Латунные резьбовые вставки для 3D печати: обзор удобного способа для сборки DIY моделей
В этом обзоре поговорим про латунные резьбовые втулки с насечкой, которые предназначены для установки в пластик с целью создания разъемного резьбового соединения. Используются в пластиковых деталях, напечатанных на 3D-принтере и обеспечивают соединение для стандартного металлического крепежа. Установка производится методом нагрева и вплавления в подготовленные отверстия, диаметр которых чуть меньше, чем диаметр насечки.

Содержание
Характеристики
| Тип | резьбовая вплавляемая вставка с насечкой (набор) |
|---|---|
| Материал | латунь |
| Количество в наборе | 400 штук |
| М2 вставки | от 2 до 6 мм |
| М3 вставки | от 3 до 8 мм |
Внешний вид набора
Вообще, резьбовые вставки встречаются различного назначения, форм и размеров. Их используют для ремонта и создания различных конструкций, зачастую «по месту», для ремонта резьбы, для быстрого соединения деталей и так далее. Использование подобных вставок достаточно сильно распространено в 3D печати — для сборки моделей и соединения распечатанных на 3D принтере деталей. Для себя я выбрал стартовый набор на 400 втулок-вставок двух диаметров (резьба метрическая М2 и М2), но различной длины (от 2 до 8 миллиметров). Поставляется этот и подобные наборы в пластиковом кейсе с отделениями, хотя вполне можно найти такие втулки и «россыпью» на нужное количество.


Внешний вид втулок
Вот так выглядят резьбовые вплавляемые вставки крупным планом. Обратите внимание на насечку — рабочую часть, которая прочно вплавляется в тело модели и удерживается за пластик после остывания. Внутренняя резьба метрическая и дает возможность использовать стандартный крепеж. В остальном же выбор их расположения, подбор длины крепежа и самих вставок — это полет фантазии конструктора 3D моделей.

Проверка диаметра втулок
Для M3 заявлены внешний диаметр насечки 4.2 мм (по факту измерено 4.1) и диаметр самой втулки 3.77 мм (по факту измерено 3.62). Для M2 заявлены внешний диаметр насечки 3.5 мм (по факту измерено 3.55) и диаметр самой втулки 2.68 мм (по факту измерено 2.65). Отмечу, что втулки разной длины, разных производителей и с различной насечкой могут чуть отличаться, так что имеет смысл или перезамерять перед установкой или же проверять размеры перед оформлением заказа.




