
Обзор 3D принтера QIDI Max4 – что дает большой формат кроме цифр в характеристиках
В этом обзоре речь пойдет о 3D-принтере QIDI Max4 — модели с большой рабочей областью и термостатированной камерой, рассчитанной на печать крупных и инженерных деталей. Может ли такой принтер действительно обеспечить точную геометрию, стабильный нагрев и работу с требовательными материалами без постоянной донастройки? Я проверил это на практике, распечатав серию тестовых моделей и замерив ключевые параметры.
Технические характеристики
| Параметр | Значение |
|---|---|
| Кинематика | CoreXY |
| Количество экструдеров | 1 |
| Тип подачи | Direct |
| Размер области печати | 390 x 390 x 340 мм |
| Максимальная скорость позиционирования | до 800 мм/с |
| Максимальное ускорение | до 30 000 мм/с² |
| Хотэнд | биметаллический |
| Максимальная температура хотэнда | до 370 °C |
| Диаметр сопла | 0.4 мм (0.2 / 0.6 / 0.8 мм — опционально) |
| Материал сопла | закаленная сталь |
| Максимальная температура стола | до 120 °C |
| Рабочая камера | термостатированная |
| Максимальная температура камеры | до 65 °C |
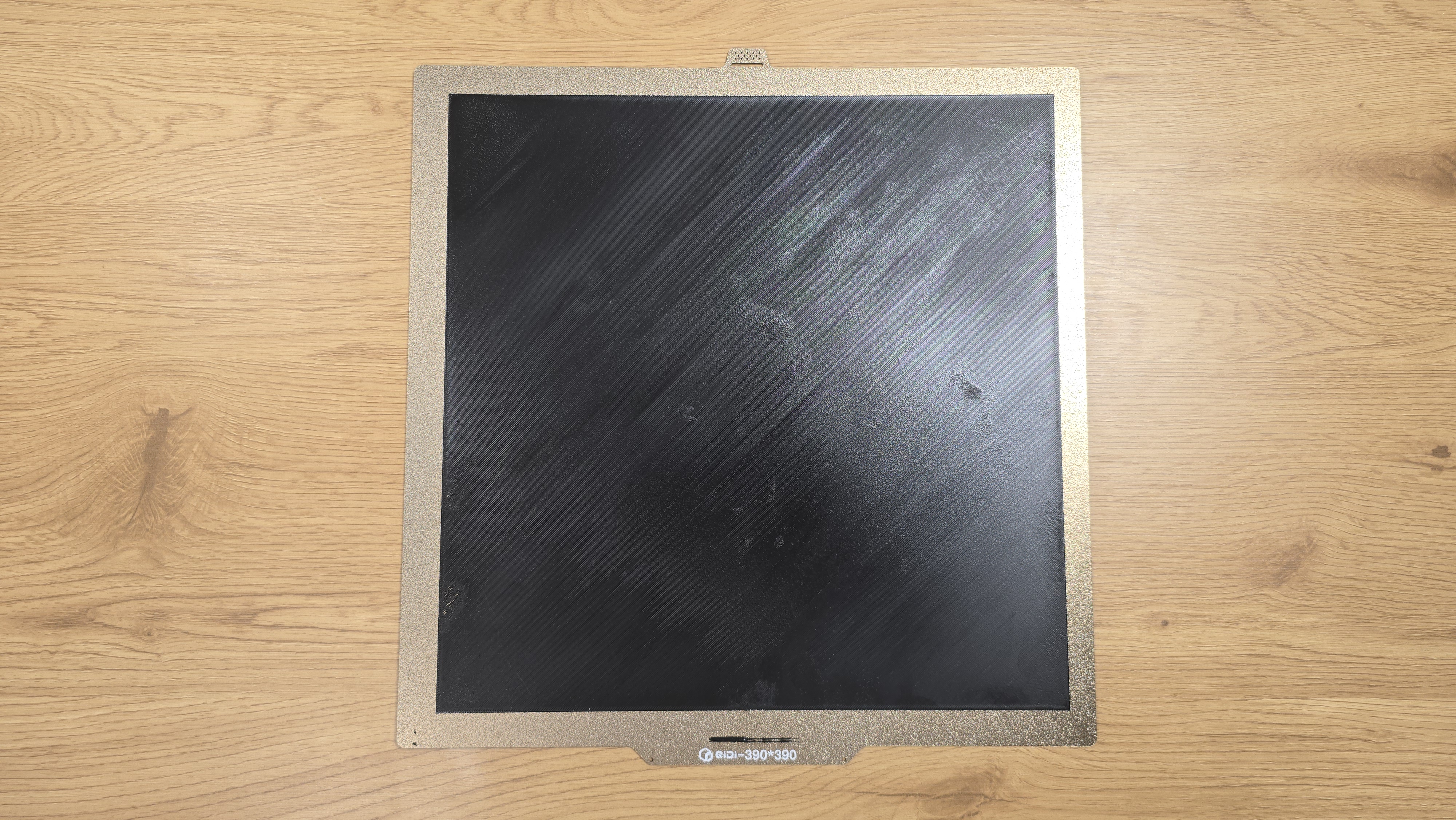
| Платформа | алюминиевая, двухсторонняя текстурированная PEI |
| Двигатели | шаговые с замкнутым контуром FOC |
| Направляющие | X — линейная направляющая; Y — 12 мм стальные валы; Z — 2 независимых винта (шаг 2 мм) |
| Система фильтрации | 3-в-1: G3 + HEPA + активированный уголь |
| Калибровка | автоматическая (сопло как датчик) |
| Камера | до 1080p, машинное зрение |
| Дисплей | 5″ сенсорный, 800 x 480 |
| Память | 32 ГБ eMMC |
| Интерфейсы | Wi-Fi 2.4/5 ГГц, Ethernet, USB |
| Поддерживаемые материалы | PLA, ABS, ASA, PETG, TPU, PA, PC, угле- и стеклонаполненные композиты и др. |
| Диаметр филамента | 1.75 мм |
| Совместимость с QIDI Box | есть (многоцветная печать до 16 материалов) |
| Габариты принтера | 558 x 578 x 612 мм |
| Вес нетто | 40 кг (без QIDI Box) |
| Вес нетто Combo | 46.5 кг |
Упаковка и комплект поставки
QIDI Max4 поставляется в массивной картонной коробке из переработанного картона. Упаковка выполнена без декоративных элементов, с упором на жесткость и защиту содержимого. Внутри используется комбинированная система фиксации: пенопластовые ложементы, а также пластиковые и картонные уголки. Внутреннее пространство организовано так, чтобы основные узлы не контактировали друг с другом и не испытывали нагрузок.


В комплект поставки входят: выносной держатель катушки филамента с пневматической головкой, держатель катушки, крышка держателя, ручка дверцы, набор запасных частей, смазочное масло, гаечный ключ на 7 мм, кабель питания, Ethernet-кабель, USB 2.0 флеш-накопитель, плоская отвертка, клей-карандаш, набор шестигранных ключей, а также скребок для работы с печатной платформой.

Внешний вид
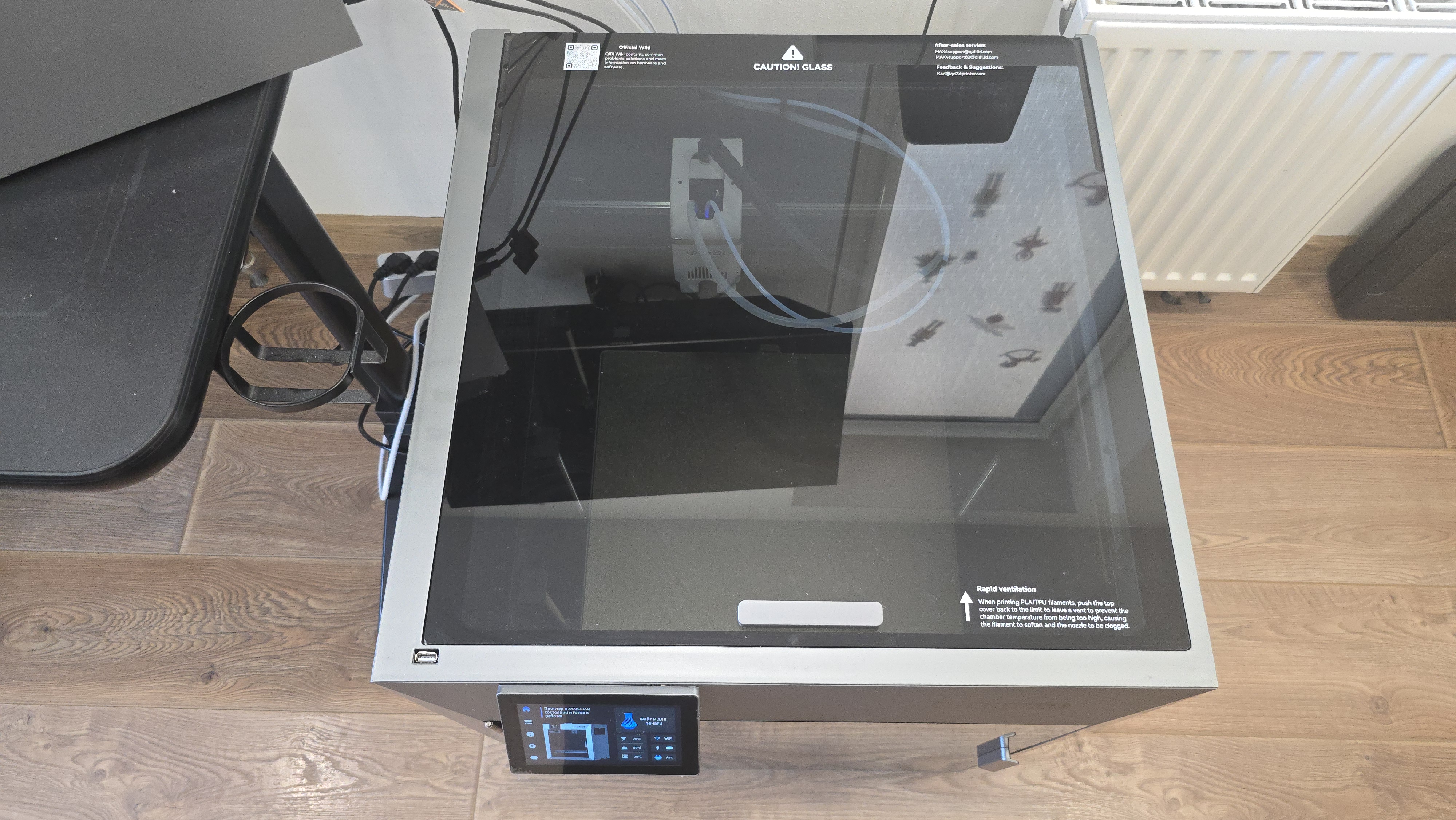
Корпус принтера представляет собой закрытую прямоугольную конструкцию с ровными панелями и выраженными угловыми гранями. Цветовая схема в серо графитовых тонах. Передняя панель почти полностью занята стеклянной дверцей. Стекло затемненное, дверца открывается вправо, петли находятся слева. Ручка встроена в боковую кромку и не выступает за пределы корпуса. В верхней части лицевой панели, слева, расположен сенсорный экран управления. Рядом с ним находится USB-порт для подключения внешних накопителей. Справа на верхней части фронтальной панели нанесено обозначение модели.




Верх корпуса закрыт стеклянной крышкой. Она плоская, без внешних выступов и решеток, позволяет наблюдать за процессом печати сверху. Крышка вписана в общий контур корпуса и визуально не выделяется как отдельный элемент.

Правая боковая стенка глухая, но в верхней части встроено прямоугольное стеклянное окно. Через него видно внутреннее пространство камеры и зону подачи филамента. В нижней части этой стороны расположен сетевой разъем питания и механический выключатель. Левая боковая панель также оснащена стеклянным окном, через которое можно наблюдать за перемещением узлов по вертикали. На этой стороне размещены элементы крепления и сервисные зоны, предназначенные для установки дополнительных модулей и фиксации расширений.



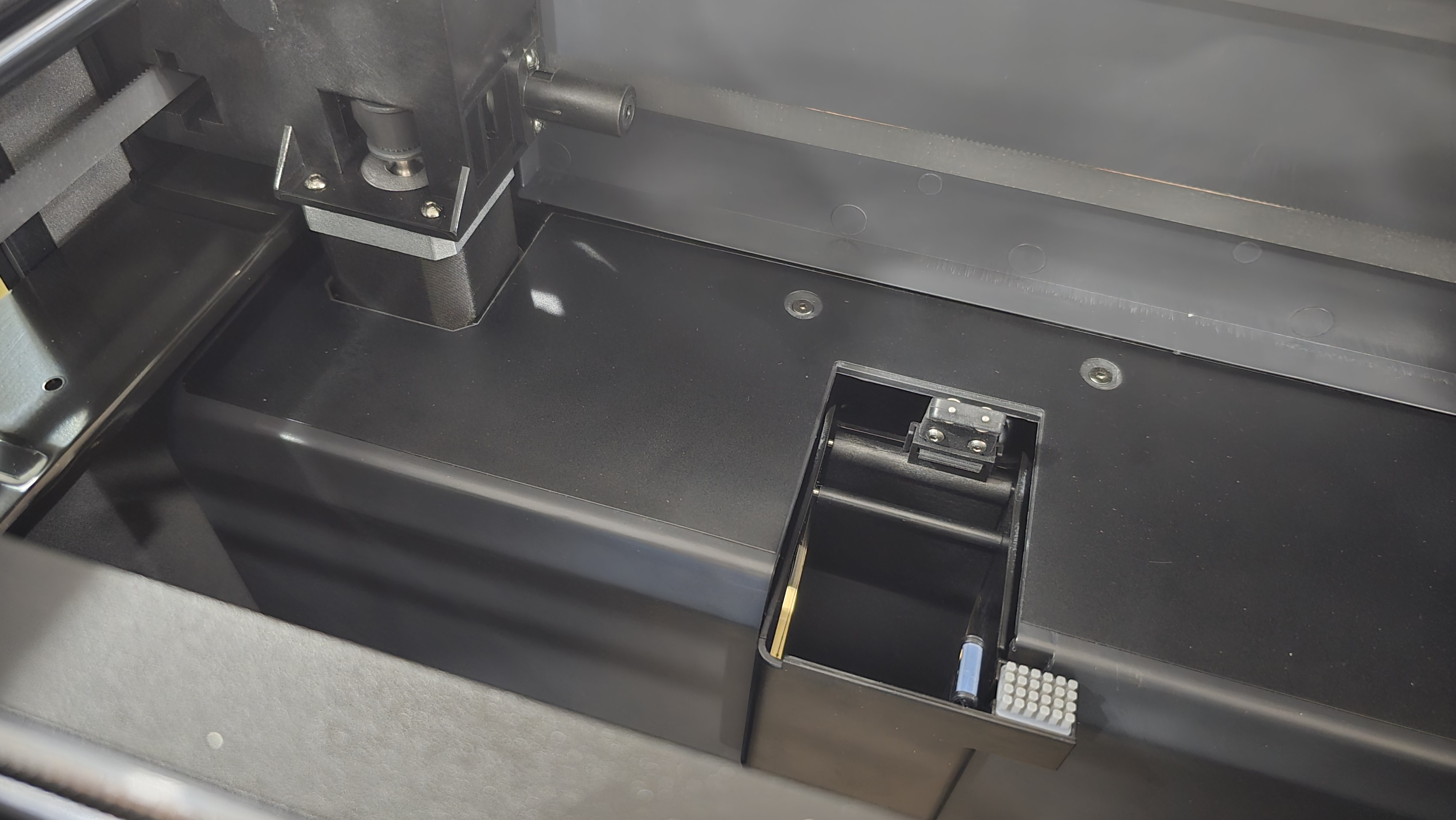
Задняя панель корпуса функционально насыщенная. В верхней части расположен вход подачи филамента. Ниже находятся вентиляционные отверстия и выход воздуха. Здесь же выведен порт Ethernet для проводного подключения, интерфейс для подключения внешнего блока QIDI BOX и дополнительный разъем расширения. На задней панели присутствует механизм натяжения ремня и отдельный канал для выброса излишков материала.






