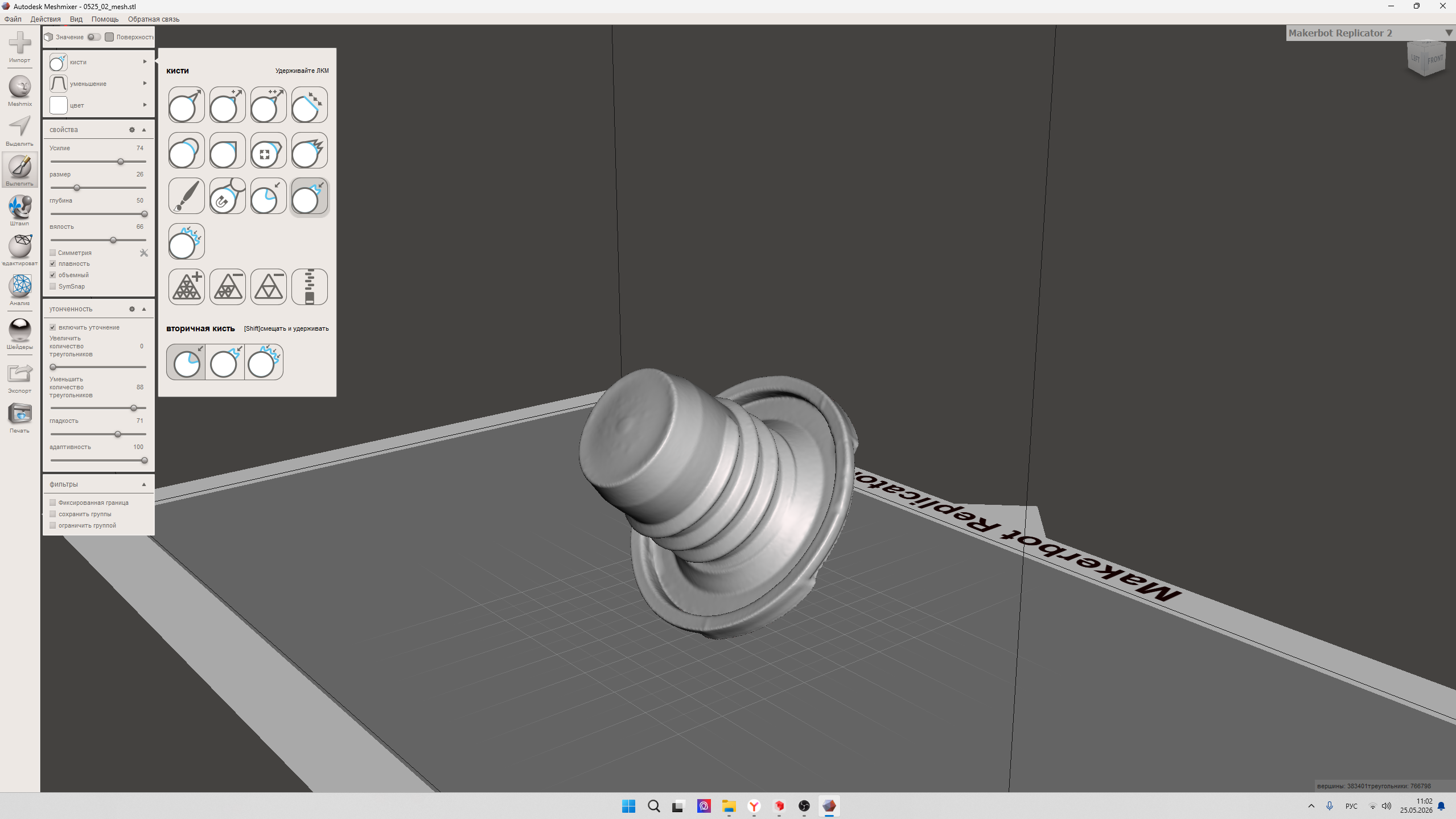
Скан получился весьма достойным, однако некоторые дефекты всё же пришлось доработать вручную. Загрузив проект в Meshmixer, я быстро очистил модель от изъянов. В первую очередь меня интересовала резьба, поскольку именно от её качества зависело, насколько хорошо новая пробка будет закручиваться в термос.
Но и этого оказалось недостаточно. Изначально толщина нижней части пробки составляла около 7 мм, тогда как у меня после обработки получилось примерно 4 мм. Произошло это из-за того, что пришлось немного выровнять неровности, появившиеся после автоматического заполнения нижней части крышки, так как саму нижнюю поверхность я не сканировал.