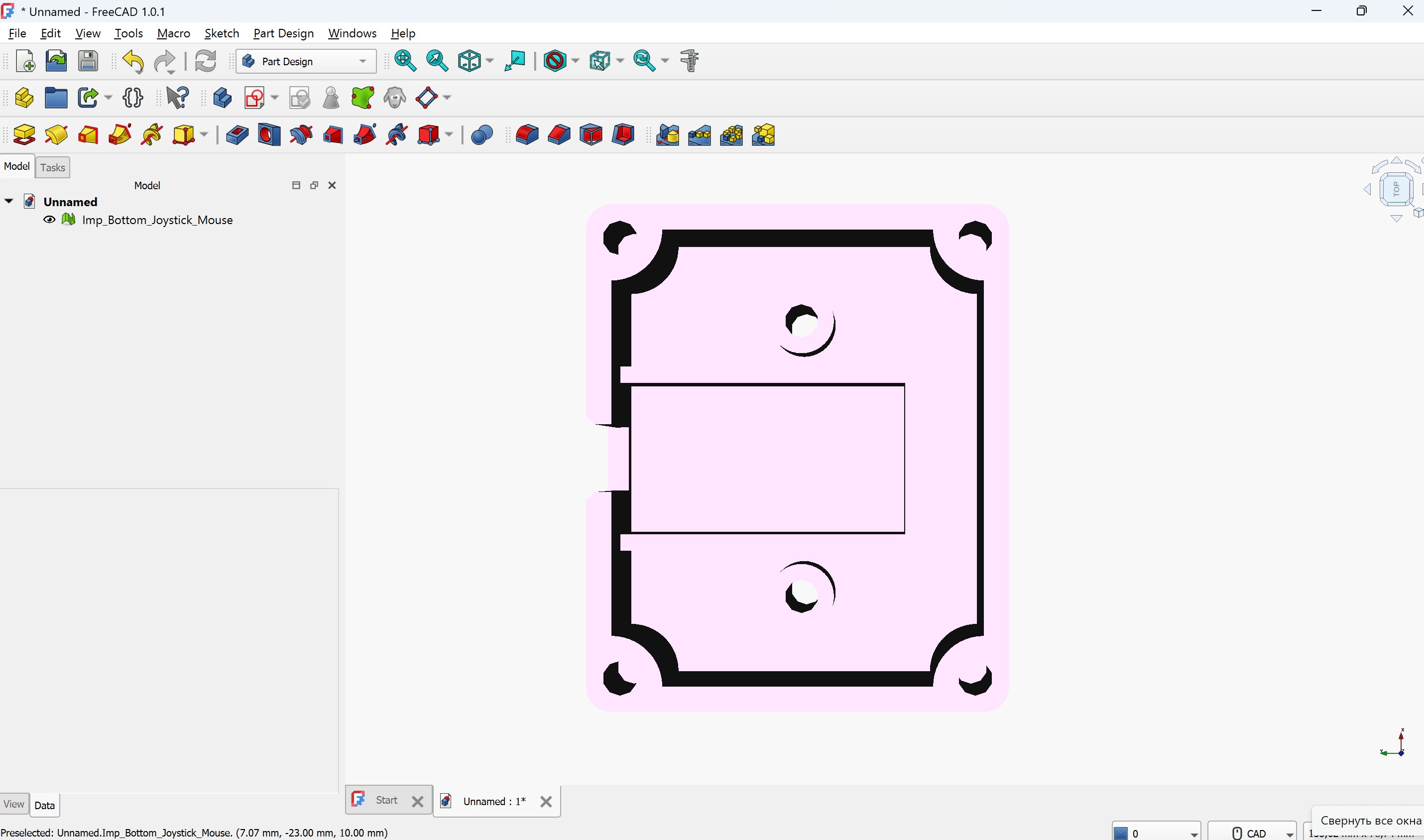
Примерка отверстий
В этой статье в качестве примера я взял 3D модель от автора Vinicius_Iwamoto с Thingiverse. Модель распространяется по лицензии Creative Commons, что означает возможность редактирования. В самой модели автор не указывает, какие резьбовые втулки использует и те втулки, которые я выбрал, не сильно подходят по диаметру. Было бы уместно чуть уменьшить внутренний диаметр отверстий с 4.5 мм до 4.1 мм. Модель для теста печатаю на Centauri Carbon от Elegoo — в этой статье я подробно рассказывал про подготовку и настройку печати.

