3D-принтер Anet ET4 Pro на тихих драйверах TMC2208
Всем привет! 3D-принтеры, благодаря большому количеству китайских производителей подобных девайсов, перестали быть чем-то экзотическим и вполне доступны практически любому желающему приобщиться к миру трехмерной печати, т.к. средняя цена моделей с неплохими характеристиками и качеством печати, уже почти не кусается и сопоставима со стоимостью смартфона средних параметров. Отмечу, что конкуренция делает свое дело и заставляет принтеростроителей постоянно внедрять новые фишки в базовые модели, которые раньше были доступны исключительно на дорогих девайсах. В этом обзоре я расскажу о новой модели FDM прин ANET ET4 PRO от уже давно и хорошо зарекомендовавшей себя компании Anet.

Основной фишкой новинки, является использование в электронной части устройства бесшумных драйверов шаговых двигателей TMC2208, благодаря которым, при работе принтера, существенно снижается уровень шума, что существенно влияет на комфорт окружающих, находящихся в помещении где происходит 3d печать.
Есть более дешевая модель с теми же характеристиками, но на обычных драйверах — Anet ET4 X
Для меня это первый собственный 3D принтер, поэтому не взыщите, если некоторые моменты, которые для опытных пользователей кажутся очевидными, для меня явились откровением :) Но обо всем по-порядку...
Принтер приехал в большой коробке весом около 10кг:
 |  |
Все содержимое отлично упаковано в толстый вспененный материал, поэтому доехало без повреждений. Это важно, т.к. принтер идет, практически, в собранном состоянии, и повреждение геометрии полностью алюминиевой рамы может существенно сказаться на качестве печати в целом и ее возможности в принципе. В отдельном отделении находится hot-end, т.е. часть печатающей головки, которая и выполняет печать пластиком:

Упаковка двухярусная, вверху расположена рама со смонтированной на ней направляющей печатающей головки, в нижнем ярусе расположен основной блок с уже установленным подогреваемым столом для печати:
 |  |
Отмечу, что все элементы, которые хоть как-то могут пострадать при доставке, защищены производителем дополнительной упаковкой:
 |  |
 |  |
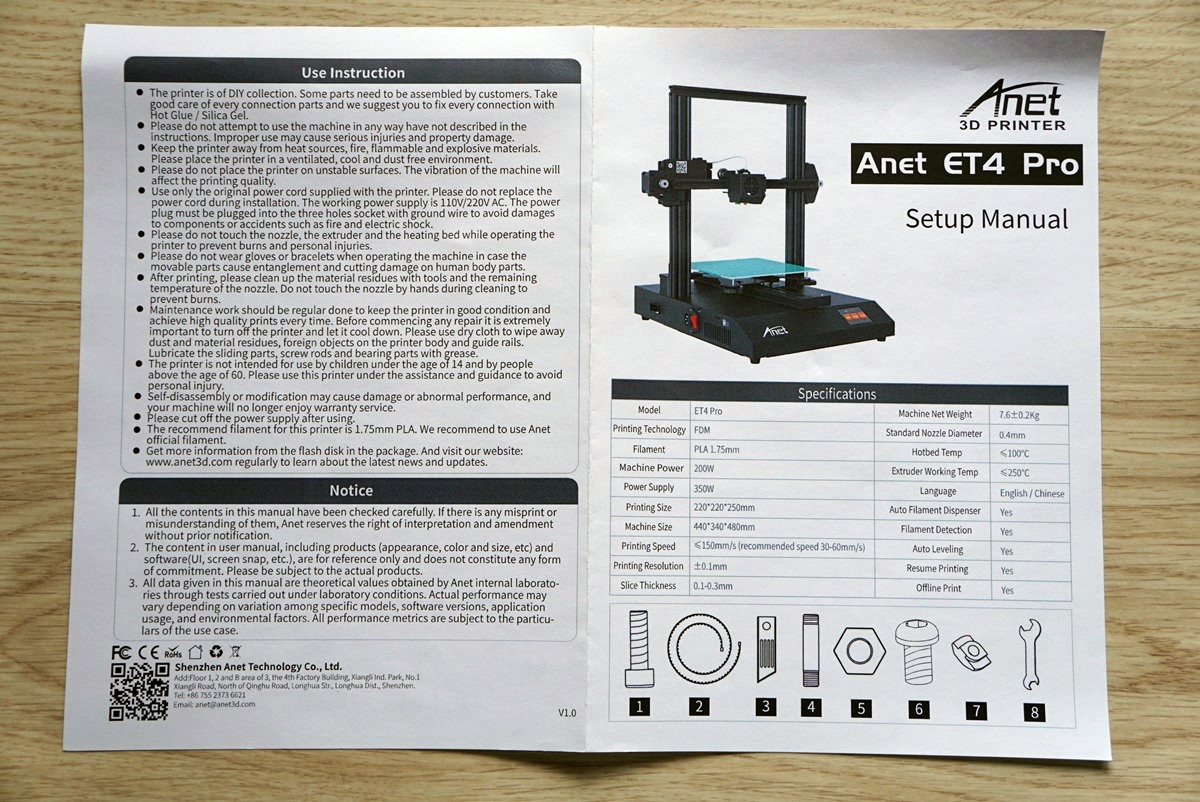
Характеристики модели ET4 PRO:
- Модель: ET4 PRO
- Технология печати: FDM
- Тип печатающего блока: 1xBowden extruder
- Тип материала для печати: пластики PLA, ABS, HIPS и аналоги
- Диаметр филамента: 1.75мм