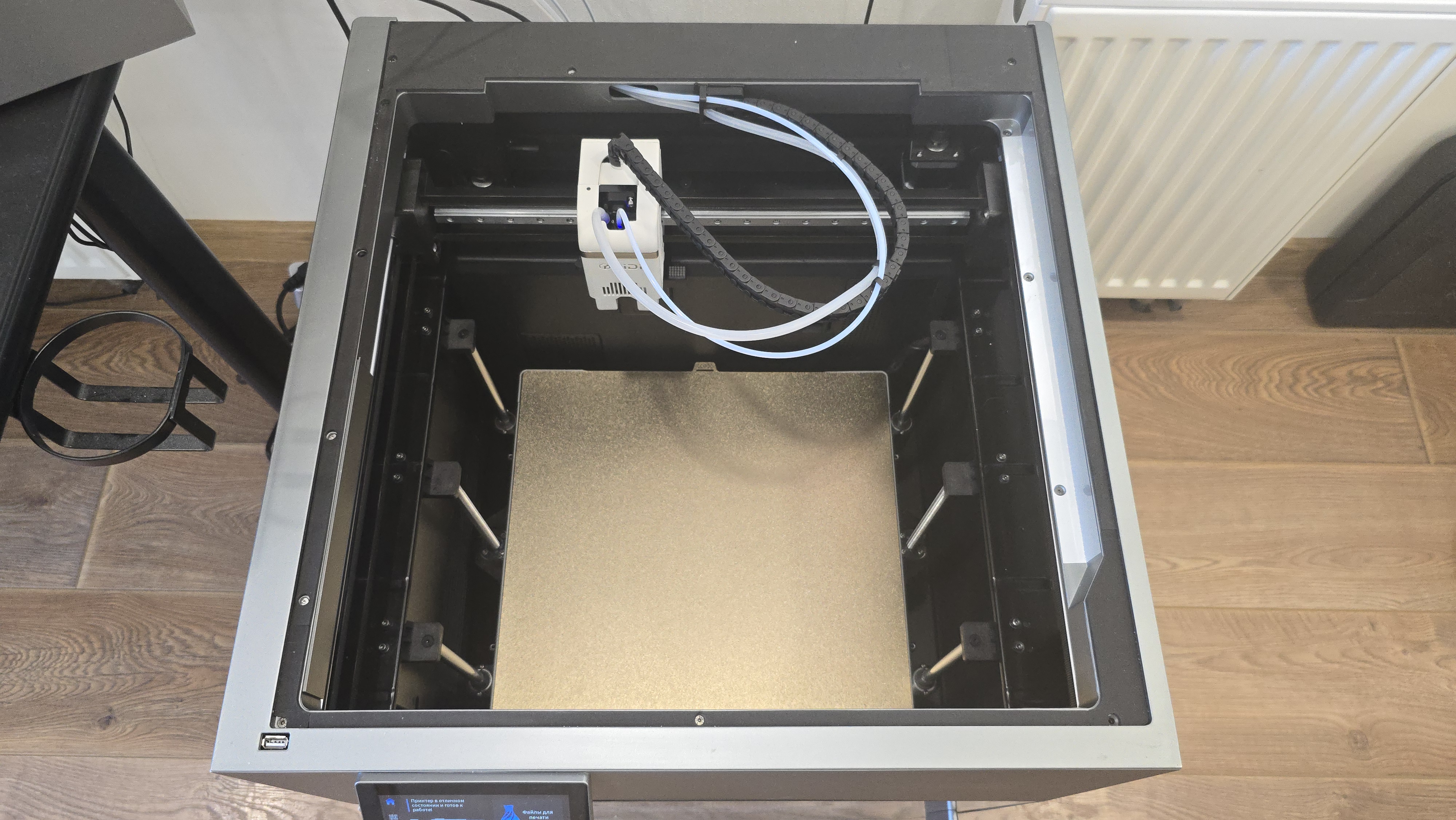
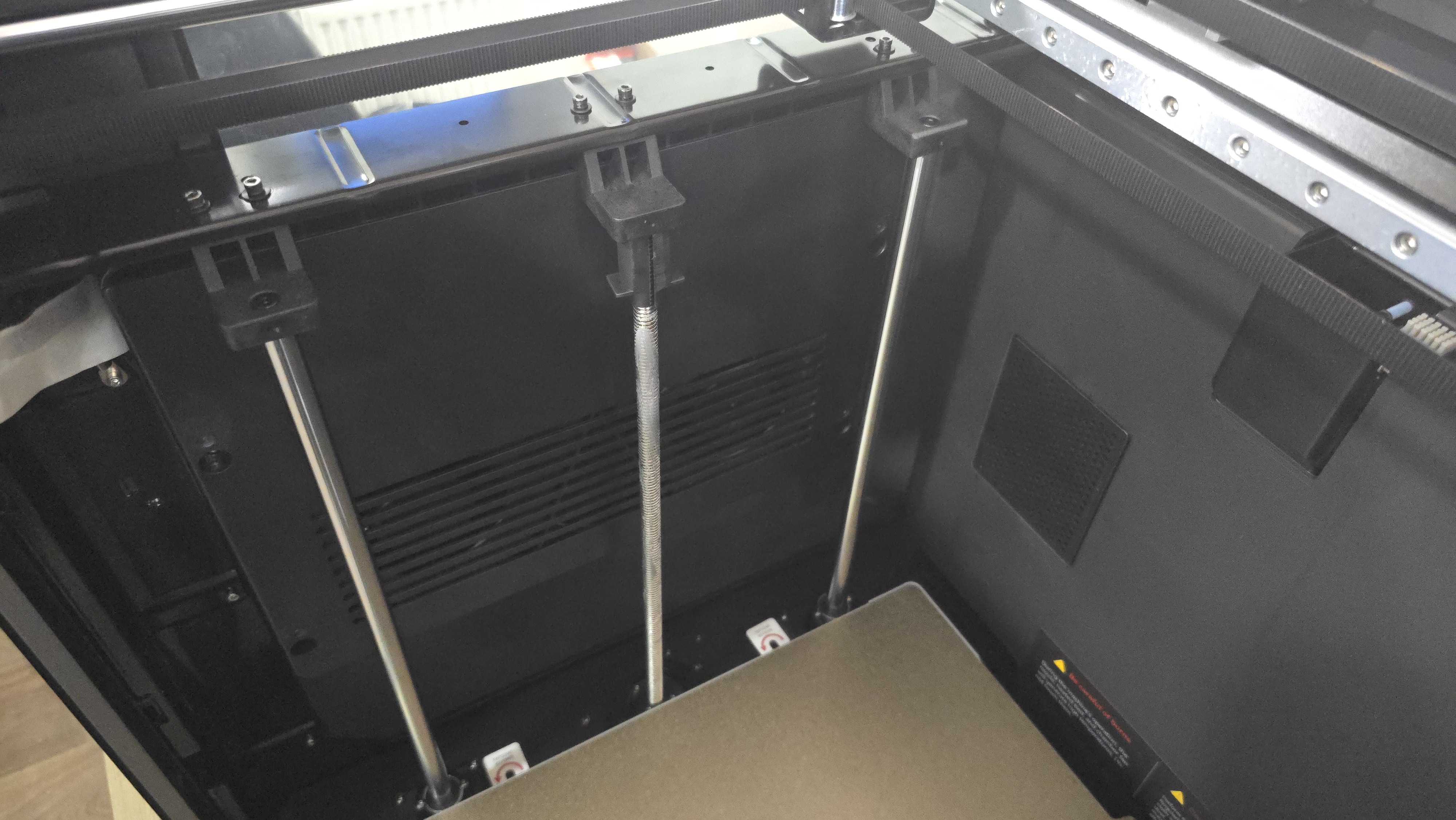
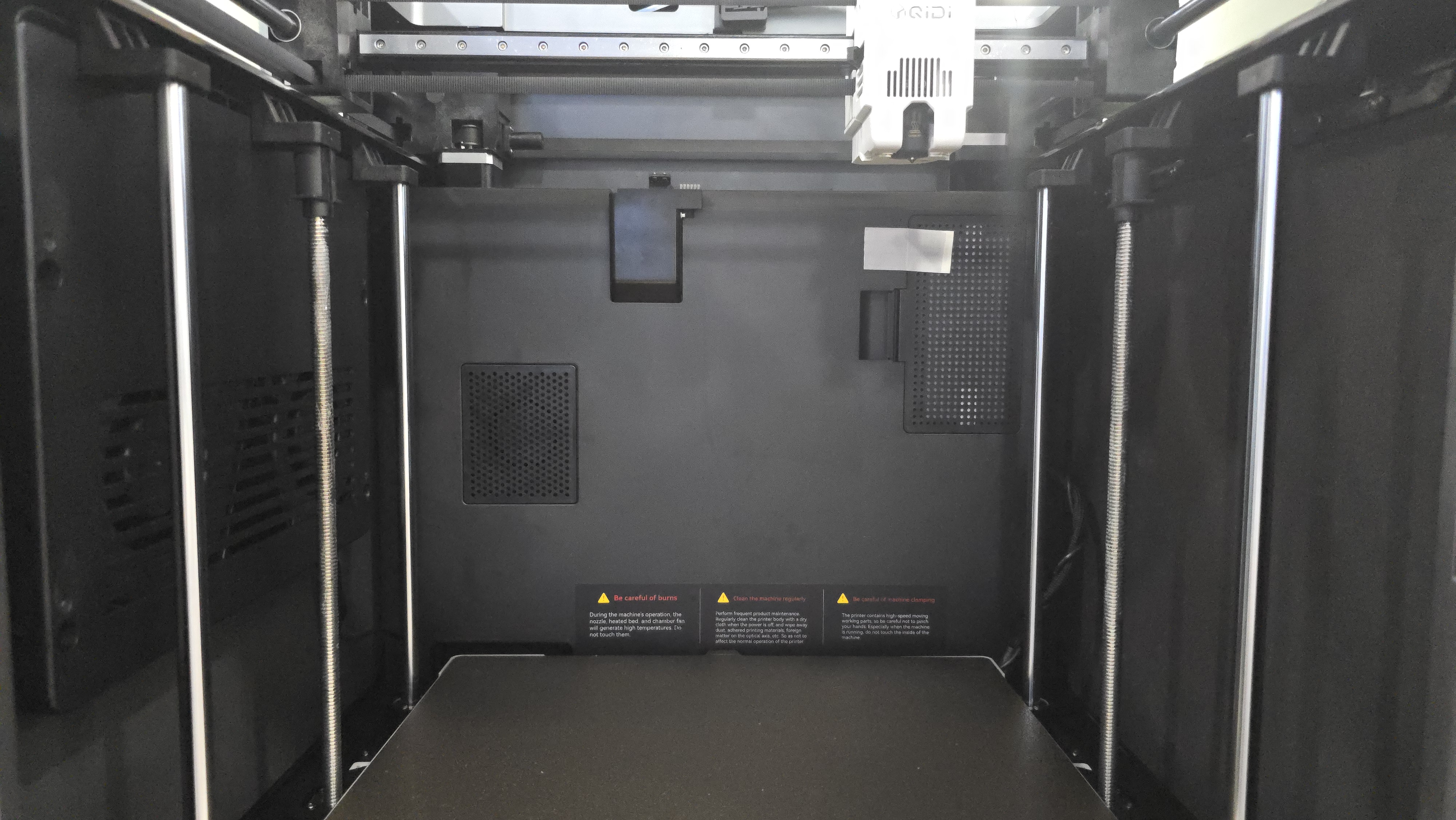
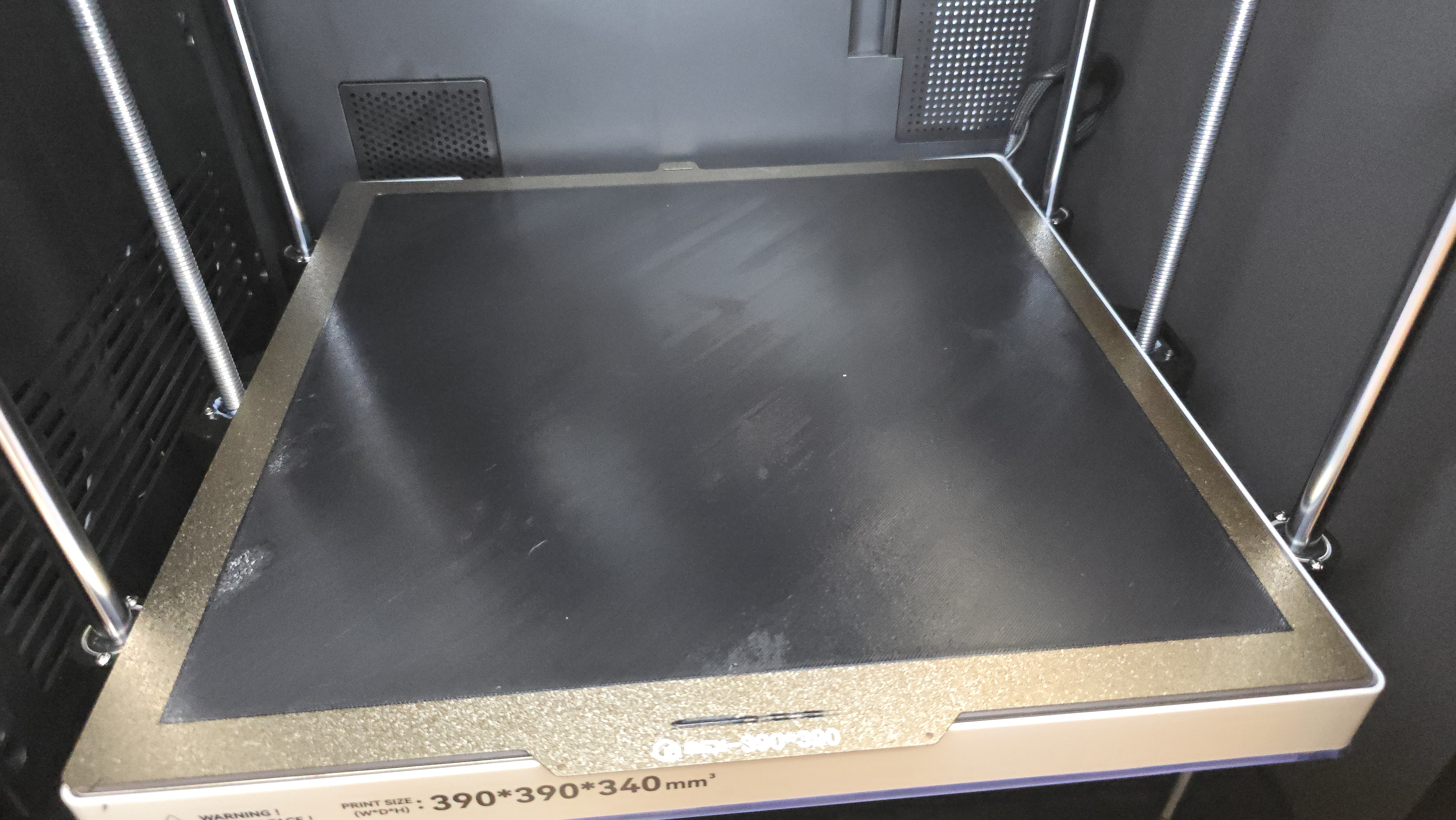
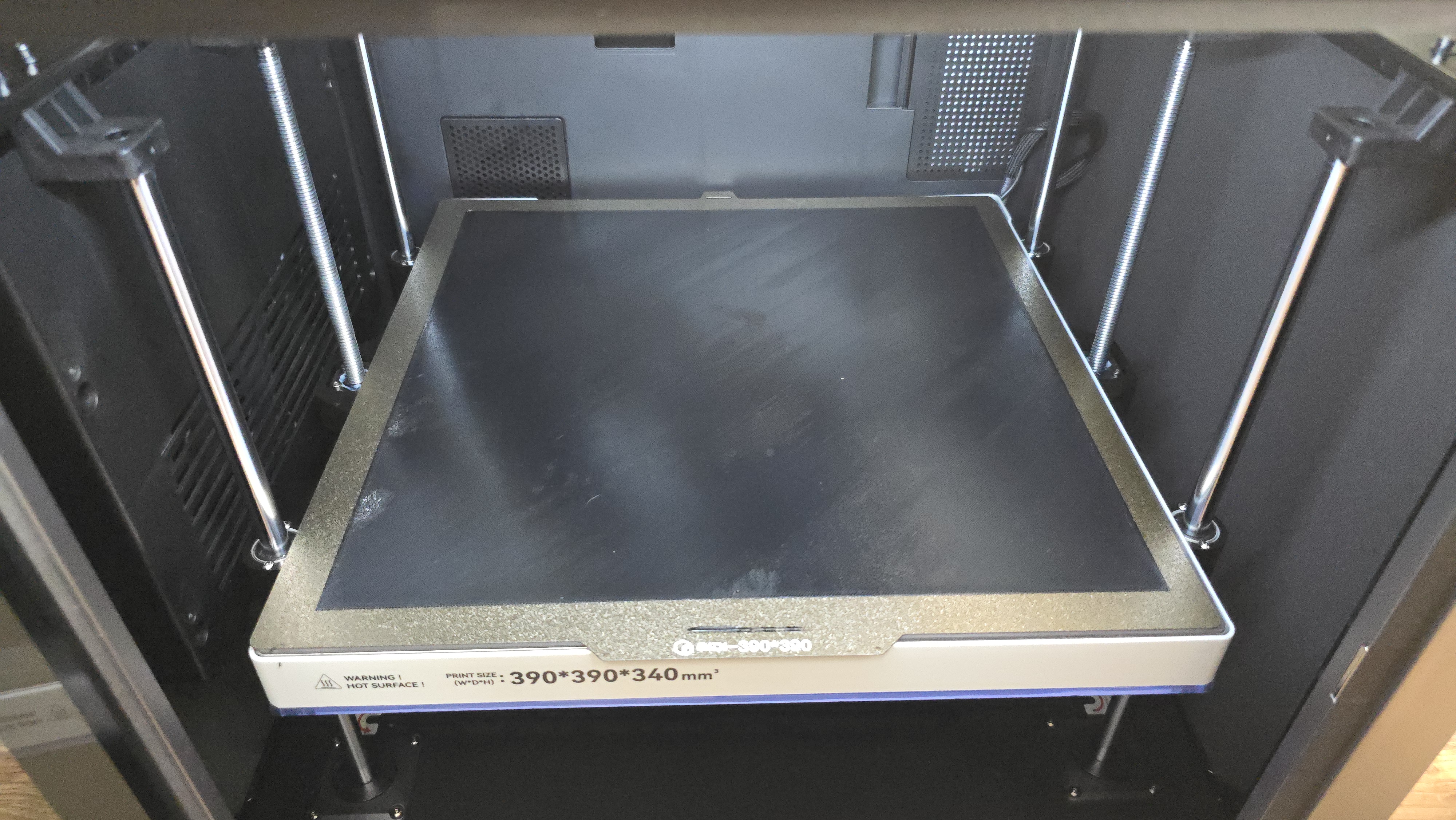
Внутреннее пространство закрыто дверцей и боковыми панелями, оно хорошо просматривается через переднюю дверцу и боковые окна. Внутри камеры установлен стол с магнитной PEI-пластиной. Под передней кромкой стола расположен индикатор статуса, который визуально сообщает о состоянии работы принтера. Стол перемещается по оси Z, направляющие и винты расположены по бокам камеры.
На внутренних стенках камеры размещены элементы системы нагрева и циркуляции воздуха. Предусмотрено посадочное место для установки циркуляционного вентилятора с HEPA-H12 фильтром. Внутренние панели и вентиляционные зоны отделены от внешнего корпуса, что визуально подчеркивает замкнутость рабочей камеры и изоляцию внутренних процессов от внешней среды.