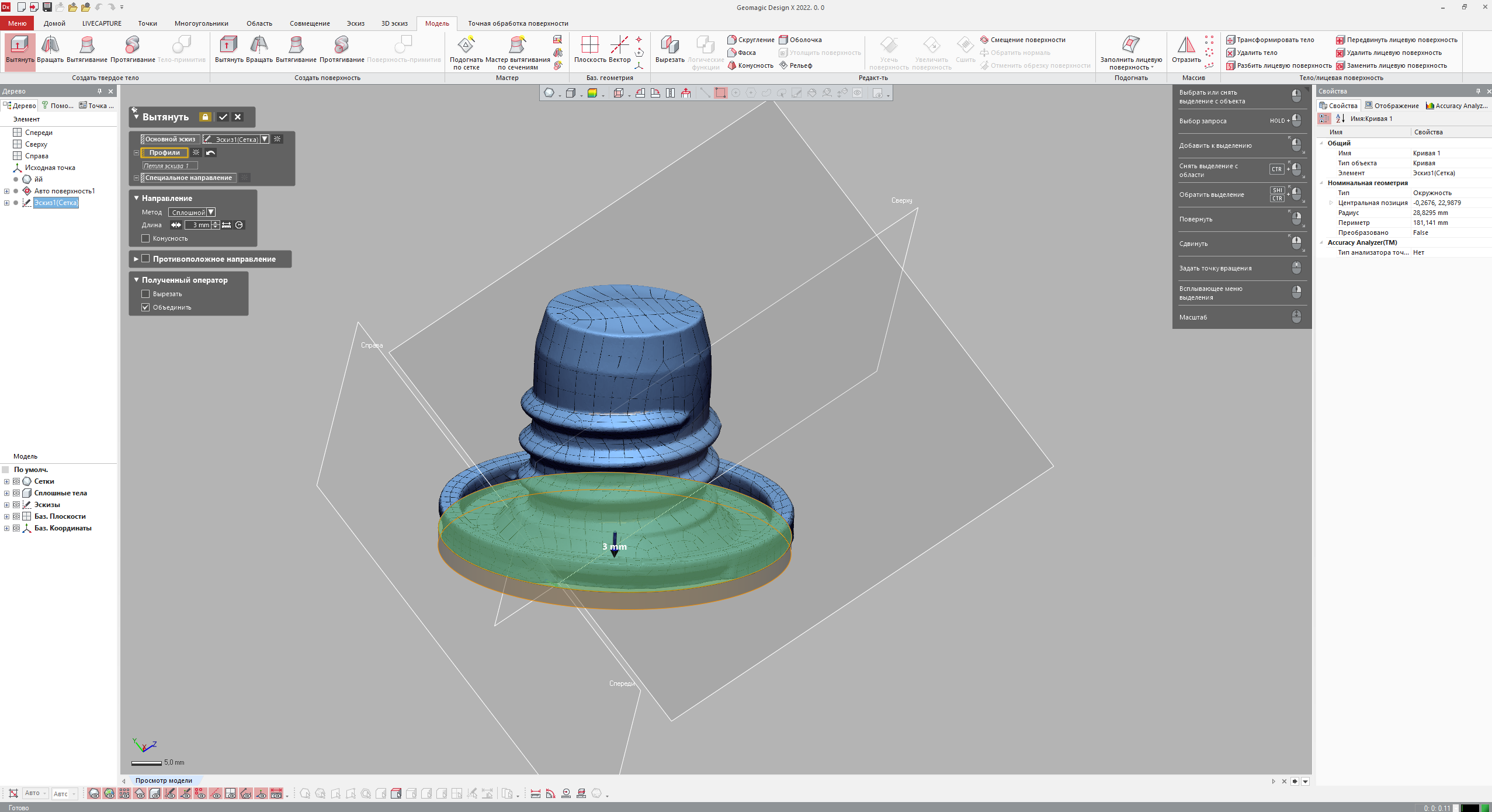
В итоге для компенсации недостающей толщины я добавил круглую плашку в программе Geomagic Design X толщиной 3 мм, благодаря чему удалось восстановить необходимые размеры детали.