Так и поступаю — открываю модель в редакторе и уменьшаю. Про то, как модифицировать модель штатными средствами слайсера я рассказывал в этой статье. Вполне можно добавить модификатор-цилиндр для заполнения лишнего пространства или вычесть объем в нужном месте для установки.
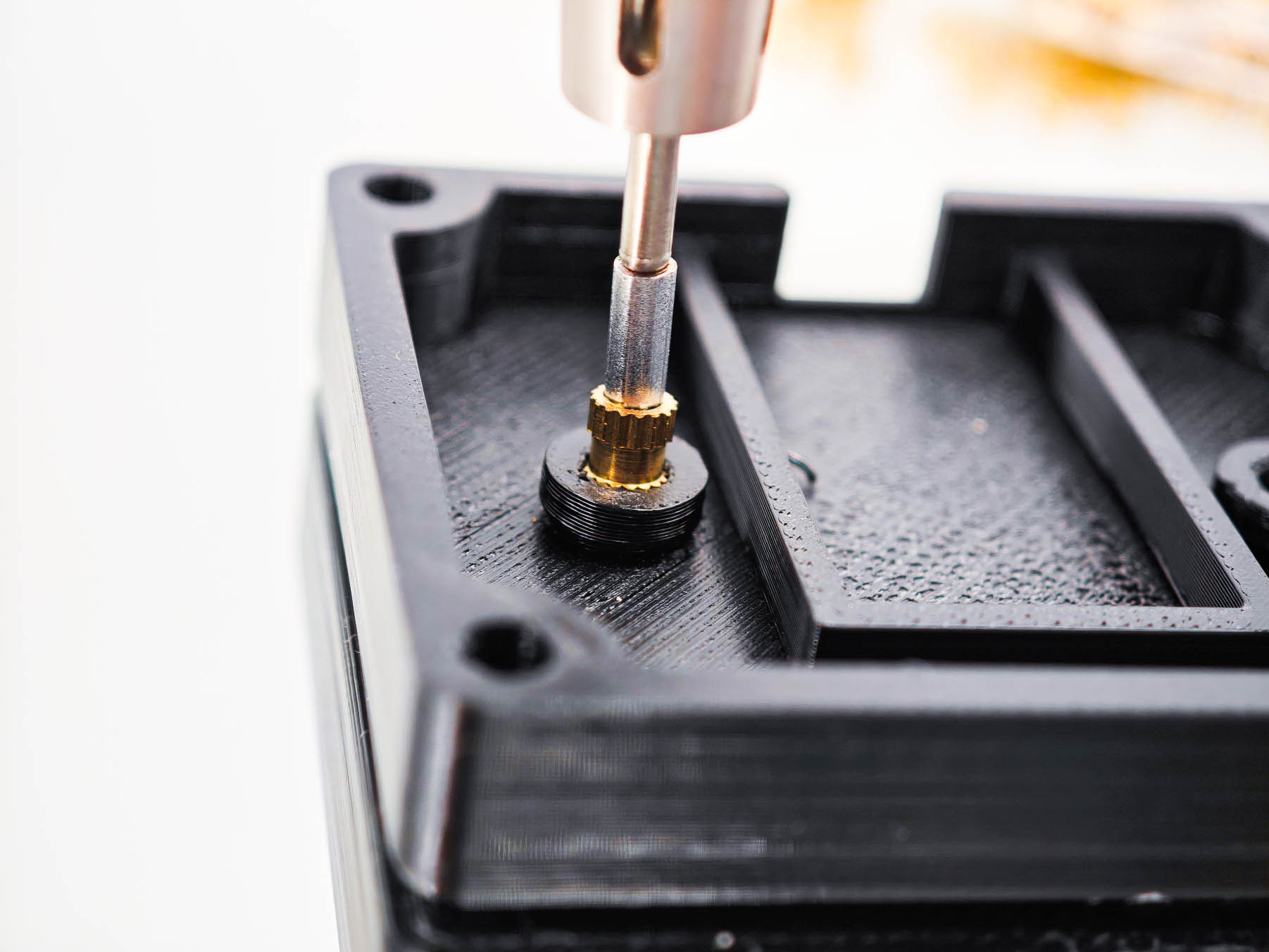
Установка с помощью паяльника
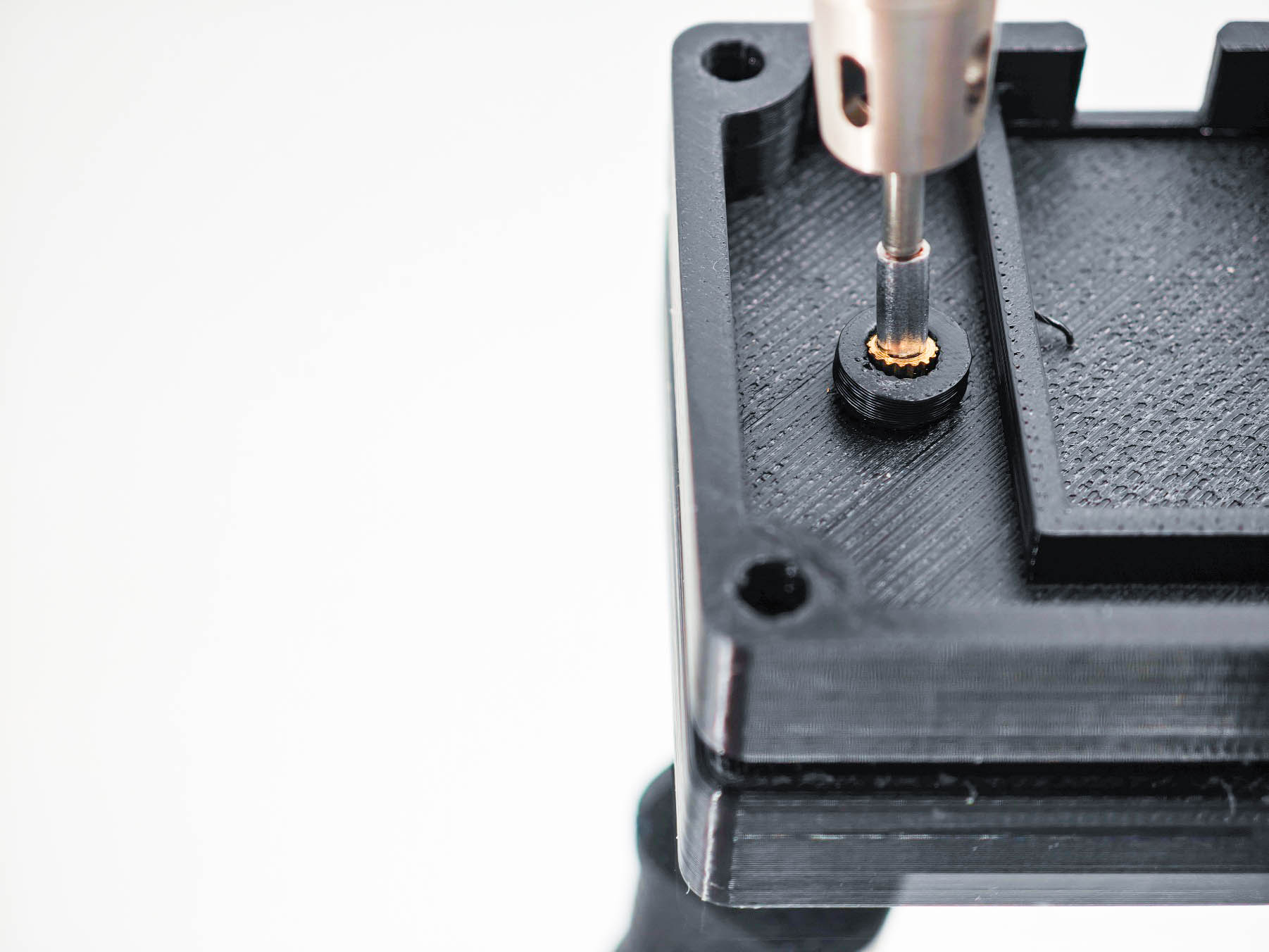
Для разогрева и вплавления втулок я использую обычный паяльник с регулировкой температуры. Устанавливаю 245 градусов для PETG с рабочей температурой 230-240 градусов. Имеет смысл ставить температуру чуть выше, чем пластик, в который вы планируете установку. Вставка входит туго или застревает — можно увеличить температуру на 10-20°C. У меня обычная конусная насадка, но более лучший эффект даст использование специальных жал-насадок для втулок.