- Материал изготовления рамы: алюминий
- Площадь печати: 220х220х250мм
- Диаметр сопла: 0.4мм
- Точность: ±0.1мм
- Толщина слоя: 0.1-0.3мм
- Варианты загрузки моделей: подключение к компьютеру; off-line с microSD
- LCD-дисплей: цветной 2.8 дюйма
- Максимальная скорость печати: до 150мм/c
- Рекомендованная скорость печати: 30-60мм/с
- Материал стола (HotBed): алюминиевая платформа + закаленное стекло или термонакладка
- Температура экструдера: до 250°С
- Температура HotBed: до 100°С
- Размер 3D принтера: 510x485x250мм
- Вес: 7.6 кг
Часть характеристик можно увидеть на табличке базового блока:

Особенности данной модели: бесшумные драйверы шаговых двигателей TMC2208; полностью металлическая конструкция рамы; встроенный регулируемый сенсор расстояния печатающего сопла до стола; автокалибровка по 25 точкам; пауза и возобновление печати; контроль наличия филамента в экструдере; офлайн печать с карты памяти.
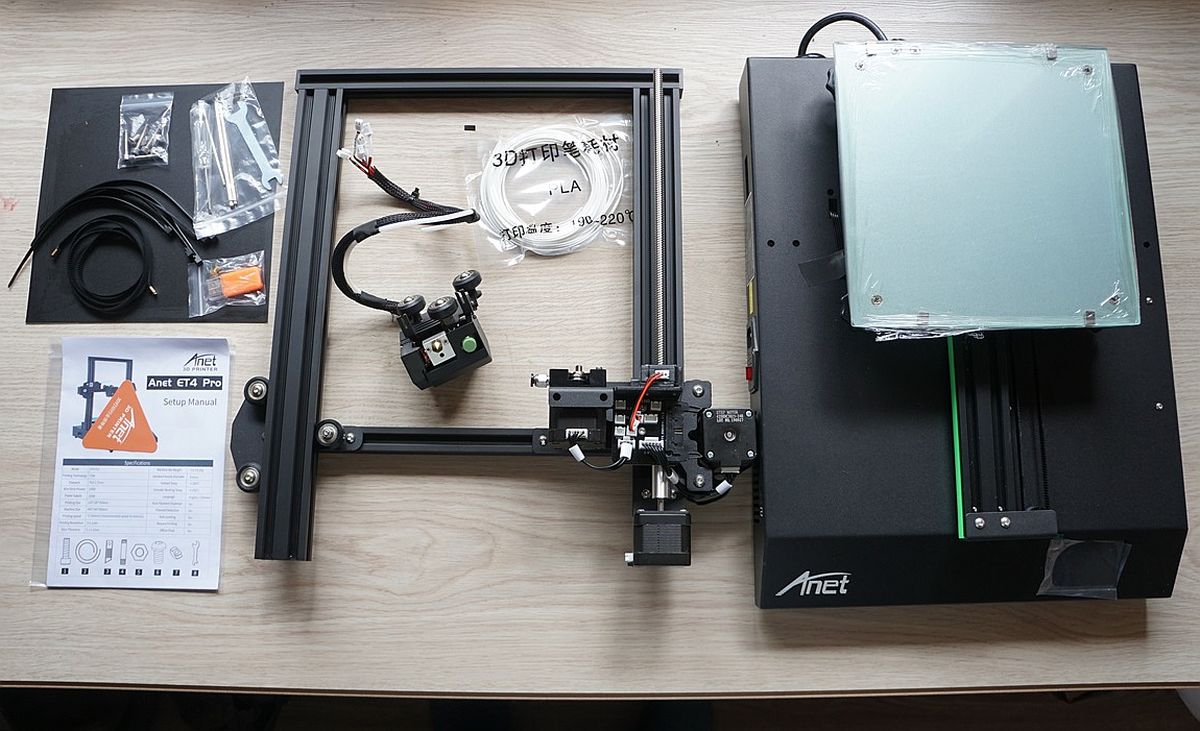
Комплектация богатая, в составе идет все что необходимо для сборки и начала печати:
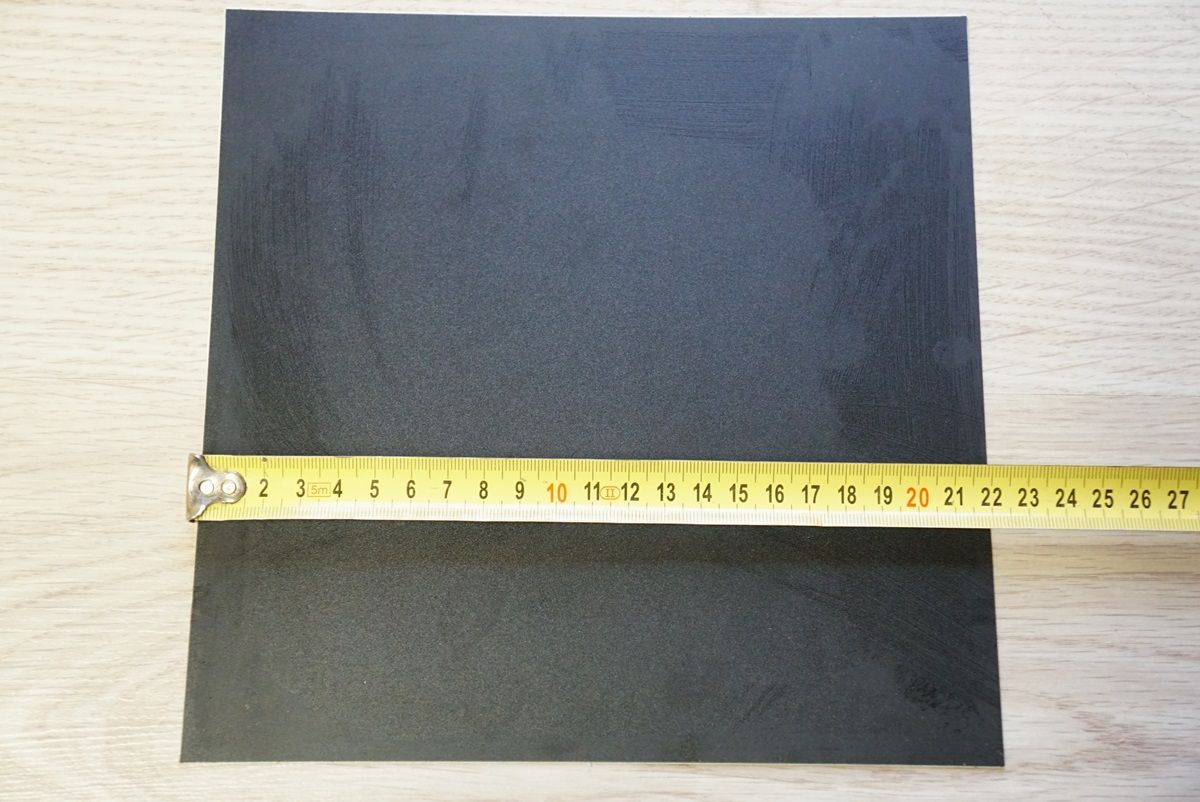
- принтер и комплектующие: крепеж, ремни, закаленное стекло, термонаклейка на HotBed итд.