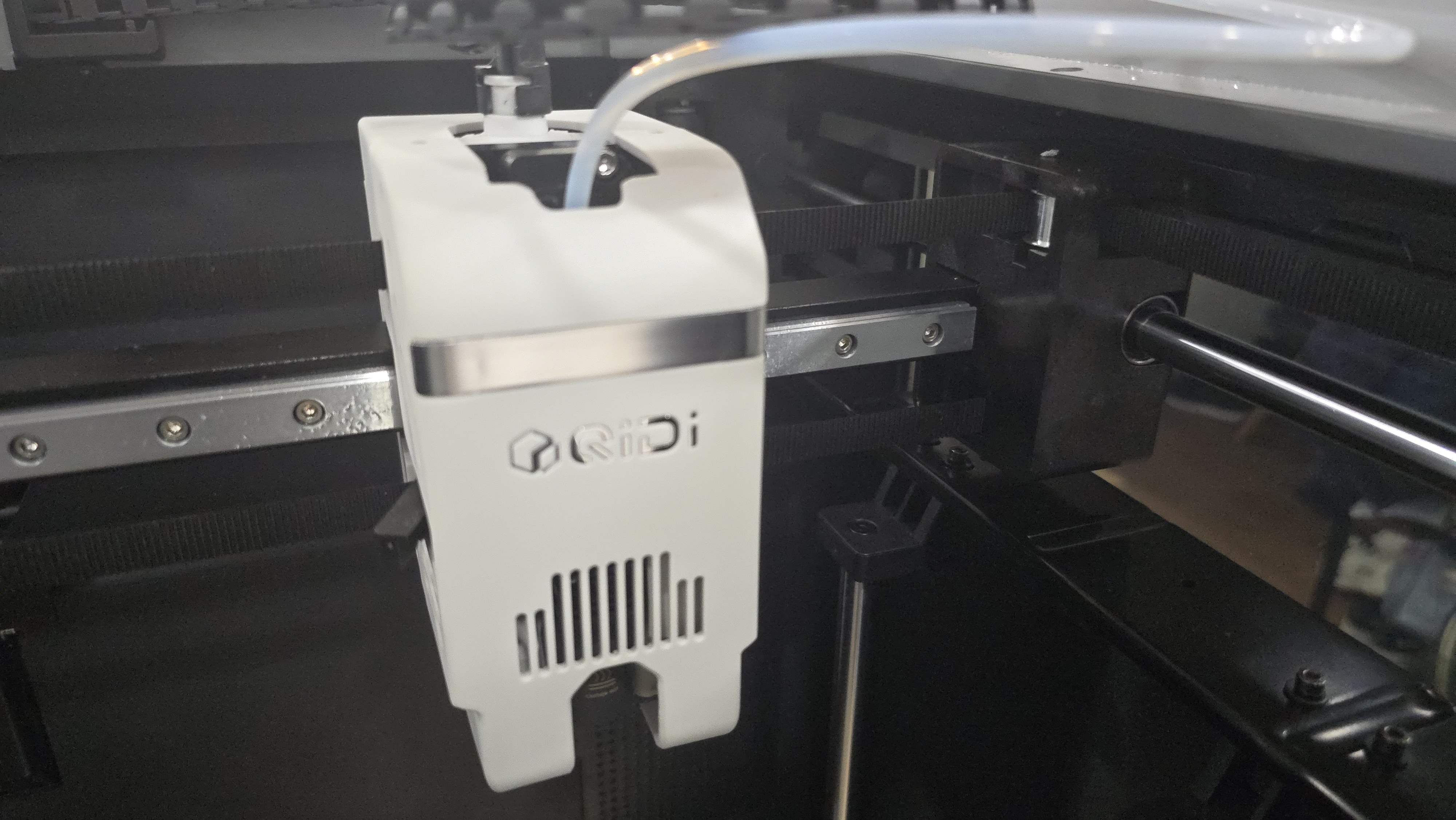
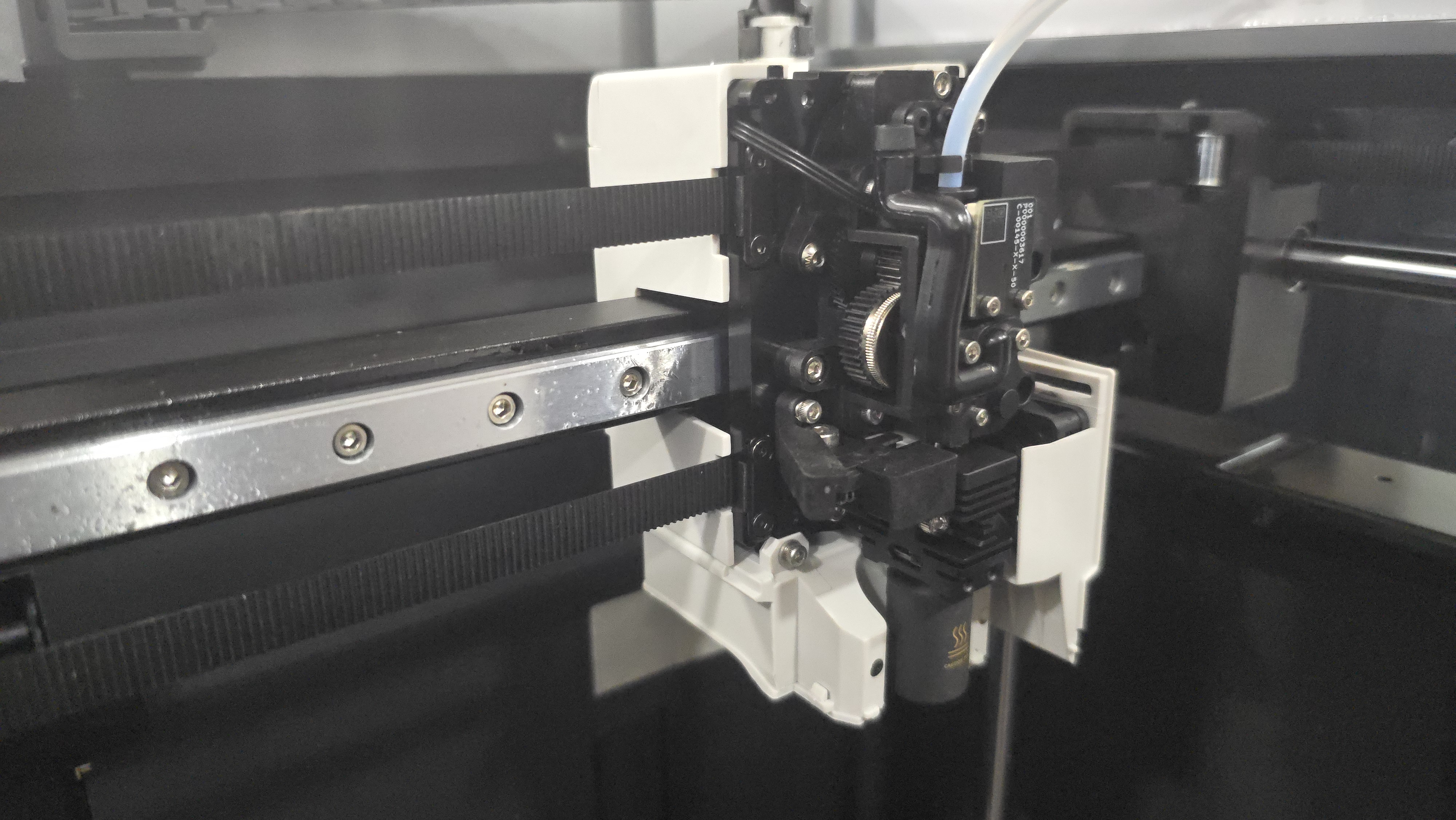
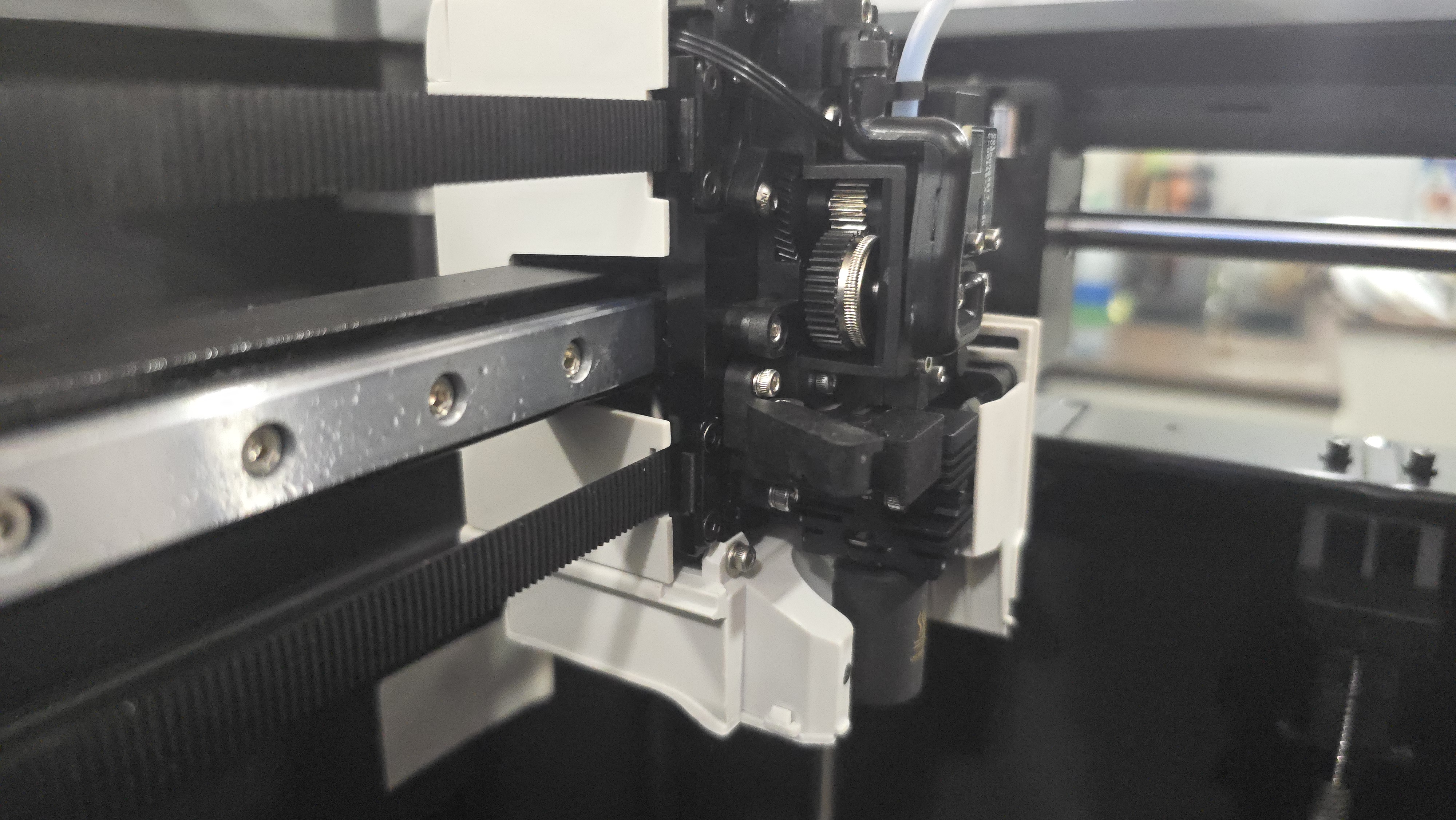
Подвижная печатающая голова перемещается по линейной направляющей и закрыта защитным кожухом. Внутри головки размещены экструдерный механизм, хотэнд, датчик окончания филамента и резак. Здесь же установлены вентиляторы охлаждения хотэнда и обдува модели. Все элементы собраны в компактный узел без открытых движущихся частей.


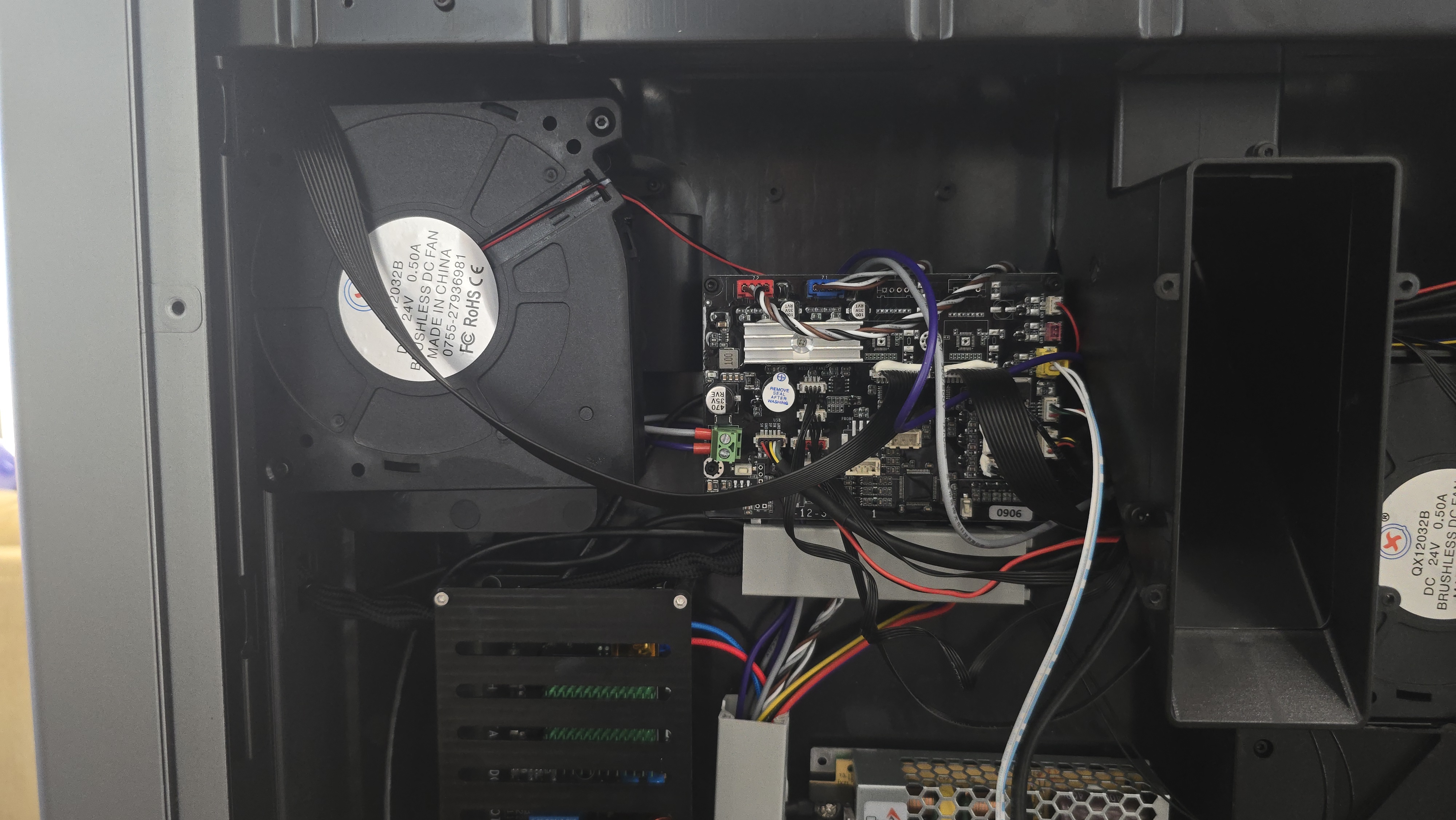
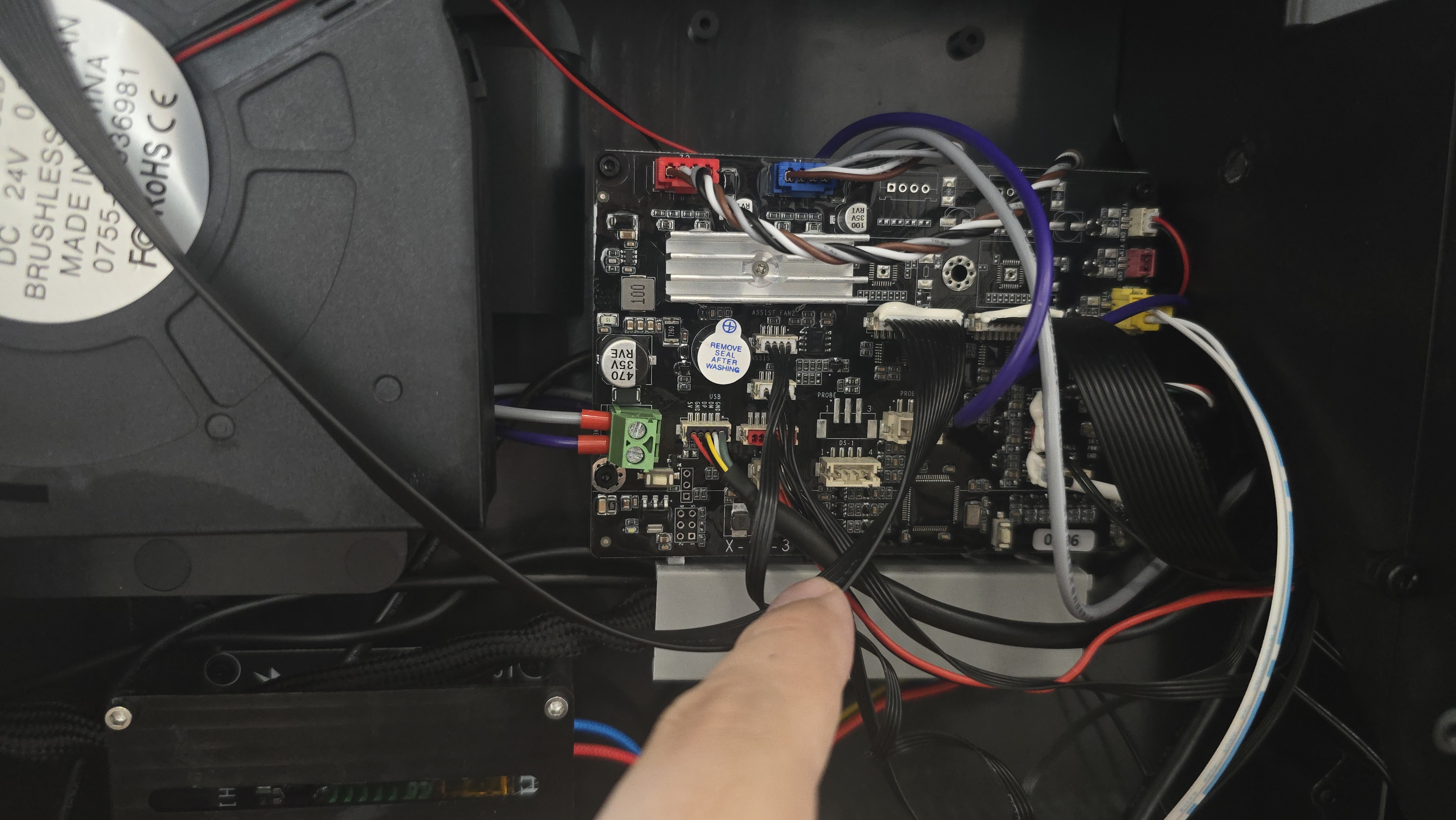
Сняв заднюю панель получаем доступ к шаговым двигателям и материнской плате.