Под действием тепла пластик размягчается, и вставка плавно погружается. Аккуратно без лишнего давления впрессовываю разогретые втулки в отверстия. Погружайте вставку до уровня заподлицо с поверхностью или чуть ниже. Сильно утапливать не стоит, самое главное — обращайте внимание на перпендикулярность установки. При большом угле отклонения сборка будет проблемной, особенно в случае, если крепежа много. Также отмечу, что многие используют специальные прессы или другие направляющие для обеспечения корректного угла установки втулок. После установки дайте пластику остыть 30-60 секунд.
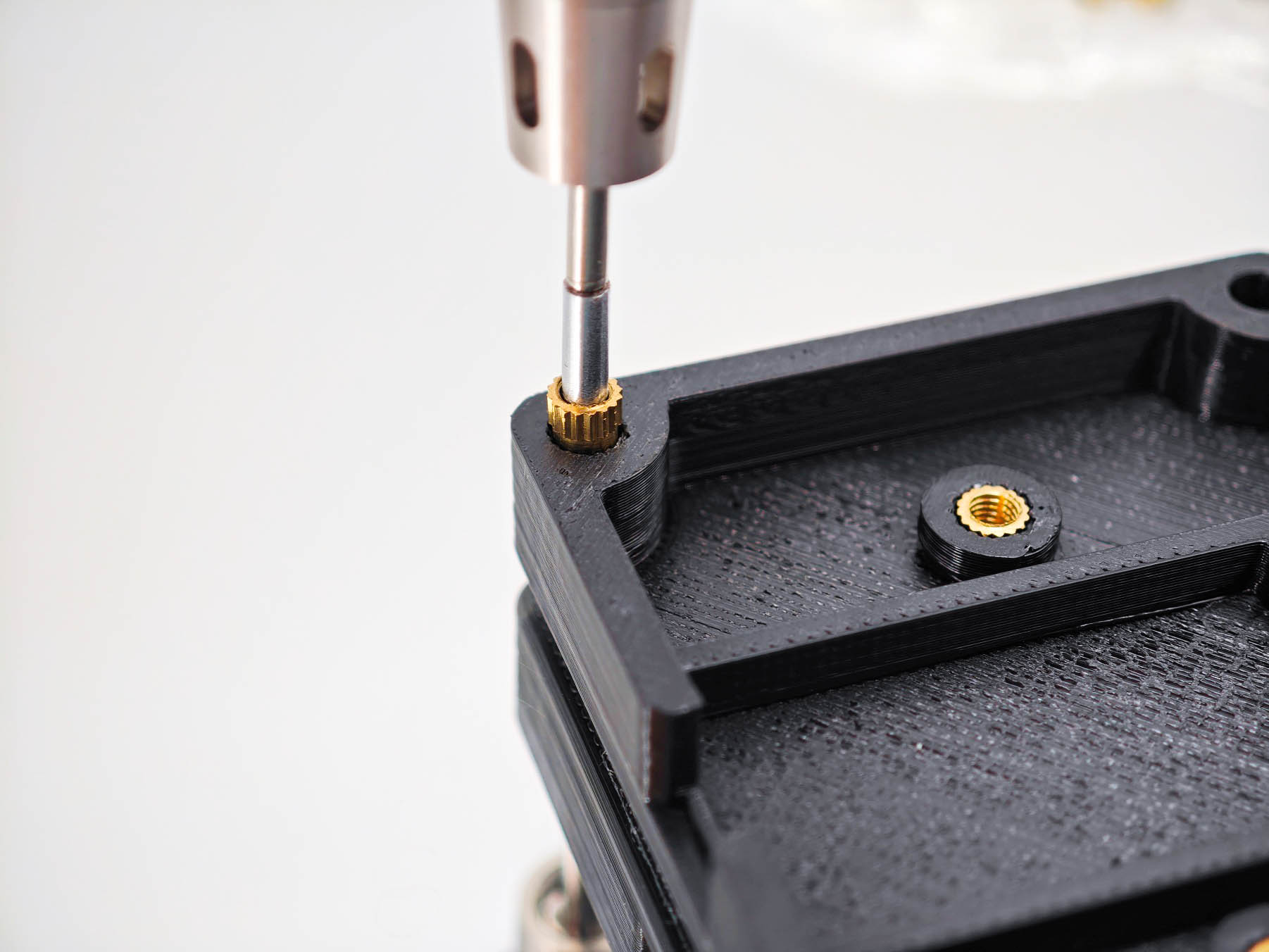