- набор ключей (3 шестигранника + двухсторонний накидной ключ и отвертка)
- карта памяти microSD 8Gb + картридер
- Запасное сопло и предохранитель
- Пробник PLA пластика (10м)
- кабель питания
- держатель катушки с филаментом
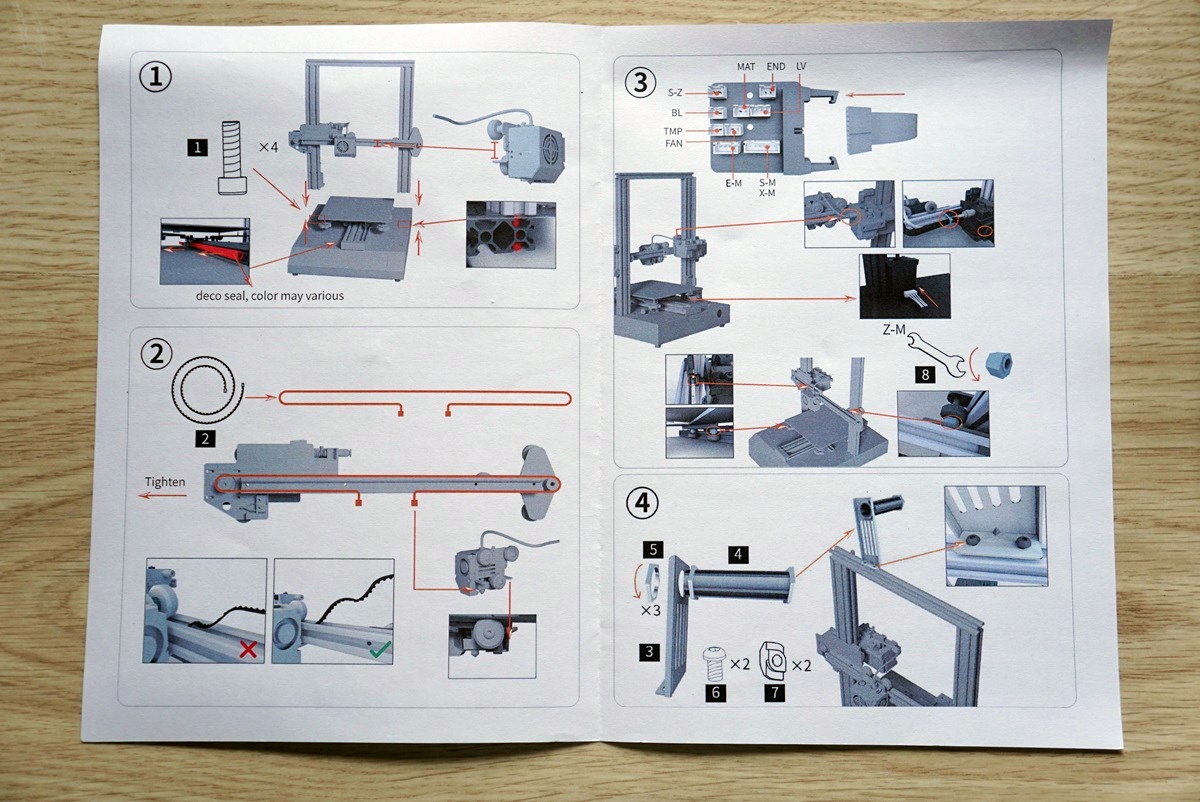
- инструкции
 |  |
 |  |
Дополнительно в моей комплектации была катушка 1кг с филаментом (цвет случайный), мне прислали ярко желтый:
