Как Western Digital делает винчестеры
Часть 2. Сборка дисков на заводе в Таиланде
В первой части нашего репоража с фабрик Western Digital по производству жестких дисков мы познакомились с собственно заводами компании, расположенными в красочном Таиланде, и в деталях рассмотрели тонкий и сложный процесс производства магнитных головок для винчестеров и кронштейнов с ними. Теперь переходим к сборке самих винчестеров.
В операции по собственно сборке винчестеров (которые проводятся на заводе WD в промзоне Navanakorn) входит установка всех внутренностей в жесткий алюминиевый корпус — магнитных пластин на шпиндельном моторе, блока головок с соленоидным мотором и сопутствующих принадлежностей.

Как известно, корпуса жестких дисков собираются и затем «герметизируются» (если не считать наличия небольшого фильтрующего отверстия для воздуха в корпусе диска) при обычной (по давлению и составу газов) атмосфере. Но осуществляется это в жестких условиях беспылевой атмосферы «чистых комнат», поскольку попадание даже самых незначительных пылинок на поверхность пластин и в нанометровый зазор между бешено несущимися пластинами и головками (скорость пролета головок над пластинами у дисков WD доходит до 35 метров в секунду или 126 км в час!) способно вывести из строя и головку, и магнитную пластину. Класс чистоты помещений для сборки жестких дисков форм-факторов 3,5 и 2,5 дюйма на заводе WD в Таиланде (как и на фабрике слайдеров в BangPa-In) равен 100 (то есть 100 пылинок на кубометр воздуха), и он контролируется индивидуально на каждом рабочем месте (см. выше). Разумеется, доступ в такие помещения строго регламентируется.

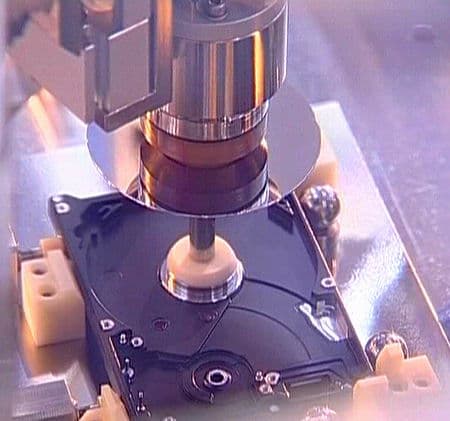
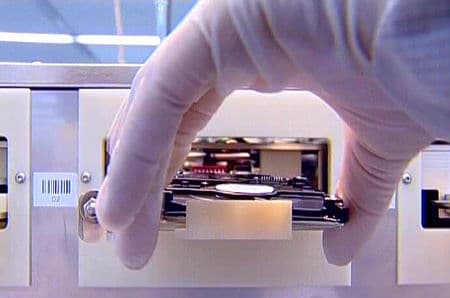
Процесс сборки жестких дисков на заводе WD в Navanakorn начинается с установки магнитных пластин в корпус накопителя.


Они монтируются в пакеты на шпиндельный мотор, центрируются и жестко закрепляются для предотвращения паразитных биений.
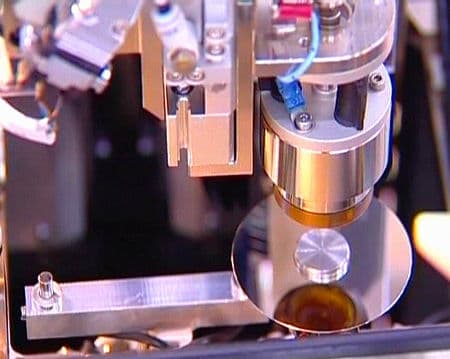

После пластин в корпус монтируется рампа (на которую будут парковаться головки), на фото она оранжевая,

а также сам блок HSA с головками и радиальным приводом кронштейна (Voice Coil Motor, VCM или соленоидный мотор, то есть электромотор с линейной обмоткой).


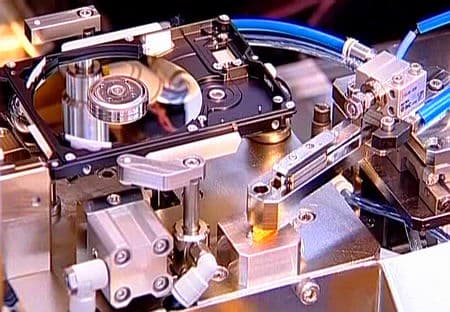
После этого на фактически готовый диск

монтируют верхнюю крышку диска (с герметизирующей прокладкой и очистительным фильтром воздуха)