Функциональные особенности
QIDI Max4 заявлен как настольный FDM-принтер, ориентированный на работу с крупными моделями и инженерными материалами в условиях контролируемой термической среды. Рабочая область составляет 390x390x340 мм, что позволяет печатать габаритные детали без разбиения на части. Платформа выполнена на алюминиевой основе, используется подогреваемый стол с силиконовой нагревательной системой и теплоизоляцией, обеспечивающей равномерный прогрев всей поверхности. Максимальная температура стола заявлена на уровне 120 градусов.
Принтер оснащен активной термостатированной камерой с независимым нагревом. В конструкции используется керамический PTC-нагреватель, позволяющий поддерживать температуру внутри рабочего объема до 65 градусов. По заявлению производителя, камера относится к третьему поколению и работает не за счет пассивного тепла от стола, а как отдельный узел. Это решение предназначено для стабилизации геометрии при печати материалов с высокой усадкой, а также для работы с крупными моделями. Дополнительно применяется система активной циркуляции воздуха, обеспечивающая равномерное распределение температуры по всему объему камеры.
Для компенсации влияния нагретой среды на экструдер используется отдельная система активного охлаждения зоны подачи филамента. Холодный воздух подается непосредственно к подающему механизму и горлу хотэнда. Производитель указывает, что такая схема позволяет снизить вероятность размягчения филамента до зоны плавления и уменьшить количество засоров, в том числе при печати в нагретой камере. Заявлено снижение подобных ситуаций до 90 процентов, как результат работы конструкции, а не программных алгоритмов.
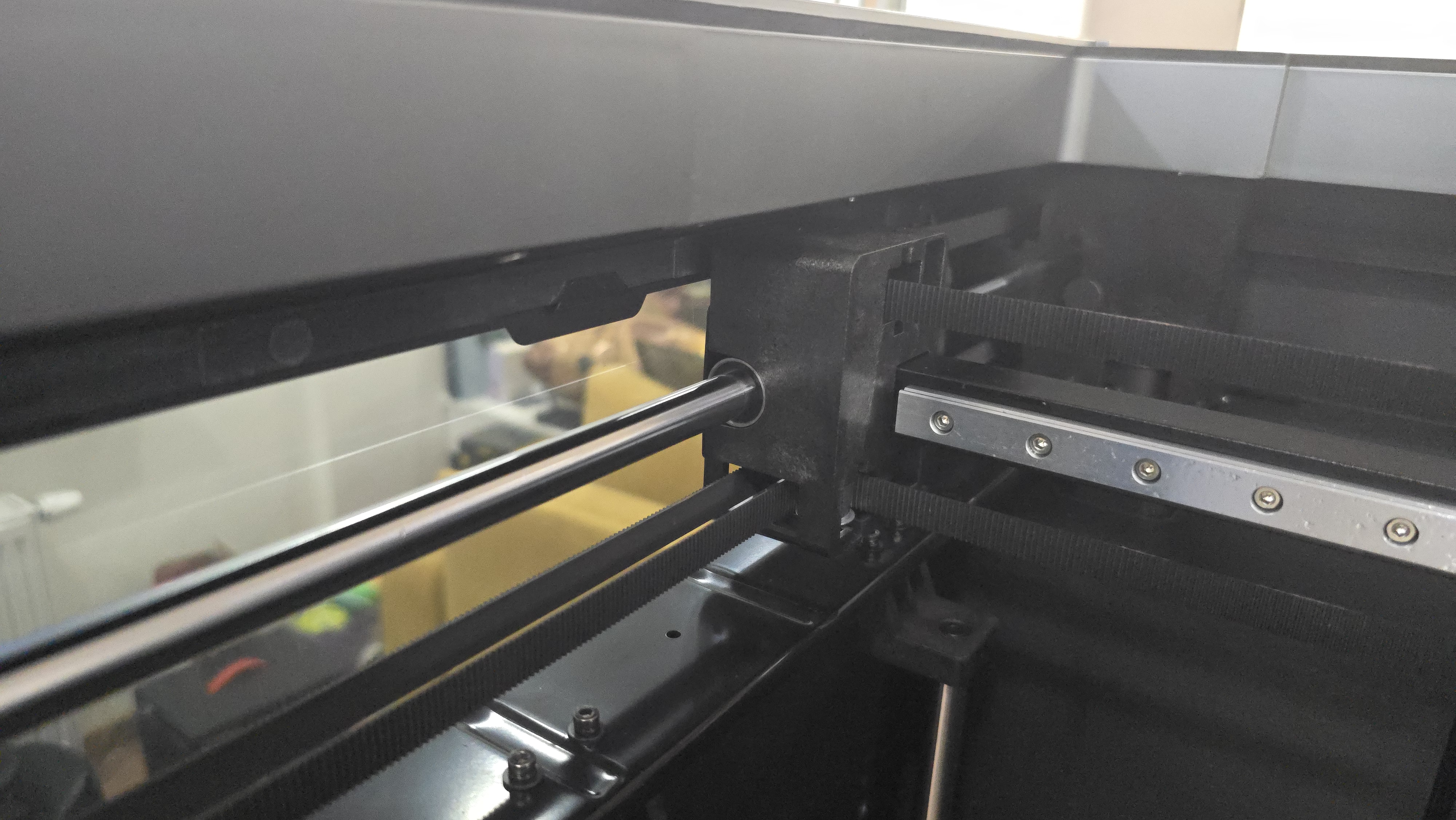
Механическая часть принтера построена на кинематике CoreXY с цельнометаллической рамой. По оси X используются линейные направляющие, по оси Y — линейные стальные валы диаметром 12 мм. Ось Z реализована на двух независимых винтах с шагом 2 мм в сочетании с антибэклаш гайками и четырьмя направляющими. Такая схема заявлена как решение для минимизации вобблинга и смещения слоев при печати высоких моделей. Для передачи движения применяются кастомные ремни 1.5GT с увеличенной плотностью зубьев.
В приводах используются шаговые двигатели с замкнутым контуром управления FOC. Система отслеживает положение и автоматически компенсирует пропущенные шаги. По заявлению производителя, это позволяет снизить уровень вибраций, шум и повысить стабильность позиционирования на высоких скоростях. Дополнительно реализованы алгоритмы Input Shaping для активного подавления резонансов.
Заявленная максимальная скорость перемещения печатающей головы достигает 800 мм/с при ускорениях до 30 000 мм/с². Для обеспечения такой производительности хотэнд рассчитан на поток материала до 40 мм³/с и способен разогреваться до 370 градусов. Используется биметаллический хотэнд с соплом из закаленной стали. Стандартный диаметр сопла составляет 0.4 мм, также заявлена поддержка сопел 0.2, 0.6 и 0.8 мм. Такая конфигурация ориентирована на работу как с обычными, так и с абразивными материалами.
По заявлению производителя, принтер поддерживает широкий спектр филаментов диаметром 1.75 мм. В перечень входят PLA, ABS, ASA, PETG, TPU, полиамиды, поликарбонат, а также композиты с угле/стекловолокном. Также упоминается возможность работы с высокопроизводительными материалами, включая PPS-CF, за исключением наиболее тугоплавких полимеров вроде PEEK и PEI.
Калибровка стола реализована в автоматическом режиме. В конструкции используется датчик нового поколения, при котором сопло выполняет роль сенсора и обеспечивает прямой контакт без промежуточных элементов. Производитель указывает, что такая схема не зависит от поверхности стола и внешних вибраций и предназначена для получения стабильного первого слоя без ручных корректировок.
Принтер оснащен встроенной камерой с разрешением до 1080p. Камера используется для мониторинга процесса печати и работы алгоритмов машинного зрения. Система автоматически распознает типовые ошибки, включая так называемый эффект «спагетти», и при обнаружении сбоя приостанавливает печать с отправкой уведомления. Также заявлена поддержка таймлапс-съемки.
В системе безопасности заявлена трехступенчатая фильтрация воздуха, включающая фильтр грубой очистки, HEPA-фильтр и слой активированного угля. Производитель указывает эффективность улавливания частиц и запахов на уровне 99.5%. Дополнительно используется корпус камеры из огнестойких материалов и многодатчиковая система замкнутого контроля температуры, постоянно отслеживающая состояние ключевых узлов.
Управление принтером осуществляется через встроенный пятидюймовый сенсорный дисплей с разрешением 800x480. Встроенная память составляет 32 ГБ eMMC. Поддерживаются проводные и беспроводные интерфейсы подключения, включая Wi-Fi, Ethernet и USB. В качестве программного обеспечения рекомендовано использовать QIDI Studio, при этом имеется беспроблемная совместимость с другими слайсерами. Реализованы функции возобновления печати при сбоях питания и датчики наличия филамента.
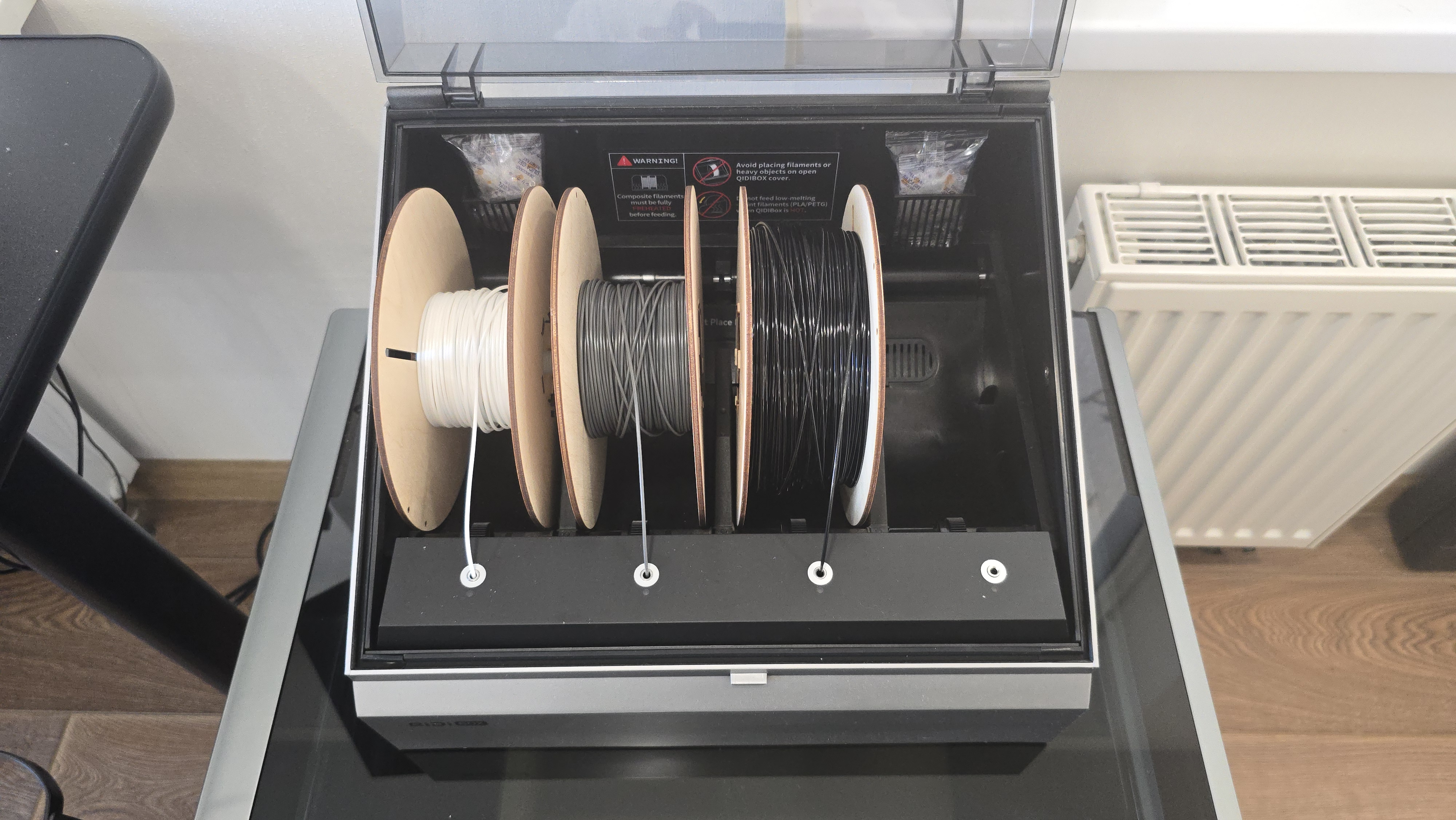
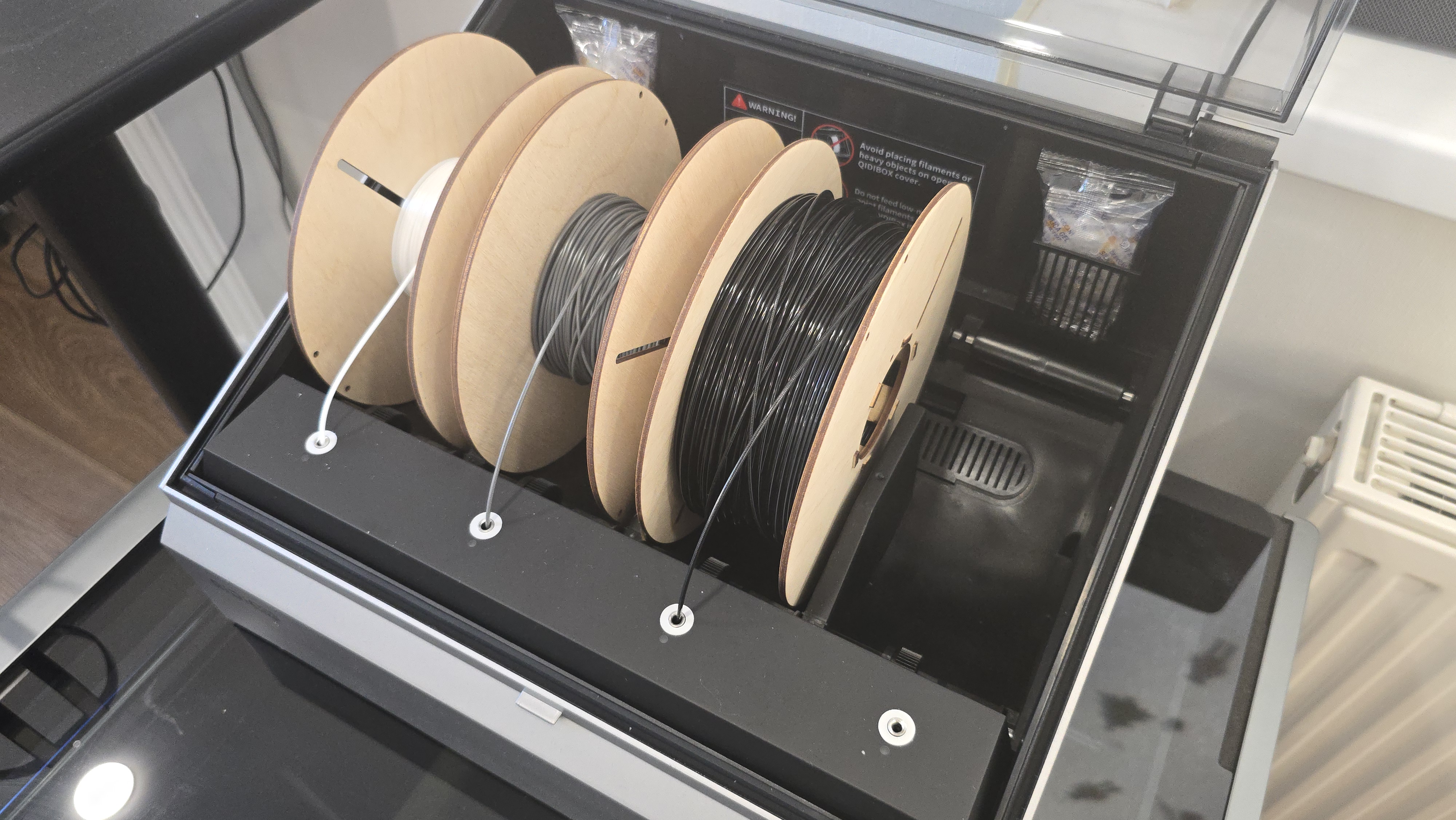
Для работы с несколькими материалами предусмотрена возможность подключения системы QIDI Box. Один модуль поддерживает до четырех катушек, при последовательном подключении возможно использование до шестнадцати филаментов. QIDI Box выполняет функции автоматической смены материала, резервирования катушек и сушки филамента при температуре до 65 градусов непосредственно во время печати. Обнаружение запутывания филамента также реализуется при использовании этого модуля.
Тестирование
Для тестирования выбрал несколько моделей, которые позволяют контролировать геометрию, качество формирования слоев, точность углов и стабильность размеров. Мне важно было посмотреть не только на внешний вид детали, но и на то, как принтер отрабатывает разные участки — тонкие элементы, углы, вертикальные поверхности и массивные участки. В процессе печати использовал три типа пластика: SBS в белом и сером цветах, а также PETG черного цвета. Настройки устройства были стоковыми, это важно, чтобы понять, как устройство печатает из коробки.
Первая модель — это сплошная заливка почти на весь формат 390 x 390 мм. Такая печать позволяет проверить равномерность прижима по всей площади, корректность автокалибровки и распределение температуры стола. На больших габаритах любые перепады по высоте или нагреву сразу становятся заметны. В целом слой лег плотно и равномерно. Дорожки уложены без разрывов, между ними нет выраженных щелей, общая структура поверхности однородная. По периметру и в углах отрыва нет, края не приподняты, что говорит о стабильной адгезии по всей площади. При этом на поверхности присутствуют небольшие локальные дефекты. Они выглядят как неравномерность укладки в отдельных зонах — небольшие участки с отличающейся текстурой и легкими перепадами. Это не системная проблема по всей плоскости, а именно точечные отклонения. Для теста первого слоя они заметны, но критичного влияния на общую геометрию не оказывают.
Следующая модель — калибровочная пластина с делением на квадраты и градацией параметров по осям. Такая пластина удобна тем, что позволяет увидеть, как меняется поведение материала при разных настройках. По цифрам на полях можно сопоставить каждый сектор с конкретным значением и понять, где начинается ухудшение поверхности. По фактуре видно, что поверхность квадратов отличается от сектора к сектору. В части зон слой получается более гладким, линии укладки практически сливаются в однородную плоскость. В других участках текстура становится выраженной, появляется шероховатость, местами заметны небольшие наплывы по краям и более грубый переход между периметром и заполнением. Здесь вновь хочу повторить, что после этой печати никакой калибровки я не проводил.


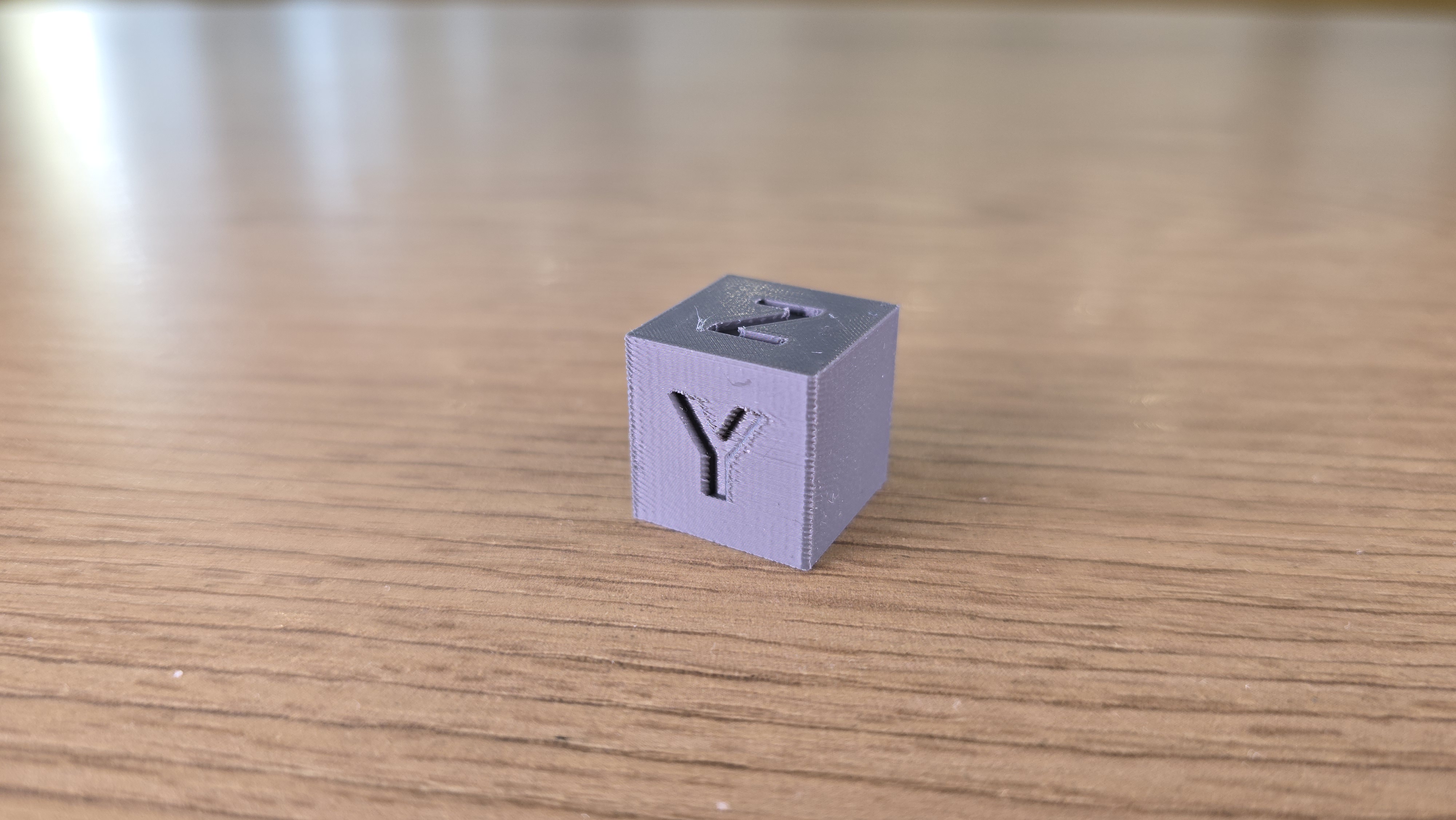
Классический калибровочный куб 20 на 20 миллиметров получился ровным и аккуратным. Грани визуально прямые, без завалов и перекосов. Ребра четкие, углы не поплыли. Поверхность с равномерной слоистостью, линии укладки читаются, но без выраженных наплывов или провалов. Замеры показали отклонения в пределах 0.01-0.03 мм по осям. Для настольного FDM-принтера это очень достойный результат. Геометрия выдержана, размеры не «уплыли» ни по ширине, ни по глубине, ни по высоте. Отдельно отмечу, что на кромках нет выраженной усадки или избыточного расширения первого слоя, что часто дает искажения на таких тестах. Если присматриваться, можно заметить мелкие следы начала и окончания периметра, но они минимальны и не влияют на итоговую геометрию. В целом куб показывает, что по линейным размерам принтер отрабатывает траекторию точно.