 |  |
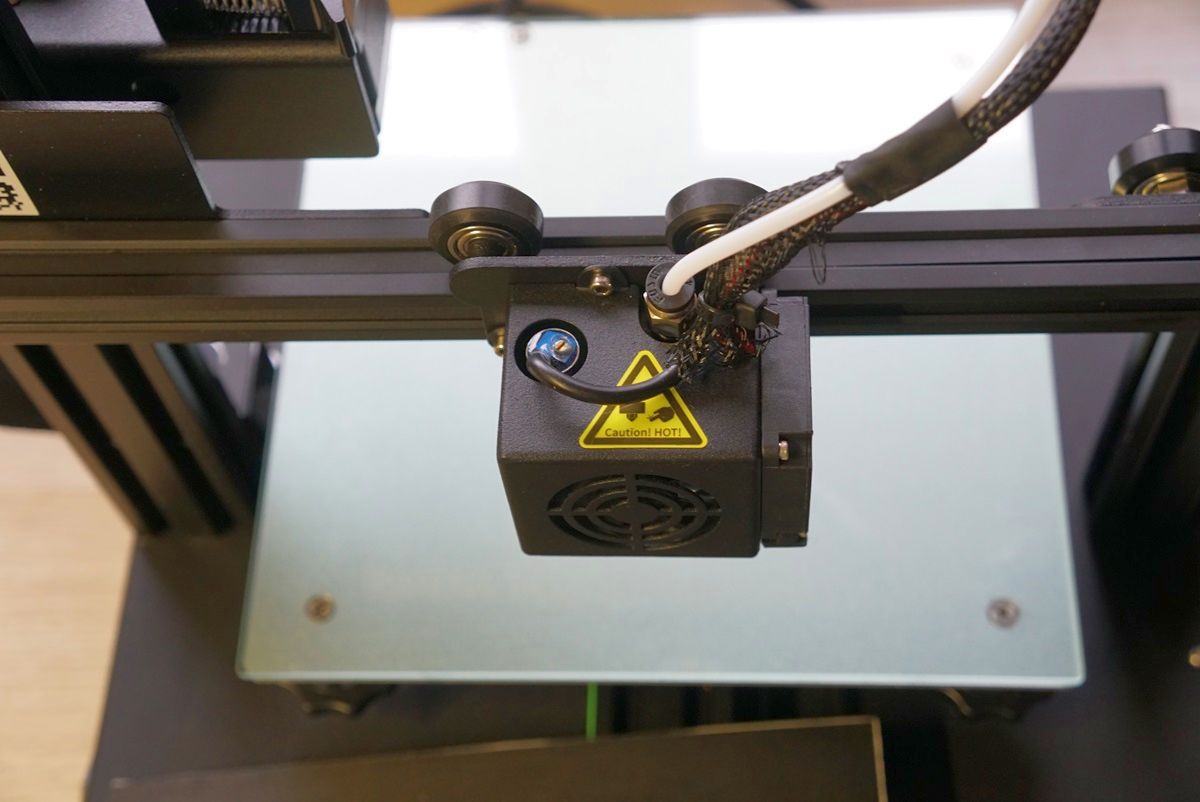
В конструкции принтера используется классическая схема экструдера типа Bowden. Hot-end уже идет в сборе со всеми защитными кожухами, вентиляторами, трубками и соплом обдува и его достаточно только установить на направляющую, подключить разъемы и защелкнуть трубку подачи пластика в соответствующих фитингах подающего механизма.
 |  |