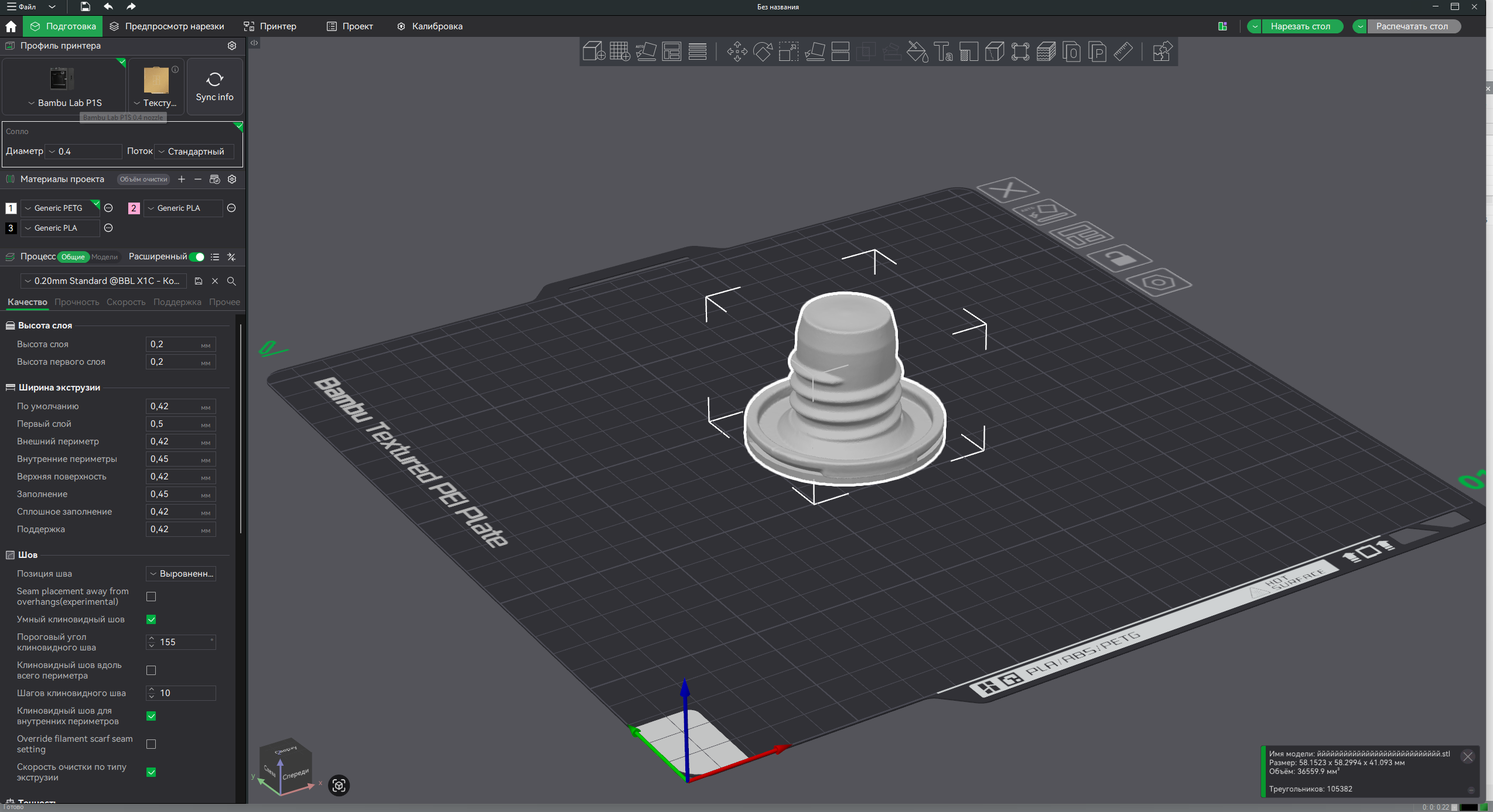
Ну, а дальше оставалось самое простое — подготовить модель к печати. Для этого я нарезал её в слайсере Bambu Studio и отправил на печать на 3D-принтере Bambu Lab P1S.
Поскольку я опасался возможных протечек, решил сделать конструкцию максимально плотной. Для этого выставил по 6 слоёв сверху и снизу, а также такое же количество стенок по периметру модели. Плотность заполнения установил на уровне 15% с типом структуры «сетка». Правда, из-за сглаживания деталь стала немного меньше оригинала, и я изменил масштаб на 1%.
В результате печать заняла 1 час 6 минут, а итоговый вес готовой пробки составил 25 граммов.