Собственно говоря, процесс установки резьбовых втулок закончен. Устанавливаем крепеж по местам, собираем изделие. Во время проверки и сборки для себя понял, что набор стоит заказать с большим количеством наименований — нужны бывают как втулки различного диаметра, так и втулки с различной длиной резьбы.

Вывод и ссылки
Вот такие резьбовые вставки с накаткой из латуни— довольно полезный компонент для создания надежных разборных соединений в 3D-печатных деталях и для сборки DIY-проектов. Не забывайте про допуск при проектировании отверстий для вплавления втулок (для М3 я использую отверстия диаметром 4.1 мм) и не забывайте про аккуратность при установке паяльником. Такие резьбовые вставки позволяют получить соединения, сравнимые по надежности с изделиями промышленного изготовления, что для бытовых задач более чем достаточно. Ниже привожу ссылки и артикулы для быстрого поиска в приложении Алиэкспресс.
Печатал модели на 3D принтере Centauri Carbon от Elegoo. Артикул для заказа: ALI2143024724.
Наборы с латунными резьбовыми вставками от 100 до 1400 штук в кейсе. Артикул для заказа: ALI2143177071.
Латунные резьбовые вставки отдельно по 20-100 штук. Артикул для заказа: ALI2143399732.











5 комментариев
Добавить комментарий
Да, мне тоже интересно было попробовать
Добавить комментарий