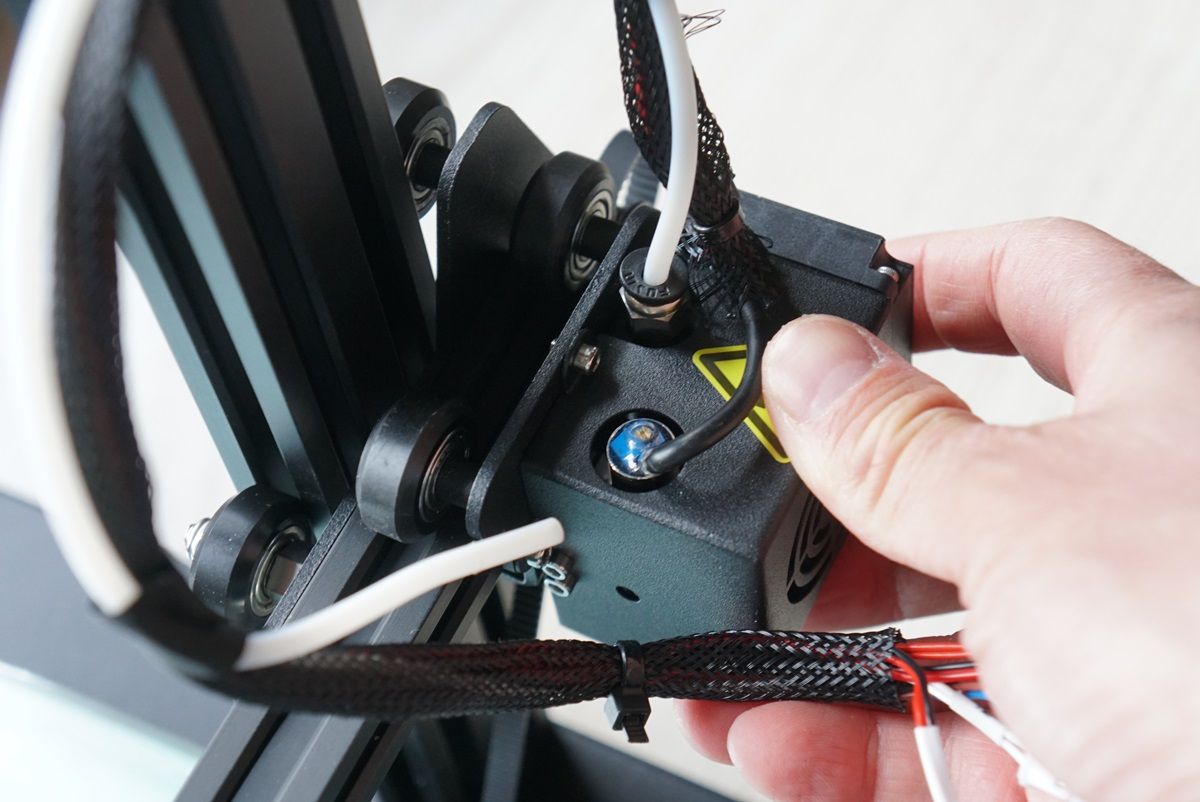
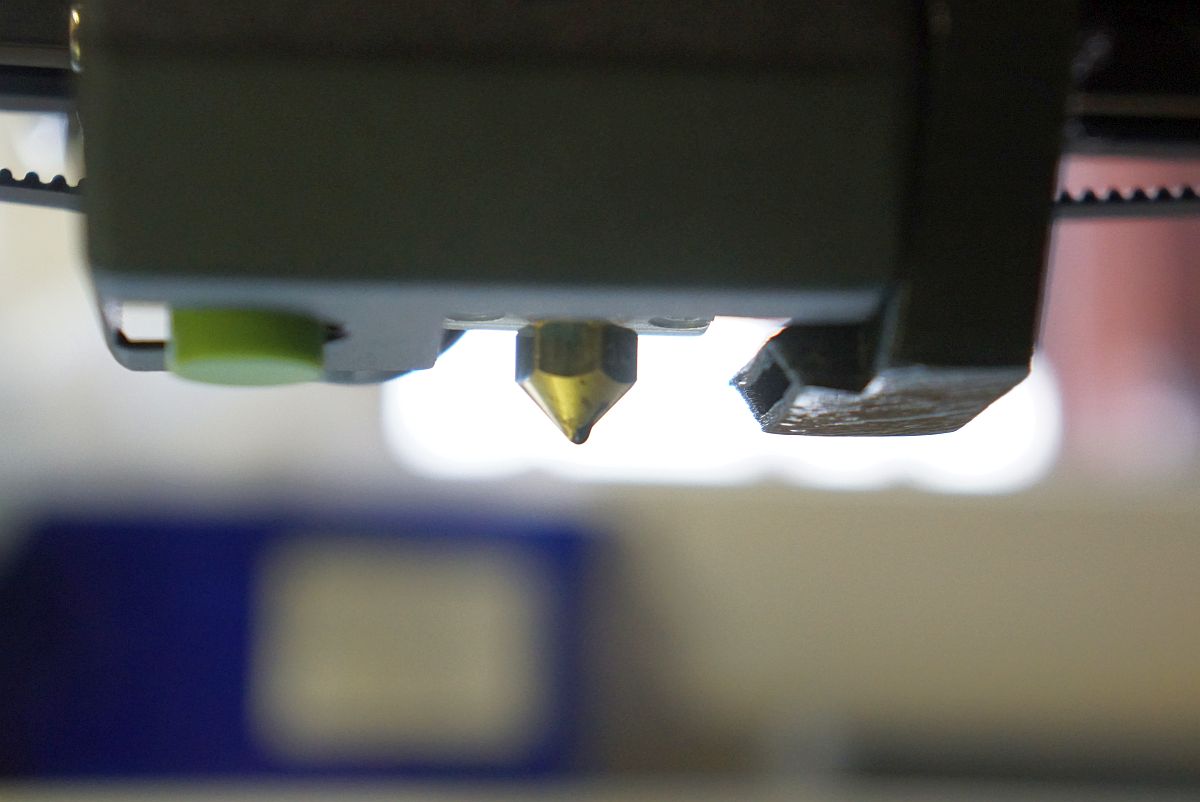
Отмечу, что еще одной отличительной особенностью моей комплектации является присутствие сенсора, устанавливаемого на Hot-end и измеряющего расстояние до стола для возможности автоматической калибровки принтера (на картинках ниже это цилиндрик с синей заливкой и регулировочным винтом, а со стороны где расположено сопло — зеленая крышечка). Кроме этого на нижнем фото видно, что некоторые детали, например, сопло обдува, сами напечатаны на 3D принтере — «роботы делают роботов» :)
 |  |
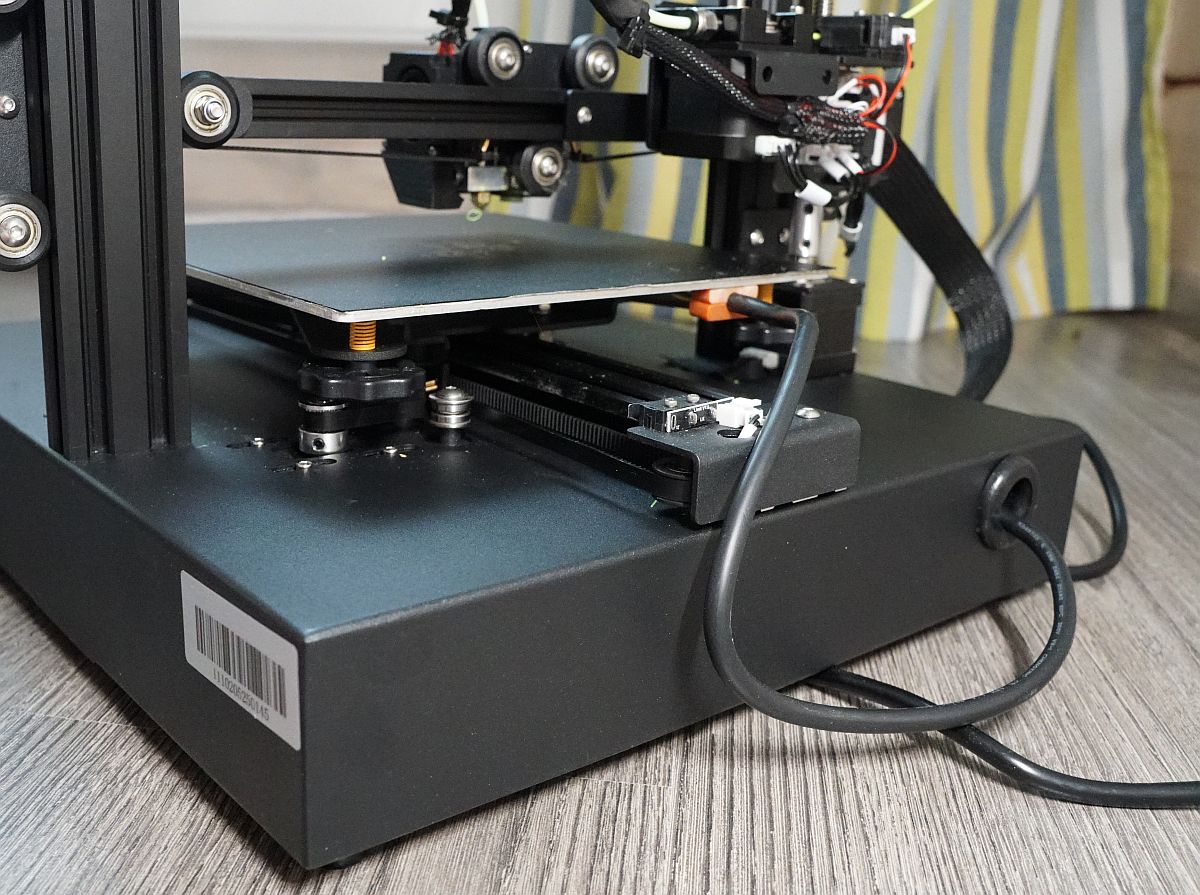
Основной блок оснащен отдельным выключателем питания и предохранителем, на той же стороне отверстие для установки карты памяти и разъем для подключения к компьютеру (правда не стандартный USB, а