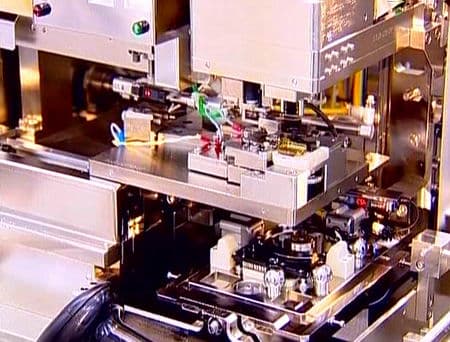
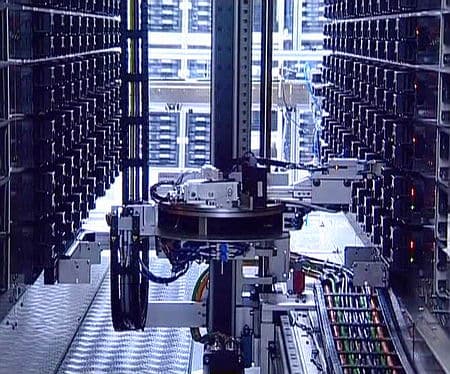
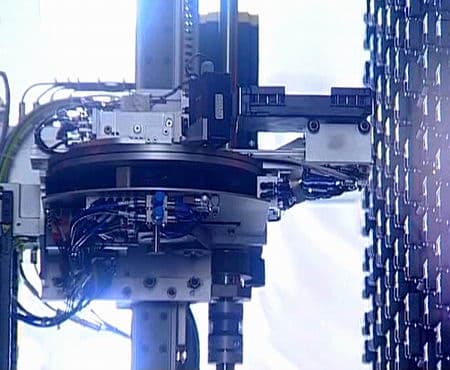
и отдают диск для нанесения серворазметки на магнитные пластины,

которая производится в специальных стойках, занимающих большой зал


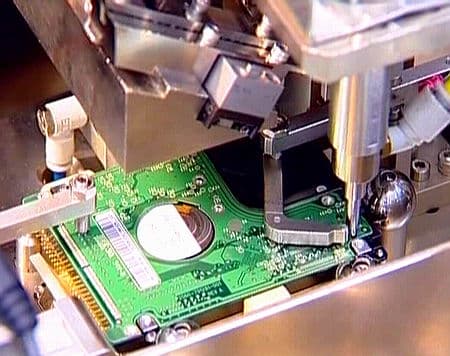
Размеченный диск оснащают печатной платой контроллера диска с подходящей прошивкой (это уже производится вне основной «чистой комнаты», хотя и в помещении с достаточно чистой и контролируемой атмосферой).
После чего проводят множество различных тестов выходного контроля, включая полные тесты функционирования, проверку в термошкафах при повышенной температуре и влажности

и другое. Разумеется, данный процесс тоже автоматизирован, и роботы сами отправляют диски с конвейера в нужные ячейки шкафов и стоек с последующим контролем и заменой.

Хотя в ряде случаев используется и ручной труд (почему — см. чуть ниже).


Затем диски пакуются и отправляются на склад.



Такой завод выпускает более 100 000 накопителей в день (!), причем цикл производства составляет 2000 дисков.
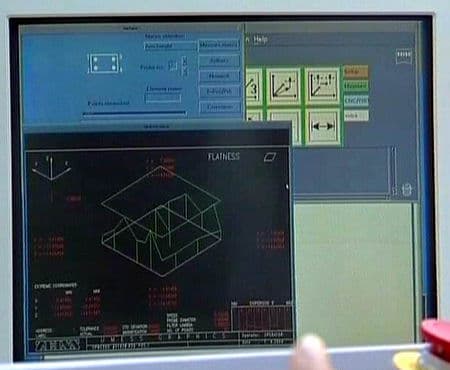
В процессе производства тщательно контролируется не только качество самих изделий, но и качество отдельных компонентов, из которых производится сборка. Например, при помощи прецизионного микроскопа-наноиндентора от Zeiss

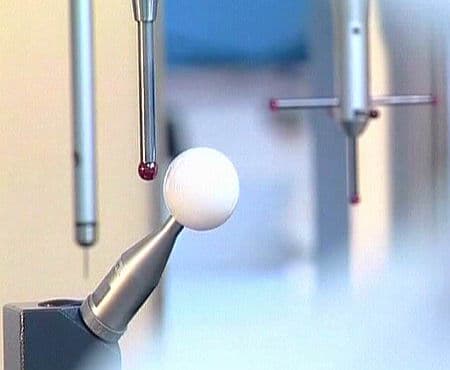
проверяется гладкость поверхностей.
А специальная автоматизированная система контроля качества позволяет централизованно отслеживать все изделия и текущий уровень работ.