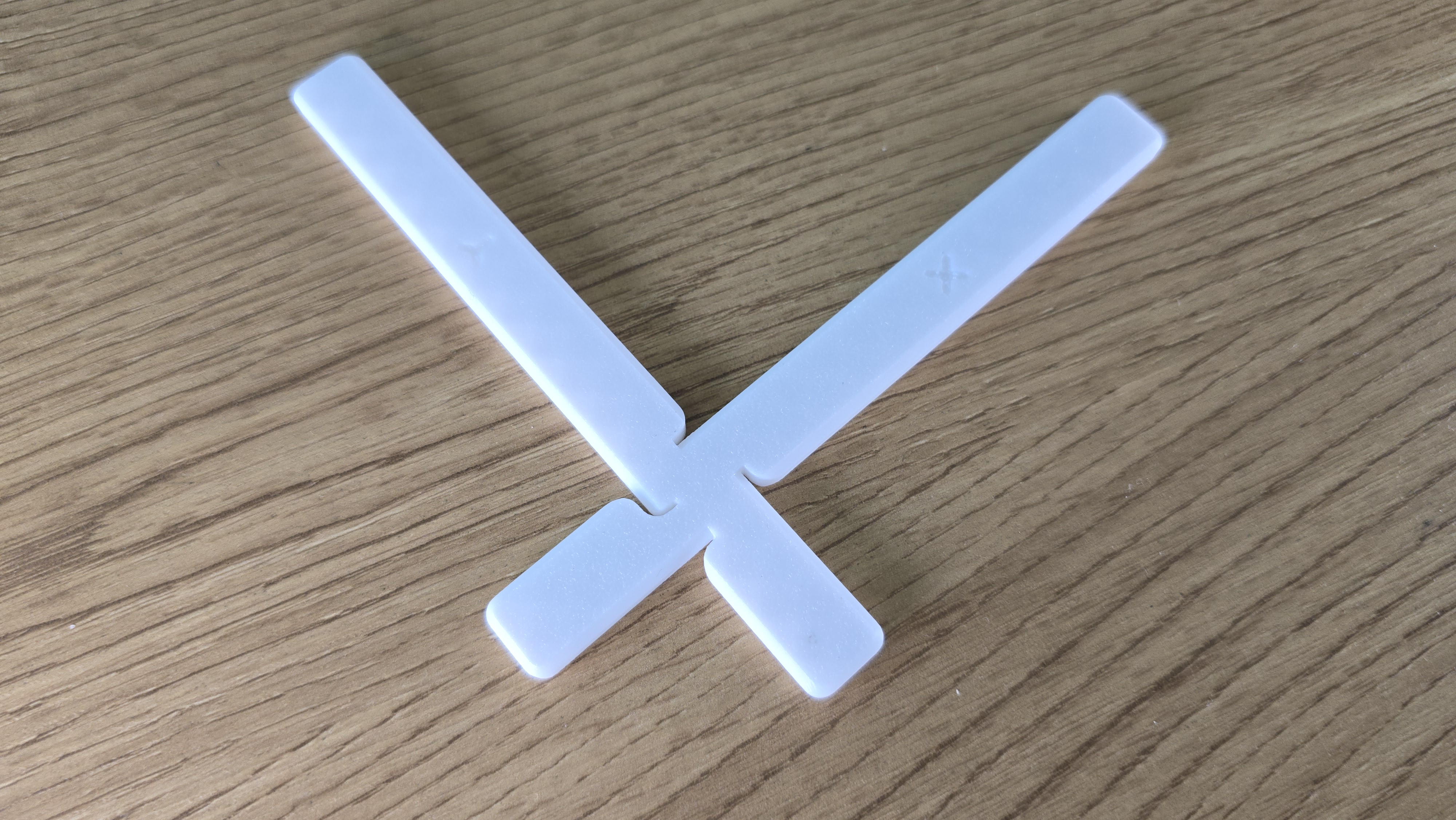
Эталонная крестовая модель позволила более точно оценить поведение принтера по осям X и Y. По размерам XWS и XWL при эталоне 15 мм получено 14.93 и 14.96 мм. Разница составила 0.07 и 0.04 мм в минус. По YWS и YWL при тех же 15 мм зафиксировано 14.98 мм. Отклонение всего 0.02 мм. На коротких участках геометрия выдержана очень точно. Причем по оси Y результат даже ближе к эталону.
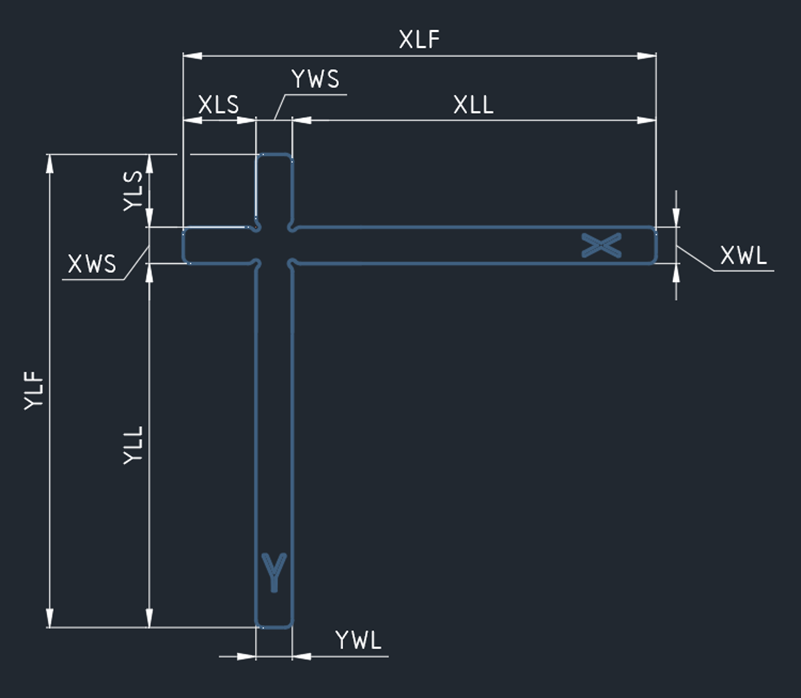
Размеры XLS и YLS при эталоне 30 мм показали 30.06 мм. Уход в плюс 0.06 мм. Причем по обеим осям значения совпадают. Это говорит о согласованной работе кинематики без выраженного перекоса. На длине 100 мм значения XLL и YLL составили 99.77 и 99.87 мм. Отклонение 0.23 мм по X и 0.13 мм по Y. Здесь уже проявляется накопленная погрешность. По оси X она выражена сильнее. Максимальная длина XLF и YLF при эталоне 145 мм дала 144.67 и 144.85 мм. Разница 0.33 мм по X и 0.15 мм по Y. Тенденция сохраняется. С увеличением длины появляется системный уход в минус. Особенно по оси X. При этом сама форма модели остается правильной. Лучи ровные. Углы прямые. Деформаций или перекосов нет. Отклонения носят именно линейный характер. На малых размерах точность высокая. На длинных участках накапливается разница. Что уже можно учитывать при калибровке шагов или компенсации усадки материала.

Модель AllInOne дает более комплексное понимание поведения принтера. Здесь собраны тонкие стенки. цилиндры разного диаметра. мосты. надписи. наклонные и изогнутые элементы. Основание получилось ровным. Плоскость без заметной волны. Первый слой уложен аккуратно. Периметр читается четко. без наплывов по краю. Тонкие стенки стоят прямо. без завалов. Видно. что вертикаль держится стабильно. Цилиндры разного диаметра сформированы корректно. Кромки круглых отверстий ровные. без овальности. Это косвенно подтверждает согласованность движения по X и Y. Блок с мостами отработан достойно. Пролеты перекрыты без явного провисания. Нити не свисают вниз. хотя по нижней поверхности видна легкая шероховатость. что типично для печати мостов без дополнительной донастройки.
Изогнутые элементы и дуги напечатаны геометрически правильно. Радиусы выглядят плавными. без ступенчатых искажений. На верхних кромках заметна небольшая фактура и локальные наплывы. особенно на черном PETG. но это скорее вопрос подбора температур и обдува. а не механической точности. Надписи и мелкие элементы читаются. Рельеф не замылен. Края букв сформированы четко. хотя в некоторых местах присутствуют небольшие следы ретракта и микронити.
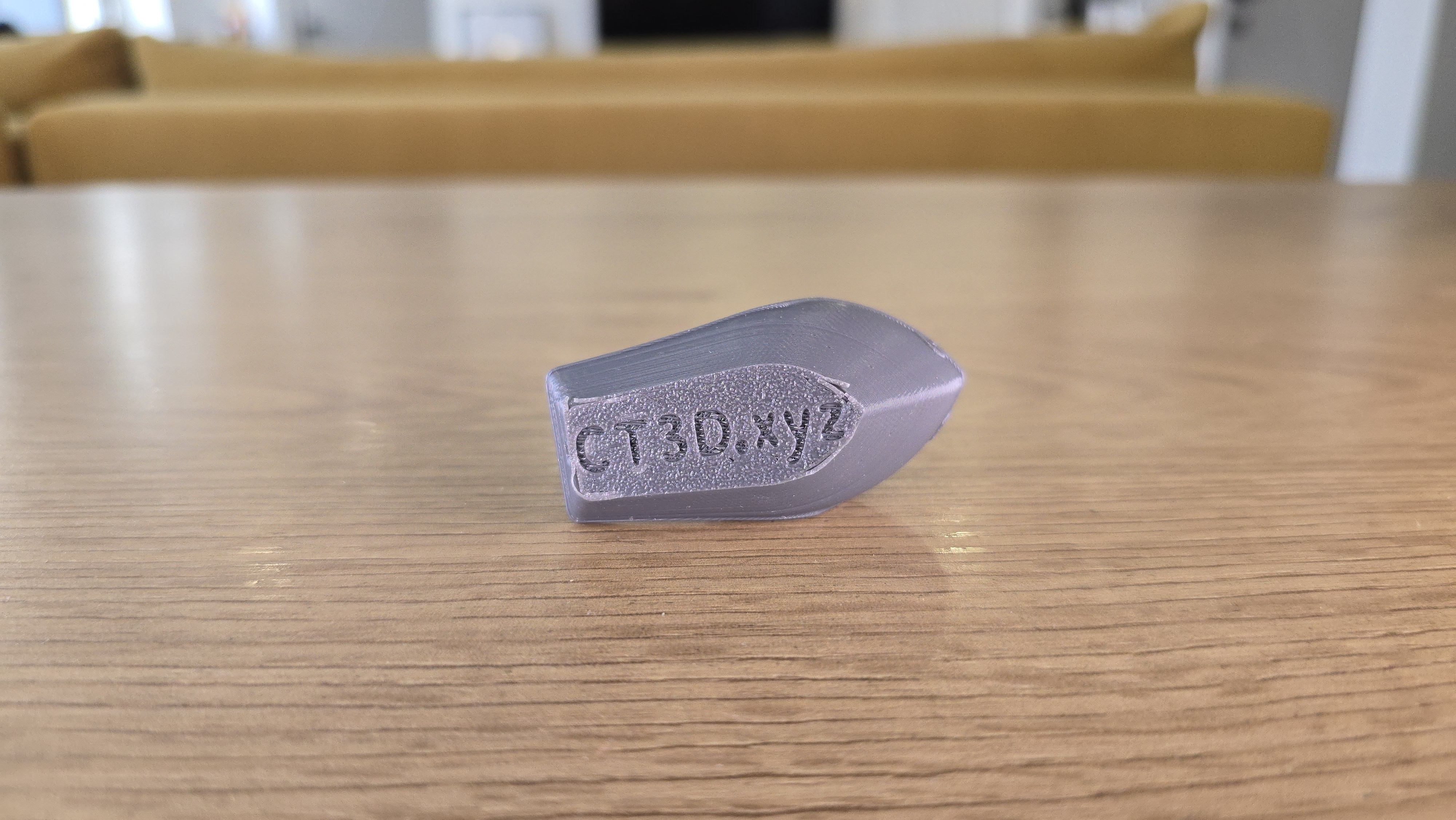
Распечатал калибровочное кольцо с подвижными сегментами, где каждый элемент должен остаться функциональным сразу после печати, без доработки. В моем случае все шарнирные участки действительно работают — сегменты свободно двигаются и могут разворачиваться, что уже говорит о правильном зазоре между деталями и корректной работе ретракта. Геометрия в целом сохранена. Внешний контур ровный, окружность не «поведена», завалов по высоте не видно. Слои читаются равномерно, выраженной волнистости нет. При этом на верхних площадках с цифрами заметна шероховатость и легкая недоплавка в мелких элементах рельефа. Это видно по фактуре цифр — края немного «рваные», поверхность не полностью сглажена. На боковых стенках присутствуют небольшие наплывы и следы микроосцилляций. Они не критичны, но визуально заметны при боковом освещении. Внутренний контур отверстия аккуратный, без выраженной эллипсности. В целом модель напечатана функционально. Подвижность сохранена, геометрия выдержана. Основные замечания касаются качества верхних поверхностей и мелкой детализации рельефа. Это уже вопрос тонкой настройки, а не базовой работоспособности принтера.


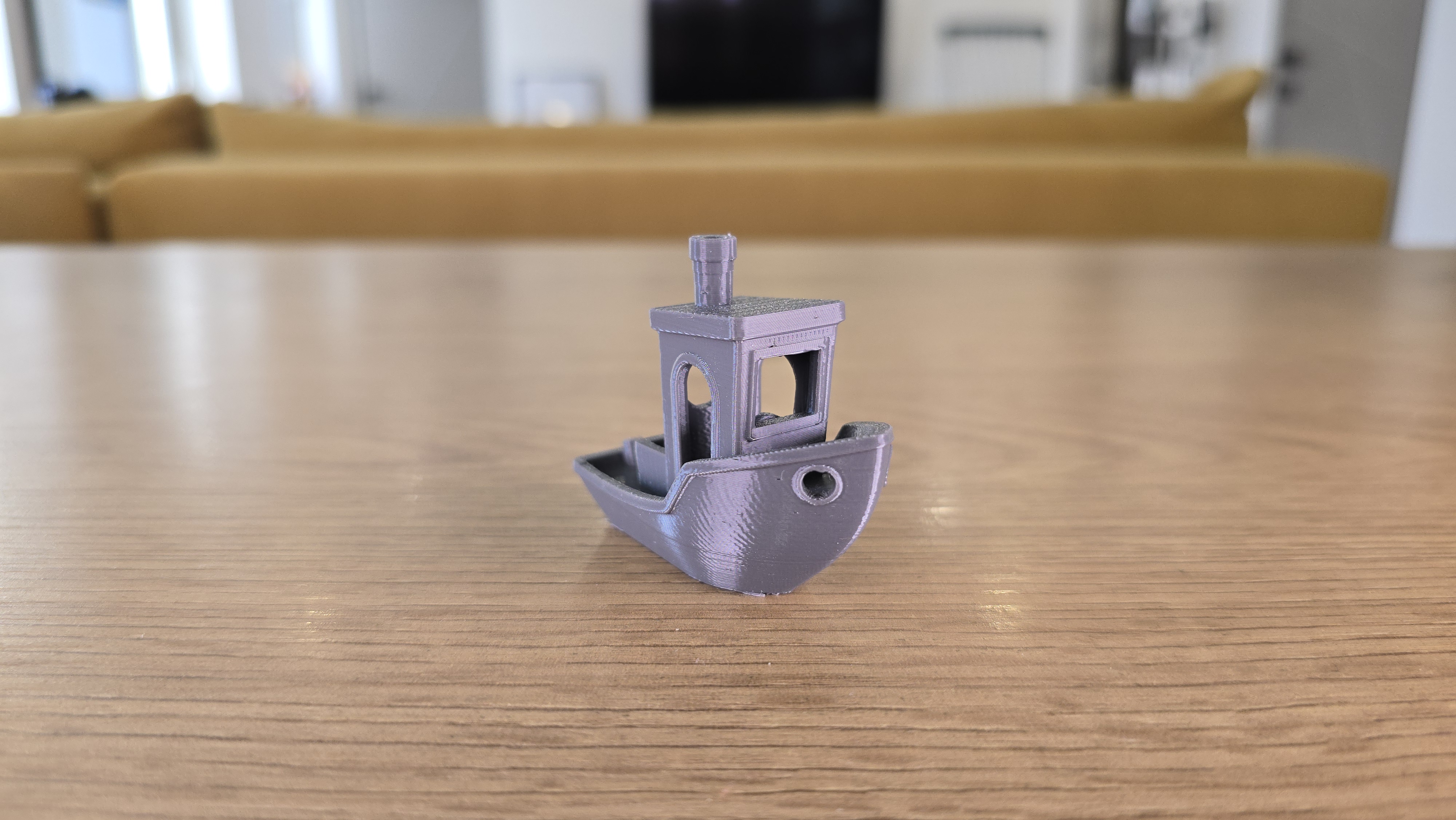
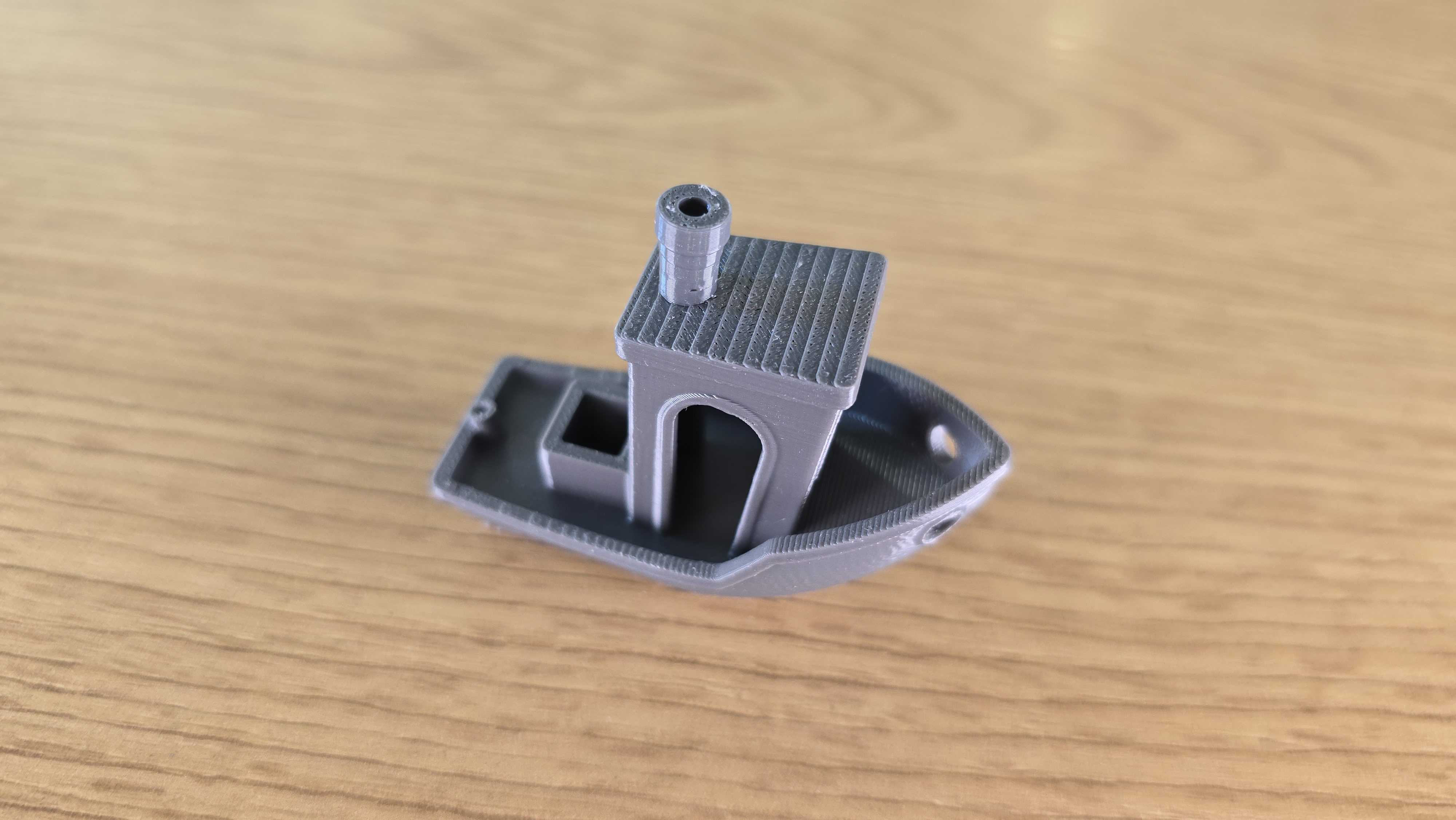
Далее идет классический Benchy, по которому обычно сразу видно общее состояние настроек. В целом геометрия корпуса сохранена. Борт ровный, нос не завален, корма симметричная. По линиям обводов нет заметной волны, контур читается чисто. По слоям видно, что укладка стабильная. Есть легкая шагреневость на бортах, особенно под углом к свету, но выраженной волнистости или резонансных полос не наблюдается. Переходы радиусов выполнены аккуратно, без явных переломов. Окна рубки сформированы четко, углы не «поплыли». Внутренние проемы выглядят ровными, без заметного провисания перемычек. Крыша рубки с характерным заполнением, верхняя поверхность немного шероховатая, но равномерная. Дымовая труба вертикальная, без завала, слои на цилиндре читаются ровно. На днище и в зоне свесов видно, что принтер держит нависающие участки. Кромка по периметру корпуса сформирована чисто, без сильного подрыва или излишней нитки.