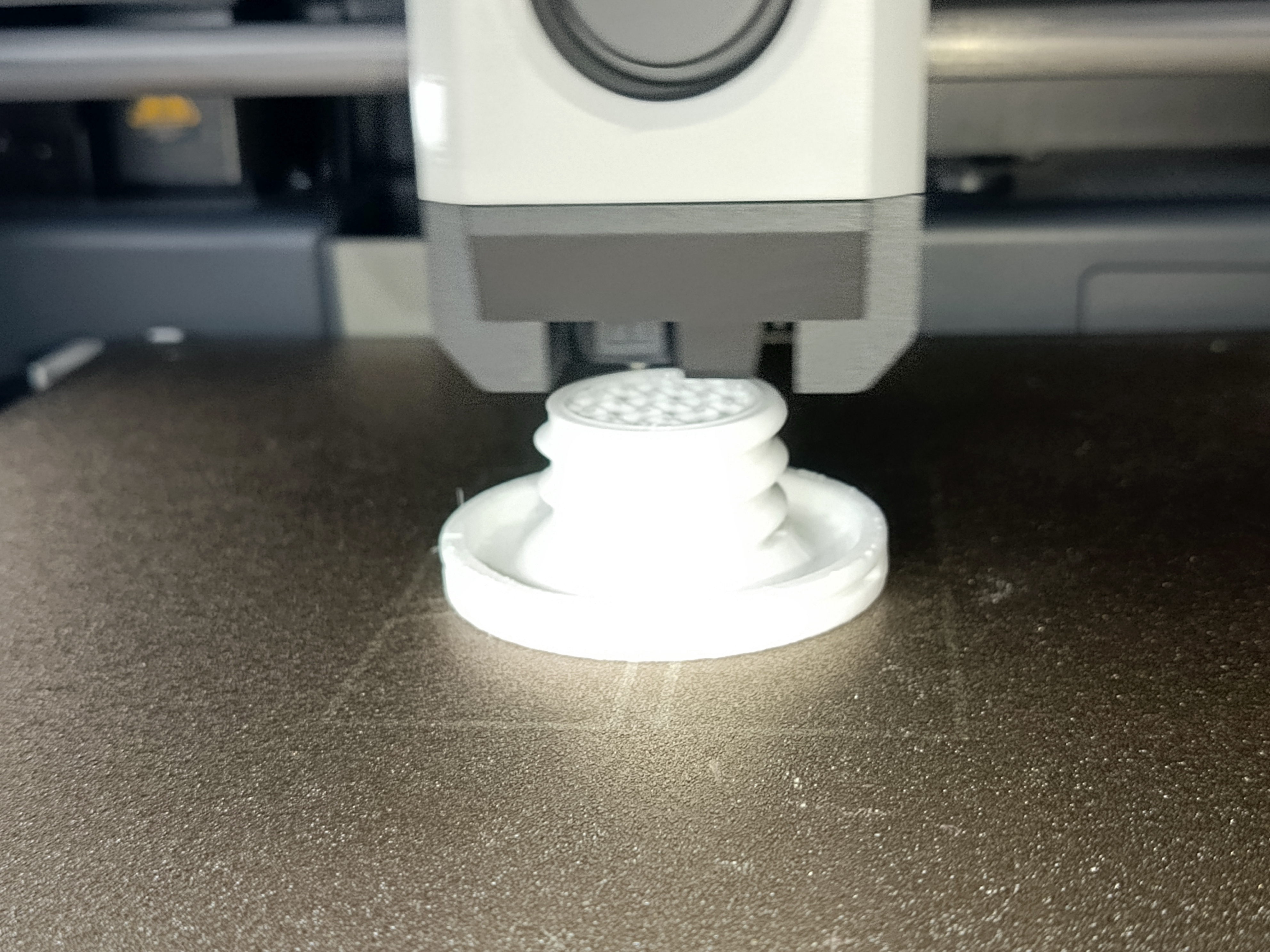
По итогу пробка готова спустя 1,5 часа времени. Конечно, ее можно и воссоздать было без 3D-сканера и смоделировать вручную, но, например, для меня сложно определить, что это за резьба. Поэтому 3D-сканер сделал за меня эту работу. Единственный момент, пришлось аккуратно лезвием подрезать весь шов.


-----
Источник: gemini.google.com











9 комментариев
Добавить комментарий
Снежно-белый пластик с красителем. Пластик естественного цвета прозрачный (PLA, PETG, нейлон), желтовато-молочный (ABS, ASA) и т. п.
И правильно запрещают, спирт их растворяет. В случае же 3D печати с пищевой совместимостью трудности, если использовано латунное сопло, которое может содержать свинец. Хотя, конечно, это микродозы будут.
Гхм, довольно странно иметь 3D сканер за 85 т. р. и не иметь штангеля :).
Добавить комментарий