Во время осмотра таиландских фабрик WD выяснилось, что средний возраст их персонала — около 22 лет. Как пояснил один из местных руководителей, это отнюдь не означает, что с возрастом люди хуже работают и их увольняют. Просто заводы WD были запущены относительно недавно, поэтому и сотрудники по большей части молодые, хотя попадаются работники и явно за 30. Кстати, подавляющее большинство работников в цехах — это женщины. По мнению местных руководителей, они значительно лучше справляются с однообразным трудом, чем мужчины. Часть производственных мощностей работает в трехсменном режиме по 7-8 часов в смене, а часть — по 12-часовым сменам, как на многих американских и европейских микроэлектронных предприятиях.
При взгляде на производственные цеха (большинство из них — это «чистые комнаты») поражает не только насыщенность (я бы даже сказал — скученность) специальной современной техникой — автоматами и полуавтоматами, — но и то, что почти у каждого из них сидит или стоит собственный оператор (а то и по два), то есть количество единиц ручного труда порой не меньше, чем автоматического. Например, в трех сборочных цехах одной из фабрик WD (по производству блоков головок для дисков) работает более 12 000 человек! На мой вопрос, почему бы часть из этих рутинных операций не поручить специальным автоматам и освободить людей (автоматизация, как известно, позволяет сделать производство более выгодным), последовал ответ, что посадить «по девочке» в местных условиях оказывается дешевле.
И правда — обычные рабочие на таких фабриках получают в месяц примерно по 100-150 долларов США (в пересчете с местной валюты), и только старший руководящий персонал может зарабатывать до 2-3 тысяч долларов в месяц. (Для сравнения — чистая часовая выручка жриц полусвета в приличных заведениях соответствующего профиля Таиланда составляет около 20 долларов, а наш местный гид от очень известного российского туроператора зарабатывал примерно $500 в месяц.)
Для соблюдения чистоты производства и исключения других паразитных людских факторов персонал проходит на завод и выходит из него через специальные пункты контроля (оснащенные металлоискателями), причем без верхней (пыльной по определению) одежды.

WD тщательно заботится и об окружающей среде — производство на заводах WD в Таилане соответствует всевозможным требованиям и сертификатам контроля качества, а с некоторых пор и RoHS. Медпункты на заводах регулярно контролируют уровень здоровья сотрудников.
Разумеется, есть на этих предприятиях и большой штат «бумажных работников» и инженеров,

которые творят в больших офисных залах (заметно отличающихся от американо-европейских «кубиков»).

Рядом с цехами располагаются общественные столовые.

куда дружными рядами ходят сотрудники в строго отведенное для этого время.

В отдельных учебных залах регулярно проводятся тренинги и подготовка персонала.

А на стенах в коридорах фабрик висят наглядные плакаты с описанием процесса сборки жестких дисков.




Так что каждый желающий может с ним ознакомиться. :) Напомню, что на этом заводе производятся жесткие диски как для ноутбуков (форм-фатора 2,5 дюйма), так и для настольных компьютеров и бытовой электроники (3,5 дюйма).


А напоследок для интересующихся приведу ссылки на наши материалы последнего времени, посвященные жестким дискам Western Digital:
- Новые продукты и планы Western Digital — подведение итогов, анализ рынка, стратегия развития и странности NCQ от WD
- Western Digital 2005: стратегия и тактика — региональные руководители винчестерного гиганта раскрывают секреты
- Сотрудники компании Western Digital отвечают на вопросы участников конференции iXBT.com , компиляция диалога на русском языке
- WD Caviar RE2 WD4000YR и Caviar SE16 WD4000KD — 400 Гбайт для работы и развлечений
- WD4000YR против WD4000KD и WD2500KS и влияние NCQ на их производительность
- Винчестеры на 80 Гбайт. Часть 6. WD800JD и WD800JB образца 2006 года — в сравнении с предшественниками и конкурентами
- Жесткие диски WD2500KS и WD2500JS серий WD Caviar SE16 и WD Caviar SE — SATA 3 Гбит/с, кэш 16 и 8 Мбайт от Western Digital
- Жесткие диски WD2500KS и WD2500JS. Часть 2: NCQ? Результаты тестов с контроллером SiI3124-2
- Western Digital Caviar SE WD3200JD — в ожидании Serial ATA II 300 Мбайт/с
- Western Digital Caviar SE WD3200JB — 107 Гбайт на пластину в сравнении с предшественниками WD2500JB, WD2000JB и конкурентами
- Дебют мобильных винчестеров Western Digital Scorpio может оказаться болезненным для некоторых конкурентов
- WD Essential NetCenter WDXE2500JBN — ещё один сетевой винчестер от известного производителя
- Western Digital Passport 80 Гбайт — первый портативный USB-винчестер известного производителя жестких дисков
Комментарии