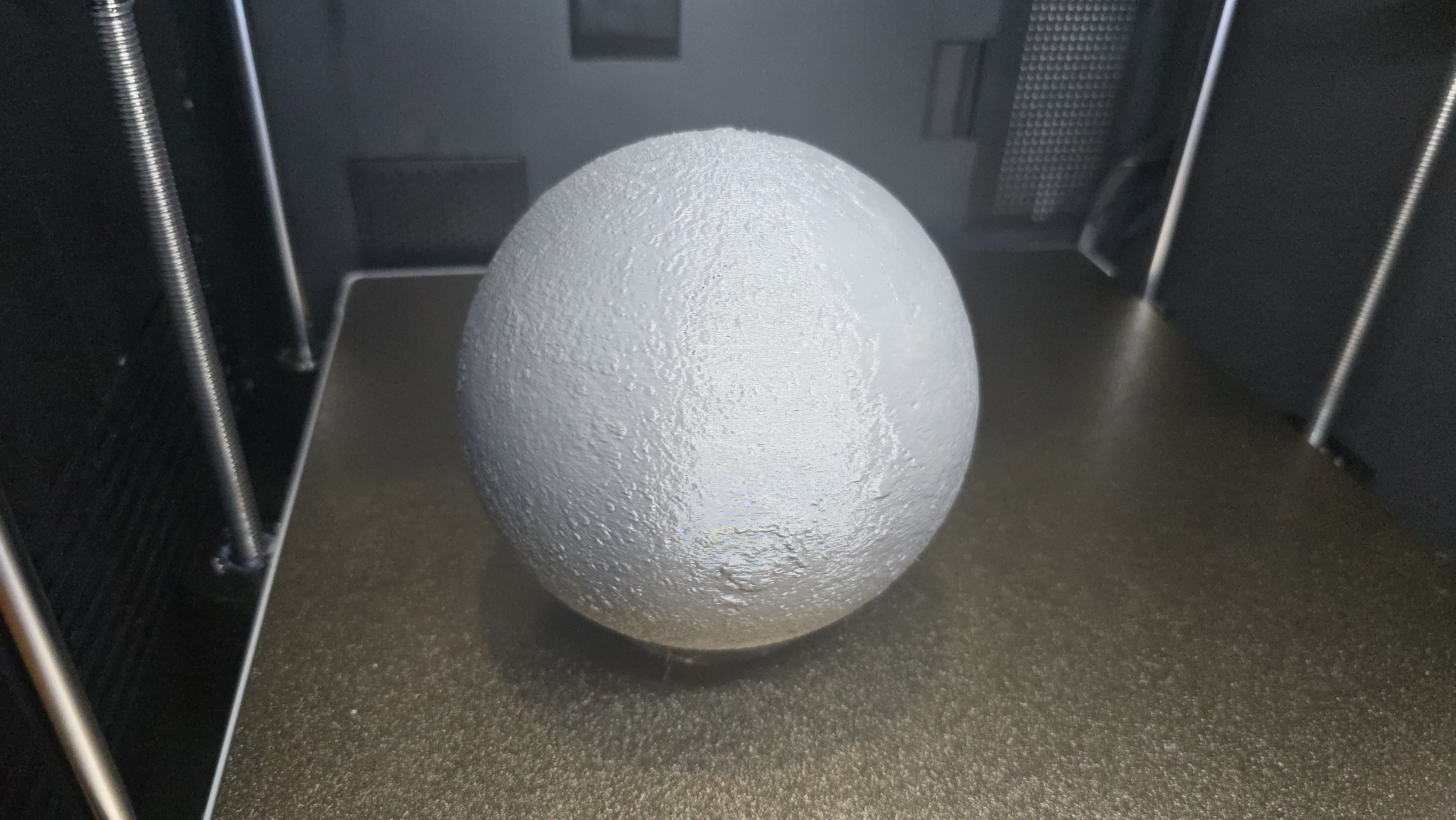
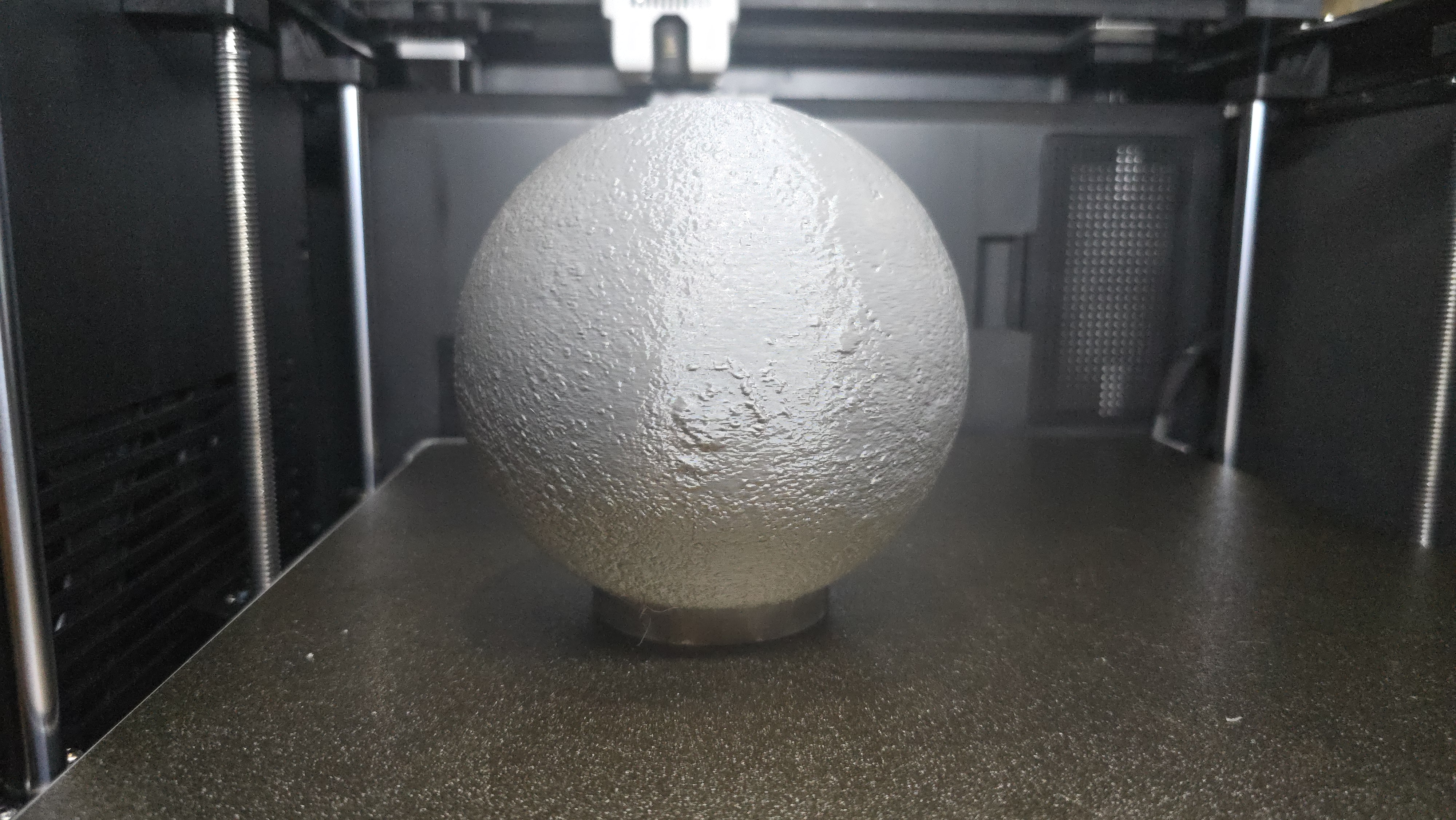
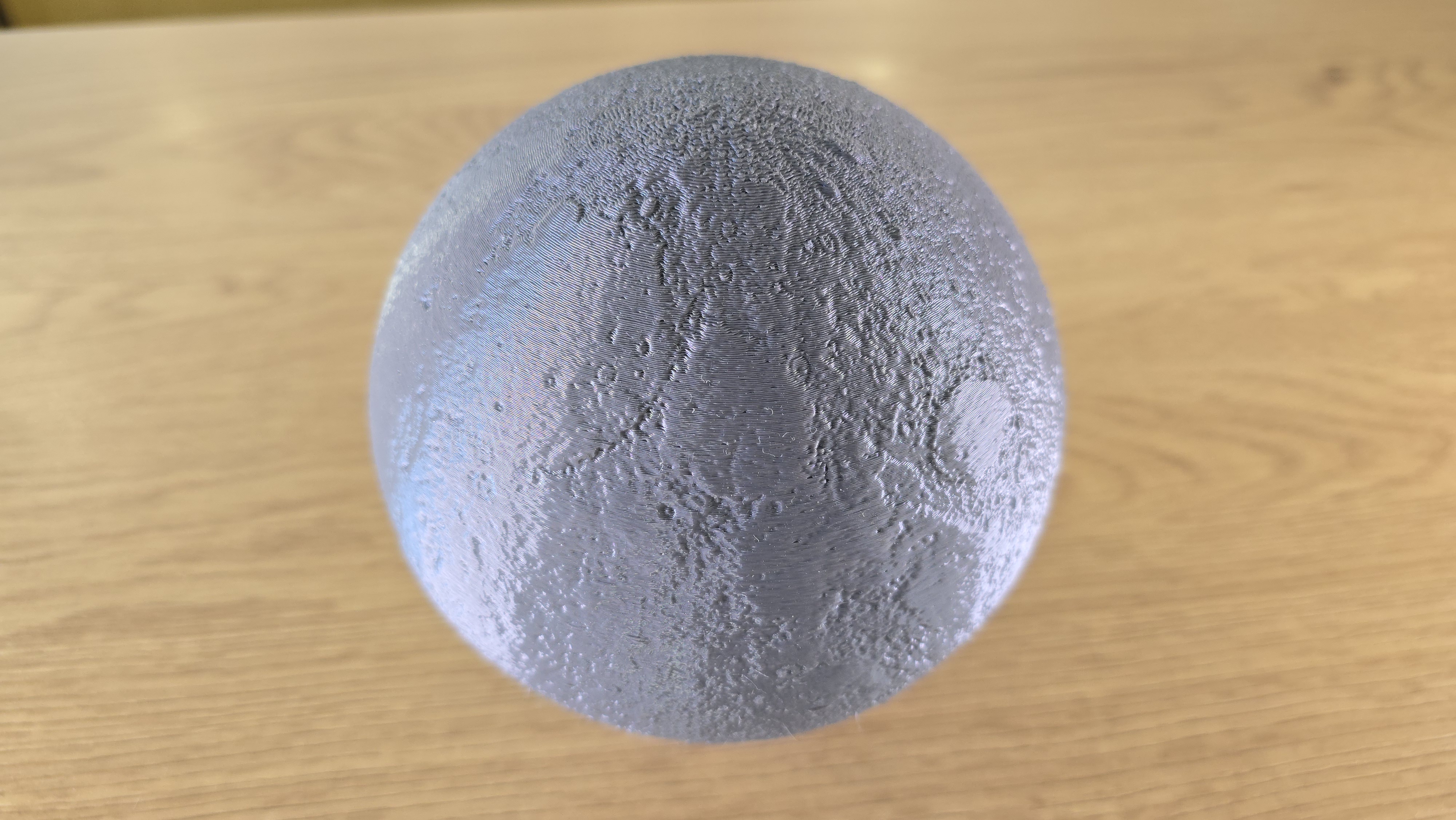
Следом распечатал Луну, без поддержек и основание для нее. Геометрия Луны сохранена. По осям X и Y перекоса не видно, окружность визуально правильная. Это говорит о корректной калибровке шагов и отсутствии выраженного люфта. Сфера не «сплюснута» и не вытянута. Высота слоя 0.2 мм отчетливо читается по оси Z. Шаг равномерный, без скачков и периодических полос. Z-бэндинг не наблюдается. Механика по вертикали работает стабильно. Поверхность выраженно фактурная. Рельеф кратеров передан, но мелкие детали частично сглажены. В ряде зон заметна зернистость и легкие наплывы. Это указывать на слегка повышенную температуру или незначительную переэкструзию. Поток, вероятно, немного выше оптимального. По X и Y на сложном рельефе присутствует легкая рябь, но характерных эхо-артефактов не видно. Эхо от контуров кратеров отсутствует, значит ускорения и жесткость конструкции находятся в адекватных пределах. В общем луна, при таких настройках печати получилась ровной по геометрии, но с грубоватой текстурой из-за слоя 0.2 мм.

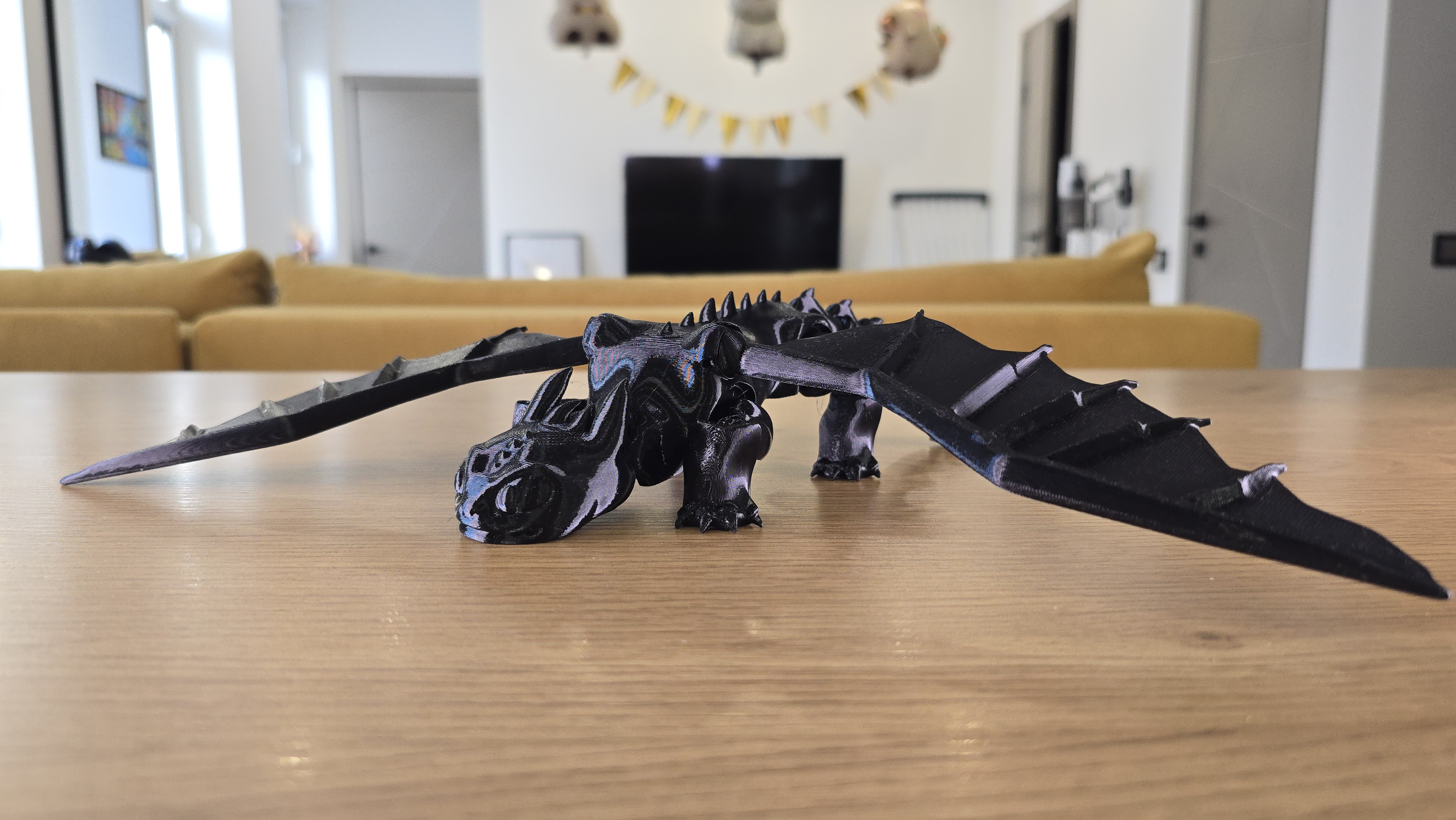
Далее перешел к печати более сложной модели. Выбрал дракона с подвижными элементами и съемными крыльями. Задача уже не просто проверить геометрию, а посмотреть, как принтер справится с мелкими деталями, нависающими участками и точными зазорами. Тело напечатано аккуратно. По осям X и Y перекоса не видно, симметрия сохранена. По оси Z слои идут равномерно, без периодических полос и скачков. Z-бэндинг не наблюдается. Подвижные сегменты хвоста и лап сформированы корректно, элементы не слиплись, зазоры выдержаны. Это говорит о стабильной подаче материала и нормальной калибровке шагов.
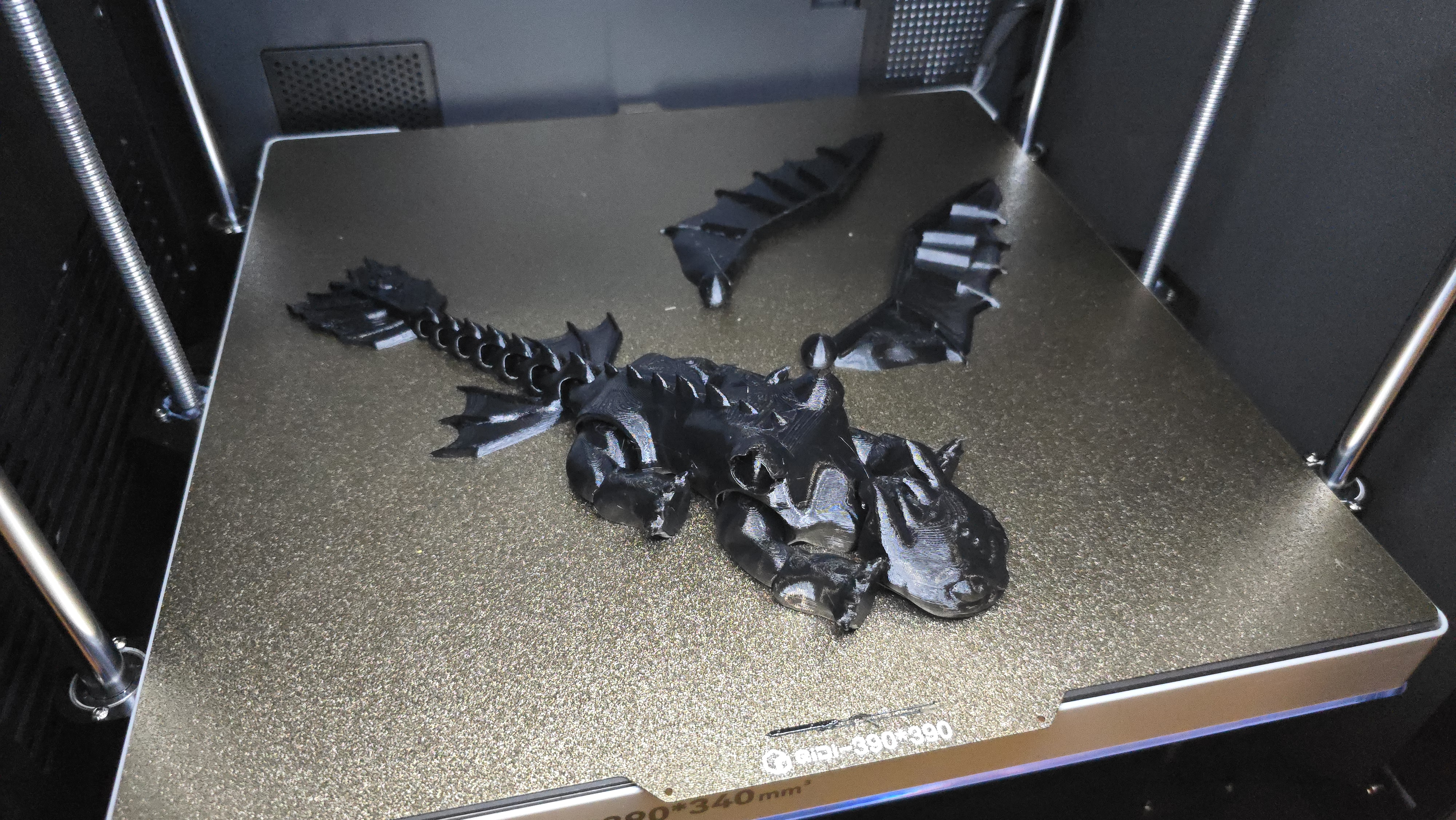

На изогнутых поверхностях, особенно на морде и спине, отчетливо читается шаг слоя. Слоистость заметна, поверхность выглядит слегка грубоватой. В отдельных зонах есть небольшая зернистость и локальные наплывы. Крылья выполнены отдельно. Плоскости получились ровными, без выраженного коробления. Кромки аккуратные, выраженного эха нет. На нижних участках видна легкая округлость, что типично для печати нависающих элементов без поддержек. Критических провисаний не наблюдается.



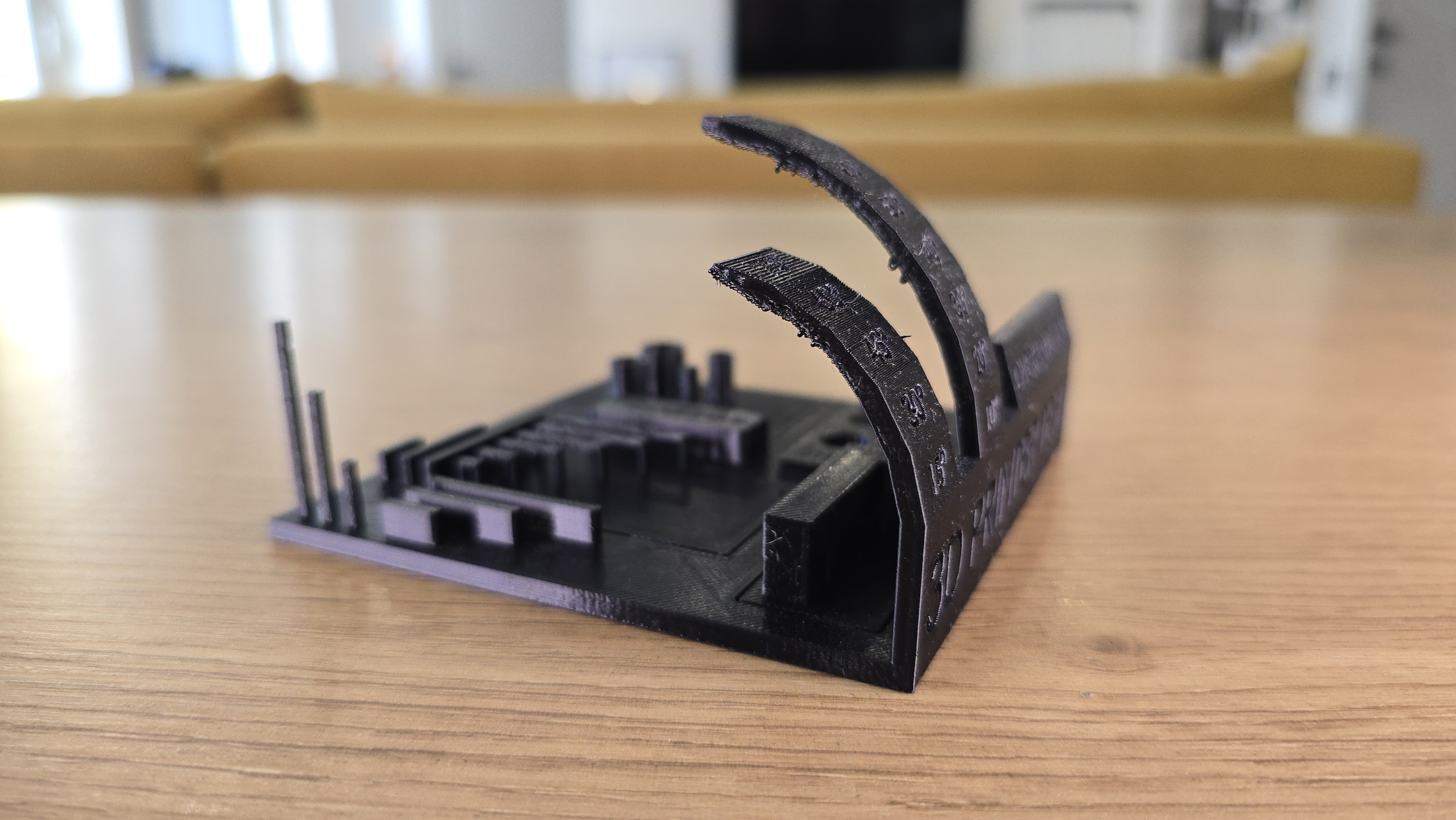
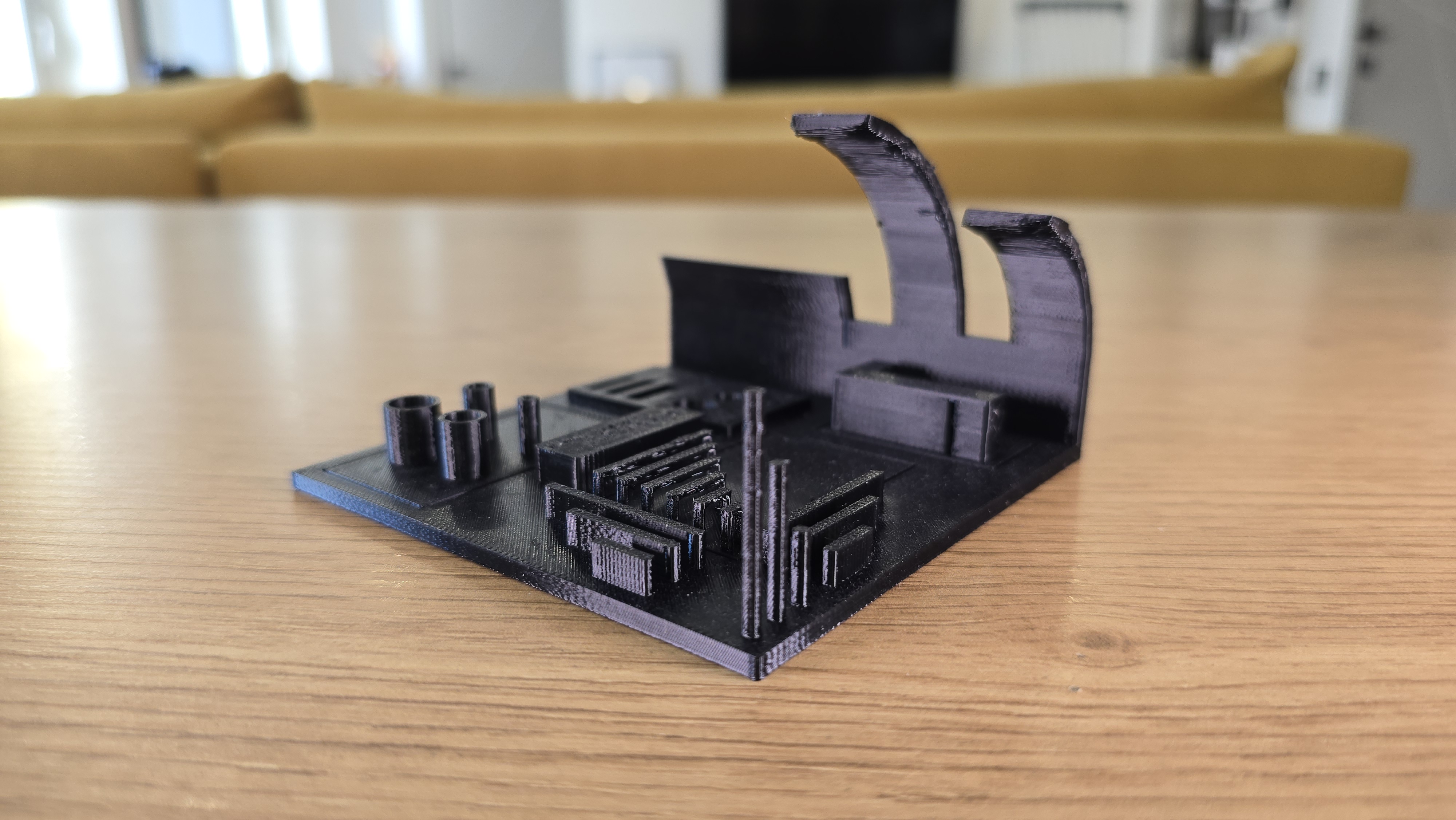
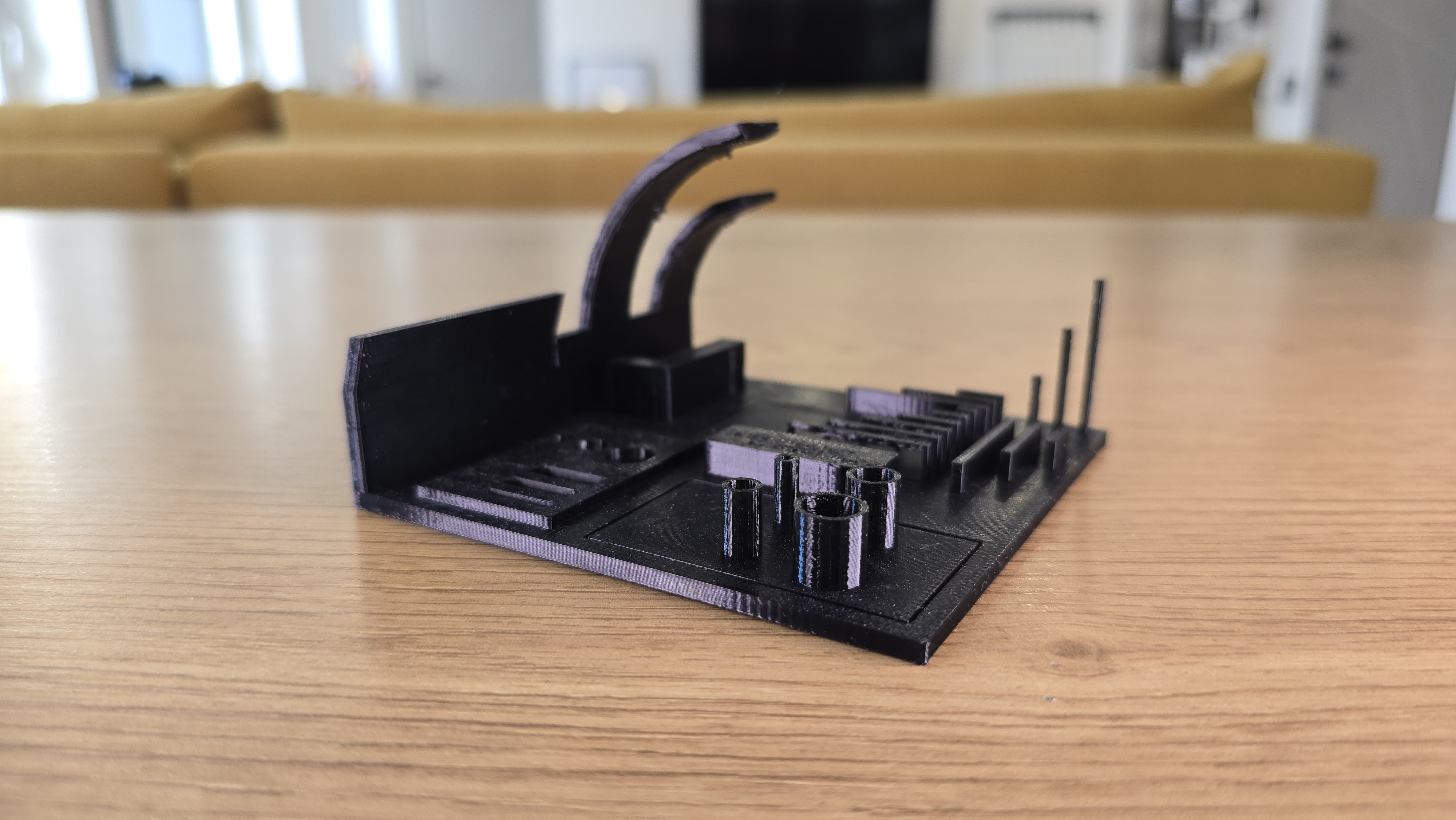
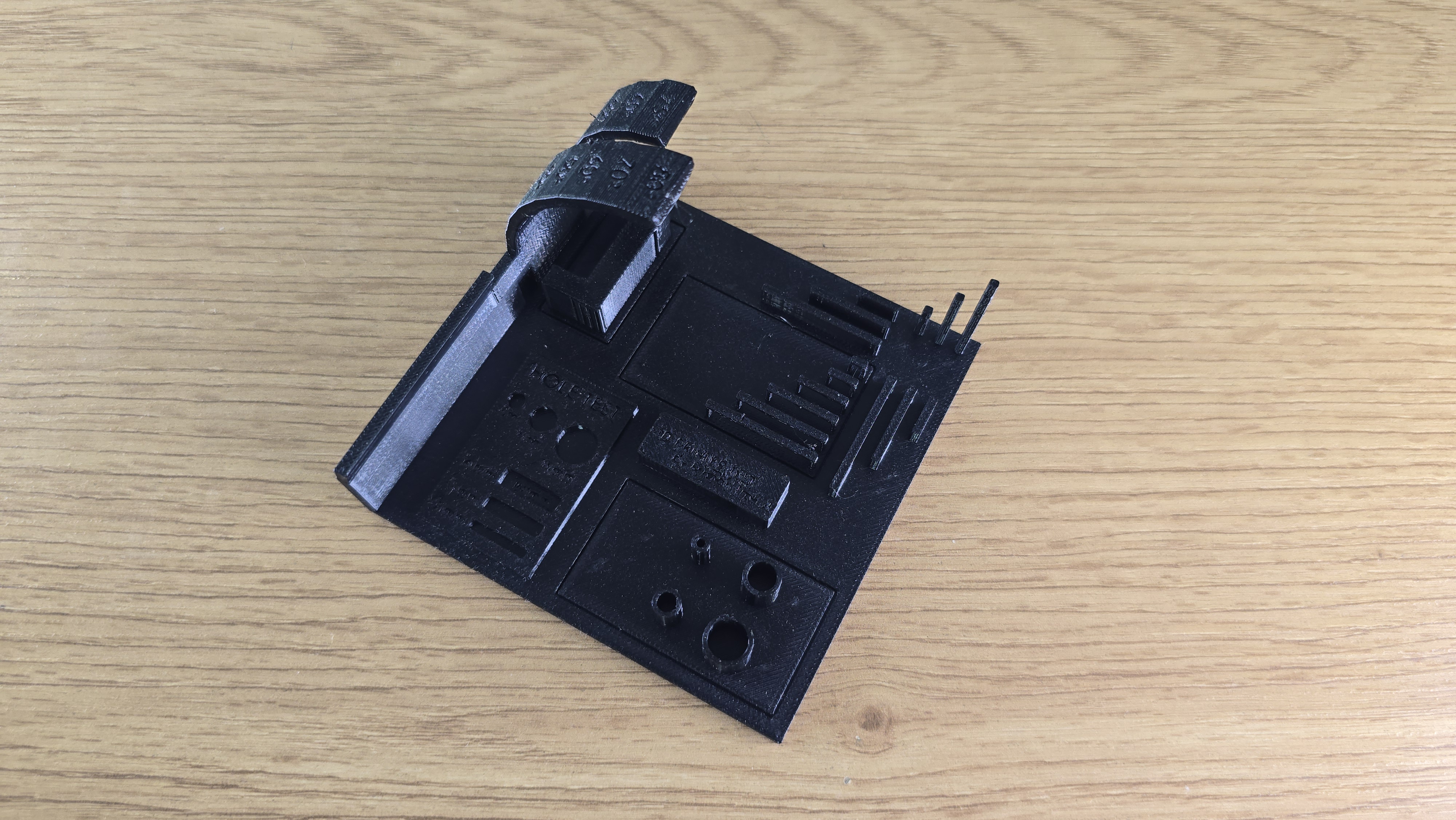
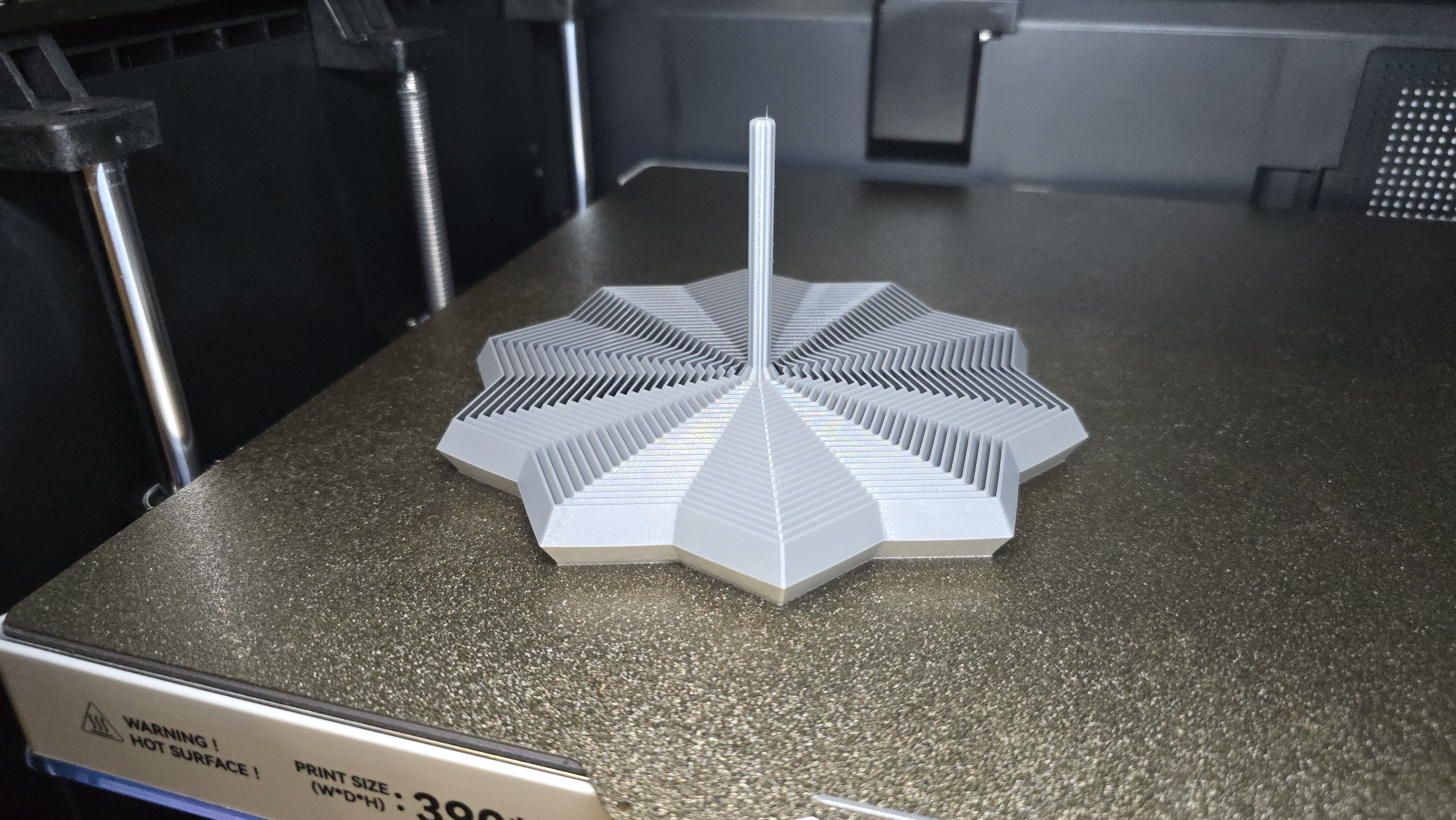
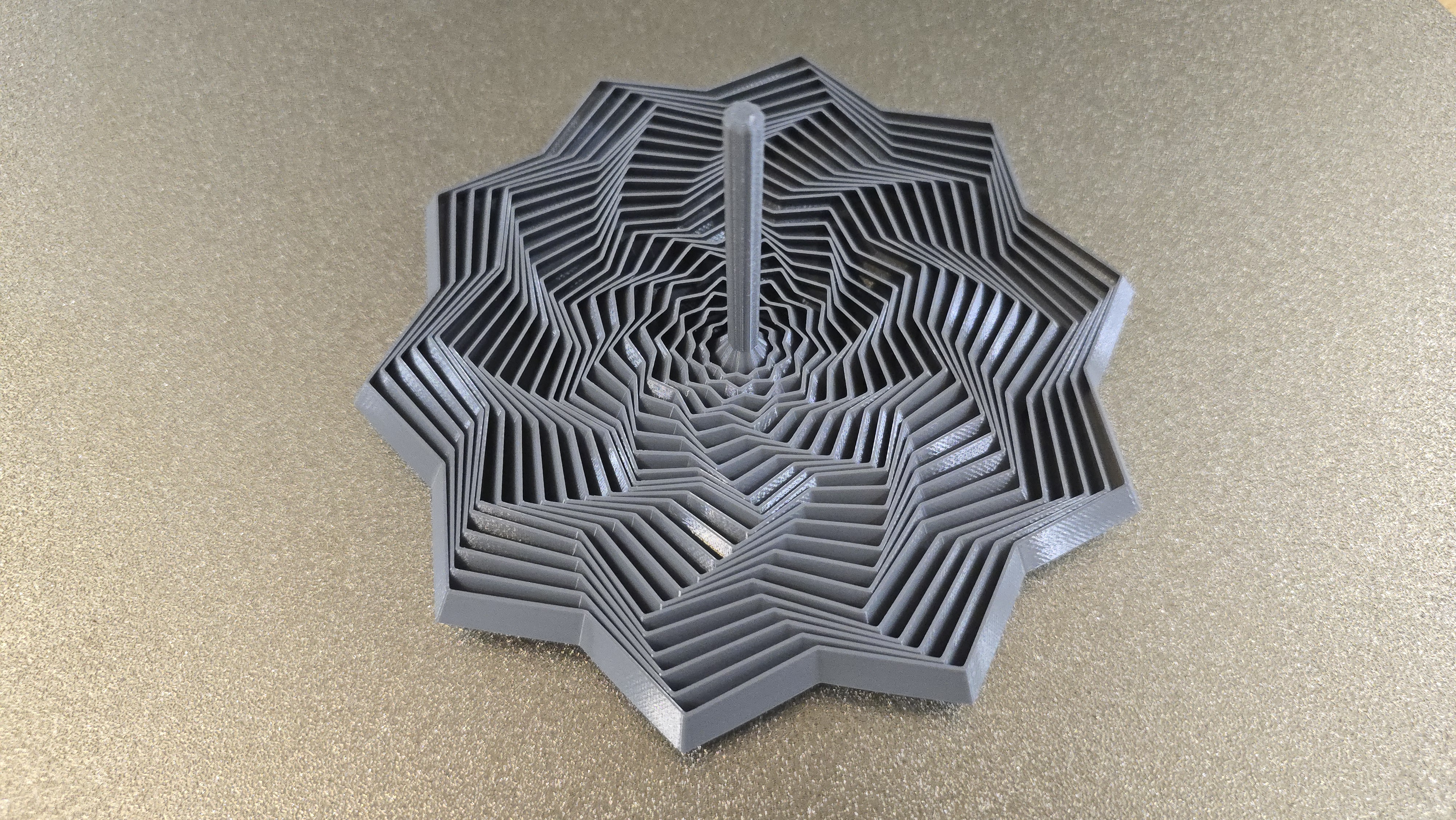
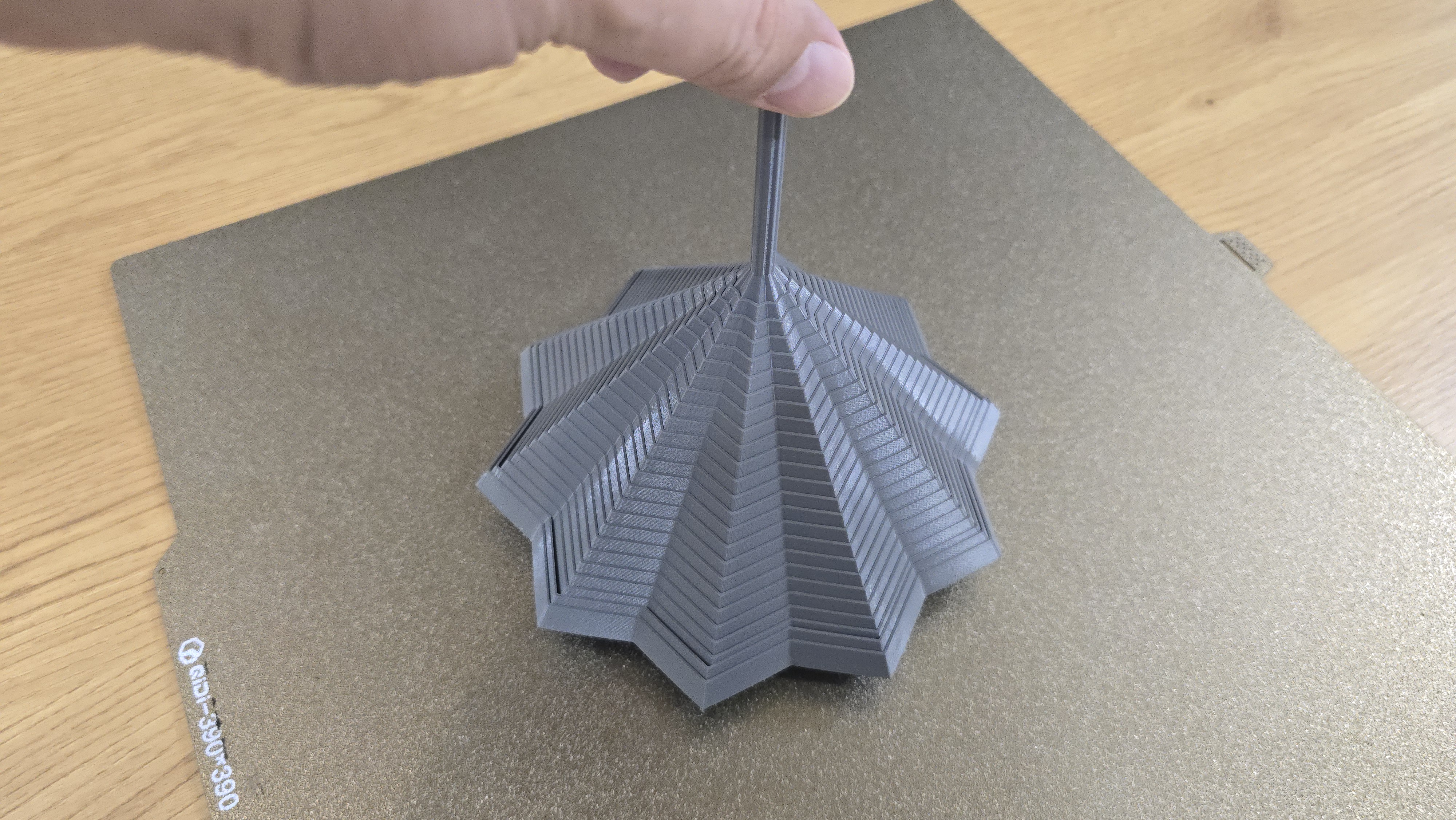
В завершение распечатал модель с выраженной радиальной геометрией и большим количеством повторяющихся острых углов. По сути, это тест на точность позиционирования по осям X и Y, на равномерность слоя по высоте и на способность принтера стабильно формировать длинные тонкие ребра без вибраций. Основание получилось ровным, без заметного коробления. Контур по периметру четкий, грани сохраняют форму. На длинных прямых участках нет характерных волн, признаки эха отсутствуют. Линии сходятся симметрично, смещения по осям не просматриваются. Вертикальный стержень сформирован аккуратно. По оси Z слои укладываются равномерно, периодической полосатости не видно. Геометрия цилиндра не искажена, овальности нет. Это говорит о стабильной работе кинематики и отсутствии люфтов. Внутренняя часть с плотной сеткой из повторяющихся углов выполнена достаточно чисто. Зазоры между элементами выдержаны, слипания нет. В центре заметна небольшая шероховатость и легкая избыточная подача материала, это локальный момент.

Также хочу рассказать, как прошла печать с использованием Combo BOX. Многоцветные модели я не делал, просто не оказалось подходящего пластика разных цветов, чтобы проверить полноценную смену оттенков в одной детали. Поэтому оценивал именно работу переключения между катушками во время печати. Переключения отрабатывали спокойно. Принтер последовательно вытягивал один филамент и подавал другой без ошибок и без каких-то пауз, которые могли бы напрягать. Никаких зависаний, обрывов или ручного вмешательства не потребовалось. Все происходило автоматически. Есть нюанс с самими катушками. Чтобы система работала ровно, катушка должна быть подходящего диаметра. Если диаметр меньше стандартного, она начинает немного подергиваться при вращении. Это заметно визуально. В моем случае на результате печати это не сказалось, но момент стоит учитывать, особенно если планируется постоянная работа с разными производителями филамента.

Отдельно стоит сказать о блоке дополнительного обдува. По сути, это узел, который усиливает охлаждение модели во время печати. Он направляет поток воздуха непосредственно в зону выхода пластика, помогая быстрее стабилизировать расплав после экструзии. Особенно это важно при печати нависающих элементов, тонких стенок и мелких деталей. Работает все довольно просто. В момент активной печати включается дополнительный поток воздуха, который обдувает свежий слой и ускоряет его охлаждение. За счет этого пластик быстрее фиксирует форму и меньше склонен к провисанию на сложных участках. На длинных мостах и острых кромках это заметно лучше всего. По качеству печати влияние ощущается прежде всего на мелкой геометрии. Кромки получаются более четкими, нависающие элементы формируются аккуратнее, уменьшается эффект расплывания краев. При этом важно соблюдать баланс. Слишком интенсивное охлаждение может привести к излишней адгезии между слоями или к микротрещинам при работе с чувствительными материалами.

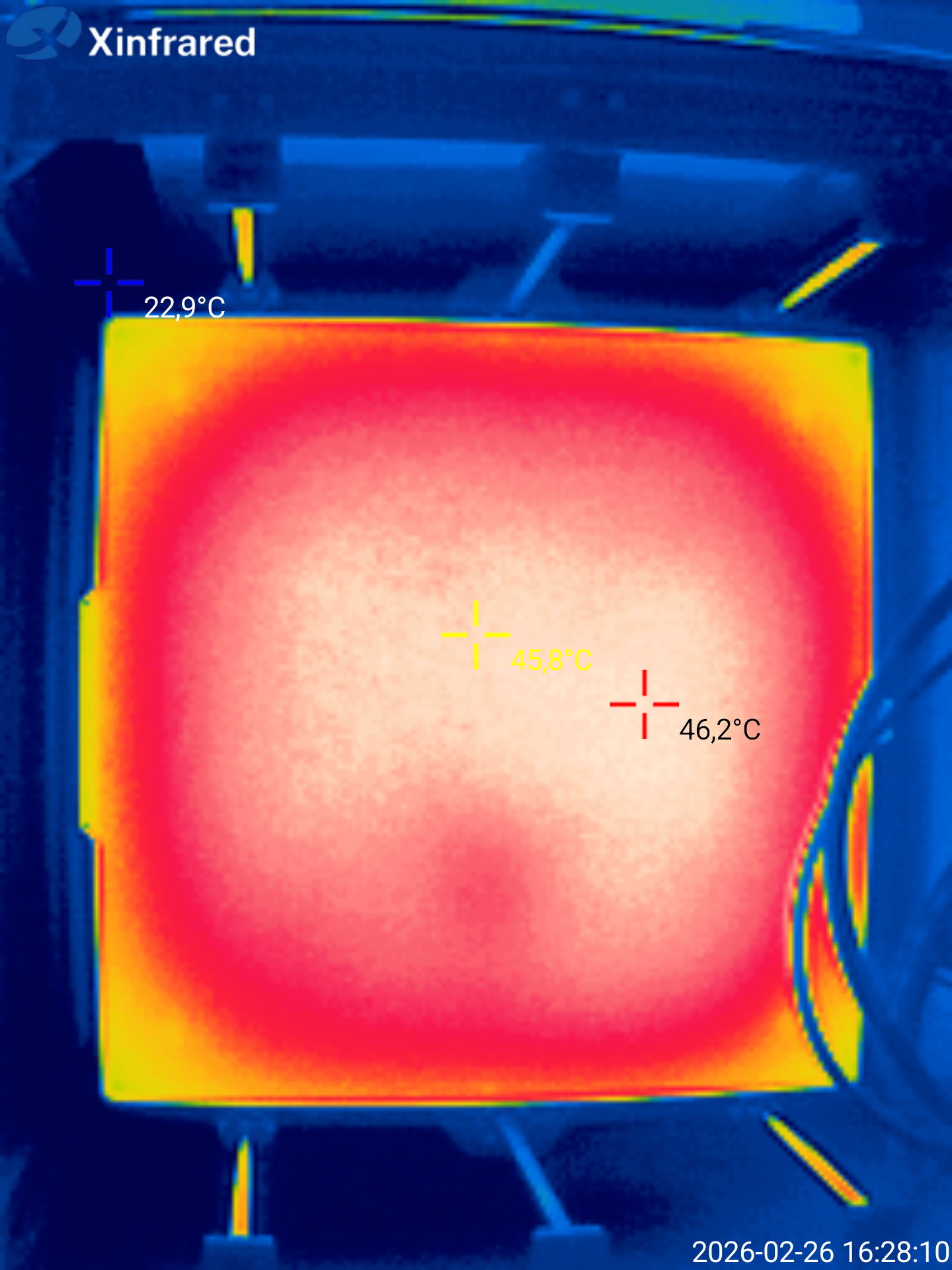
Проверил нагревательный стол с использованием тепловизора. Хотел понять не только соответствует ли фактическая температура заданной, но и насколько равномерно распределяется тепло по всей площади платформы.
Сначала выставил на принтере 45 градусов. После стабилизации температуры замерил поверхность. В центральной зоне тепловизор показал примерно 45.8-46.2 градуса. То есть расхождение с установленным значением минимальное, в пределах обычной погрешности. При этом по краям температура немного ниже. Разница есть, но она плавная, без резких скачков и без выраженных холодных участков. Никаких локальных провалов, которые могли бы повлиять на адгезию — нет.
Затем поднял температуру до 90 градусов и повторил замеры. В центре поверхность прогрелась до 90.9-91.6 градуса. Снова небольшое превышение относительно заданного значения, но оно не выходит за рамки допустимой погрешности. Картина распределения тепла осталась аналогичной. Центральная часть самая горячая, к периметру температура постепенно снижается.
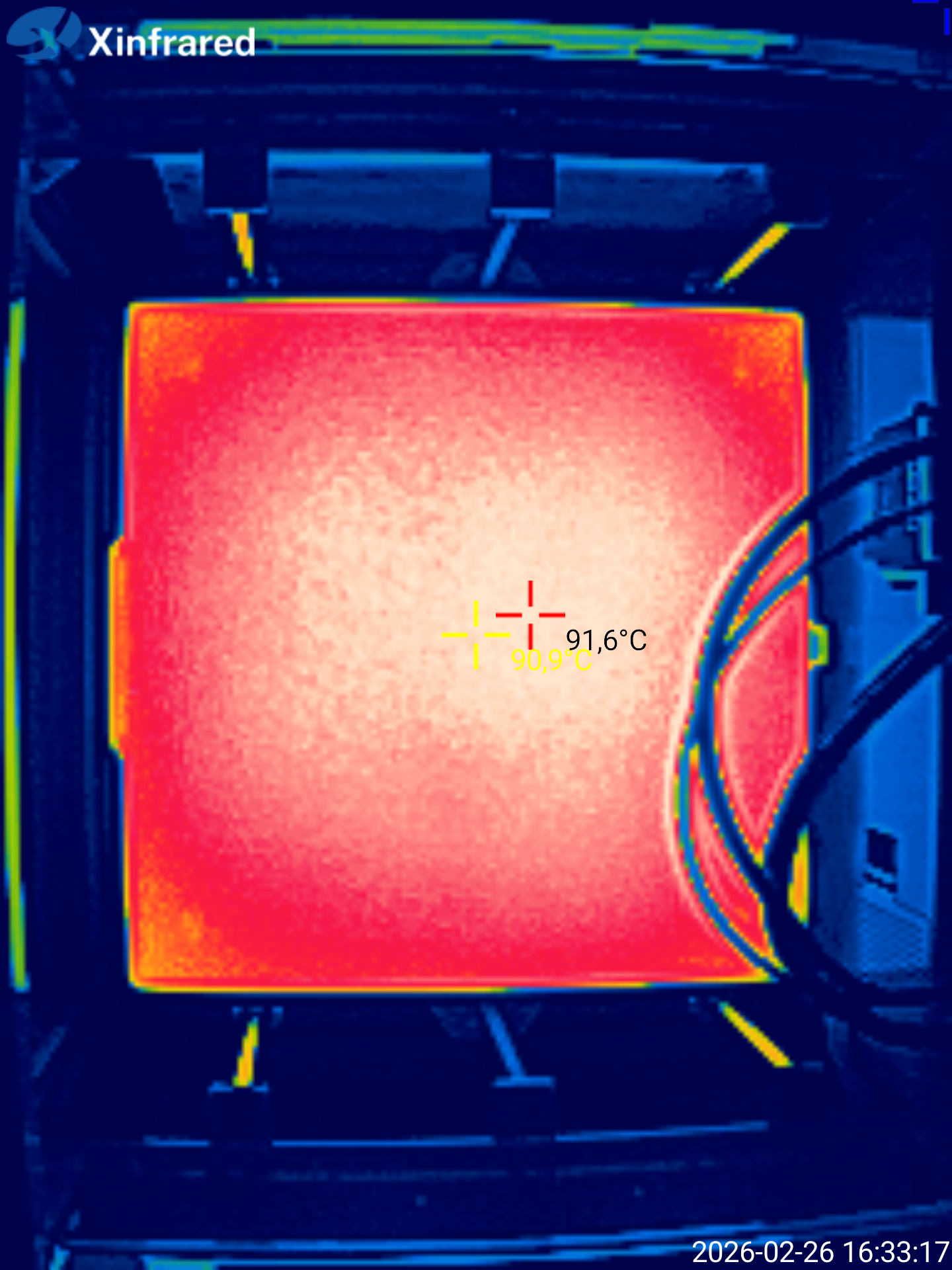
Важно подчеркнуть, что для платформы размером 390 на 390 мм полностью одинаковая температура по всей площади практически недостижима. В данном случае нагрев выглядит корректным. Рабочая зона прогревается стабильно и близко к установленным значениям, что напрямую влияет на качество прилипания модели к столу при печати крупных деталей.
Перед одной из печатей решил заодно проверить, как работает прогрев камеры в роли сушилки. Взял катушку, которую давно не использовал, и просто оставил ее внутри принтера. Включил нагрев камеры до 65 градусов и дал ей поработать несколько часов. Смысл простой — убрать лишнюю влагу, особенно если речь идет о материалах, которые активно ее впитывают. Знаю, что сушка должна занимать 10-12 часов, но я решил долго не ждать. По сути, камера превращается в закрытое теплое пространство с постоянной температурой. Филамент постепенно прогревается, и влага уходит. После такой подготовки пластик начинает вести себя спокойнее: меньше треска при подаче, поверхность получается чище. Мне понравилось, что для этого не нужен отдельный сушильный бокс. Используешь сам принтер и решаешь задачу на месте. Для работы с чувствительными материалами это действительно удобная возможность.
Заключение
После всех этих моделей уже появляется понимание, с чем имеешь дело. Принтер ведет себя четко. Геометрию держит. Подвижные элементы печатаются без слипания. По осям нет сюрпризов, по высоте слои идут ровно. Стол прогревается равномерно, без холодных зон. Камера реально работает, и возможность просушить филамент прямо внутри — это реально полезная вещь в практике.
Да, при слое 0.2 мм поверхность местами грубовата. Видна шаговость, кое где есть легкая зернистость. Но это уже вопрос настроек, а не возможностей самой механики. Основа у принтера правильная. А дальше все зависит от того, сколько времени вы готовы потратить на доводку профиля.
Этот принтер точно не про «распечатать маленькую фигурку на стол». Его стихия — крупные детали, функциональные элементы, работа с инженерными пластиками. Большой объем, нагреваемая камера, высокая температура хотэнда — все это намекает, что перед нами действительно инструмент, а не игрушка.
Покупать его имеет смысл тем, кто понимает, зачем ему такой формат. Если задачи ограничиваются простым PLA и небольшими моделями, потенциал просто не будет раскрыт. А вот для мастерской, прототипирования или регулярной работы с серьезными материалами он выглядит вполне логичным выбором.
Узнать стоимость QIDI Max4 можно здесь.
Если же вам нужны устройства с меньшим форматом, предлагаю рассмотреть модель QIDI Q2 или QIDI Plus4.











2 комментария
Добавить комментарий