как у обычных принтеров), также, присутствуют прорези обдува блока питания, а для кабелей и шлейфов в нужных местах сделаны соответствующие отверстия:
 |  |
 |  |
Платформа с нижней стороны. Все кабели закреплены и сама сборка производит приятное впечатление:

Вид сзади:
На передней панели расположен дисплей:

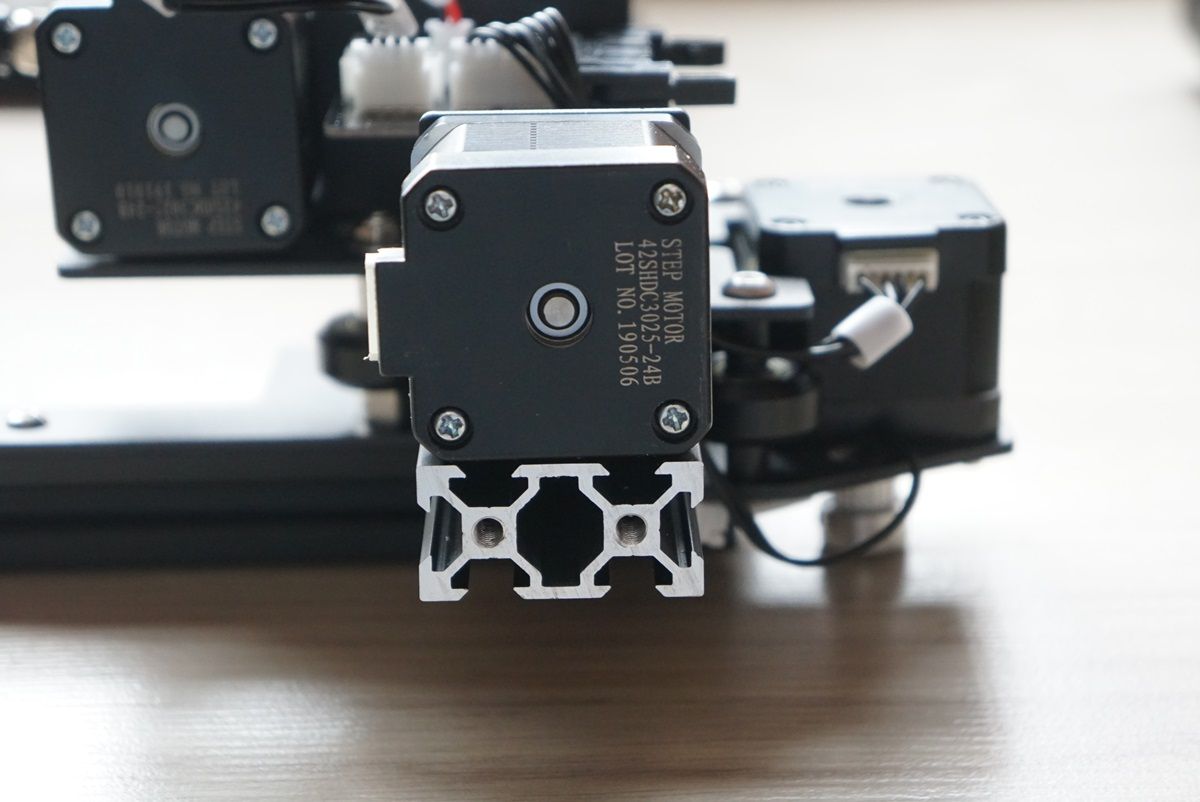
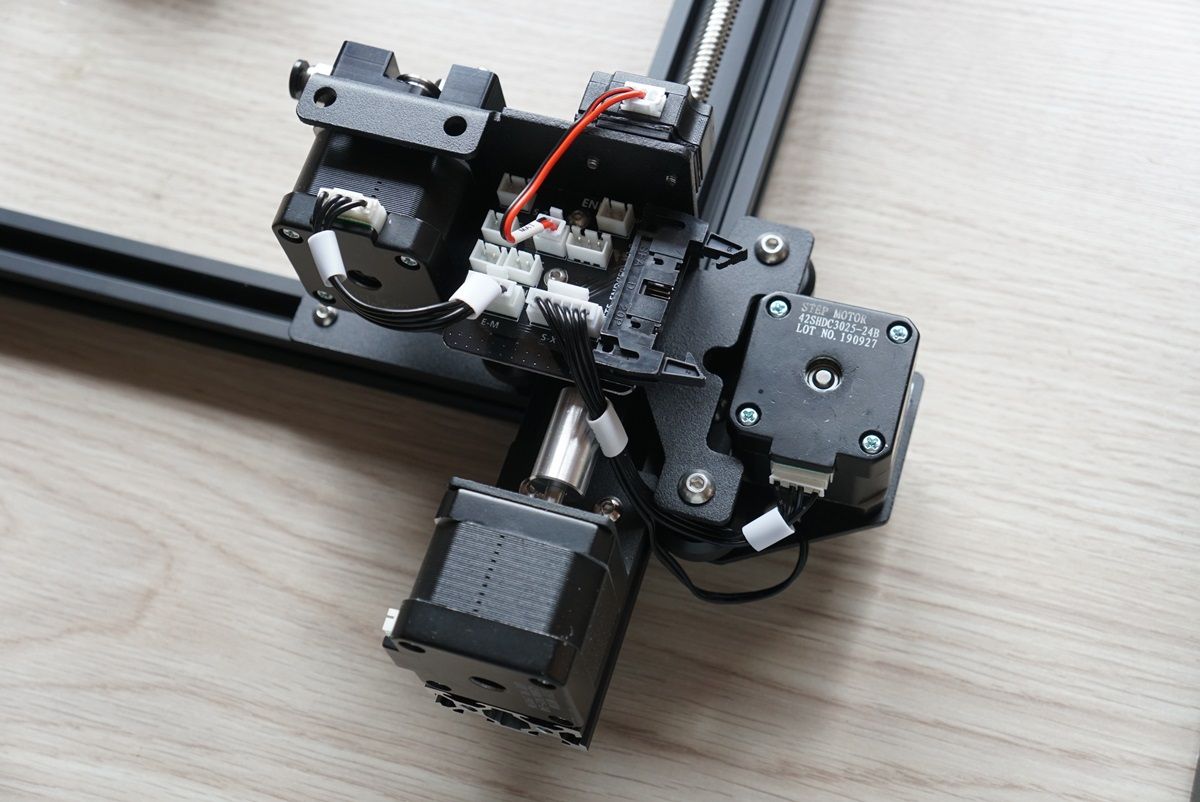
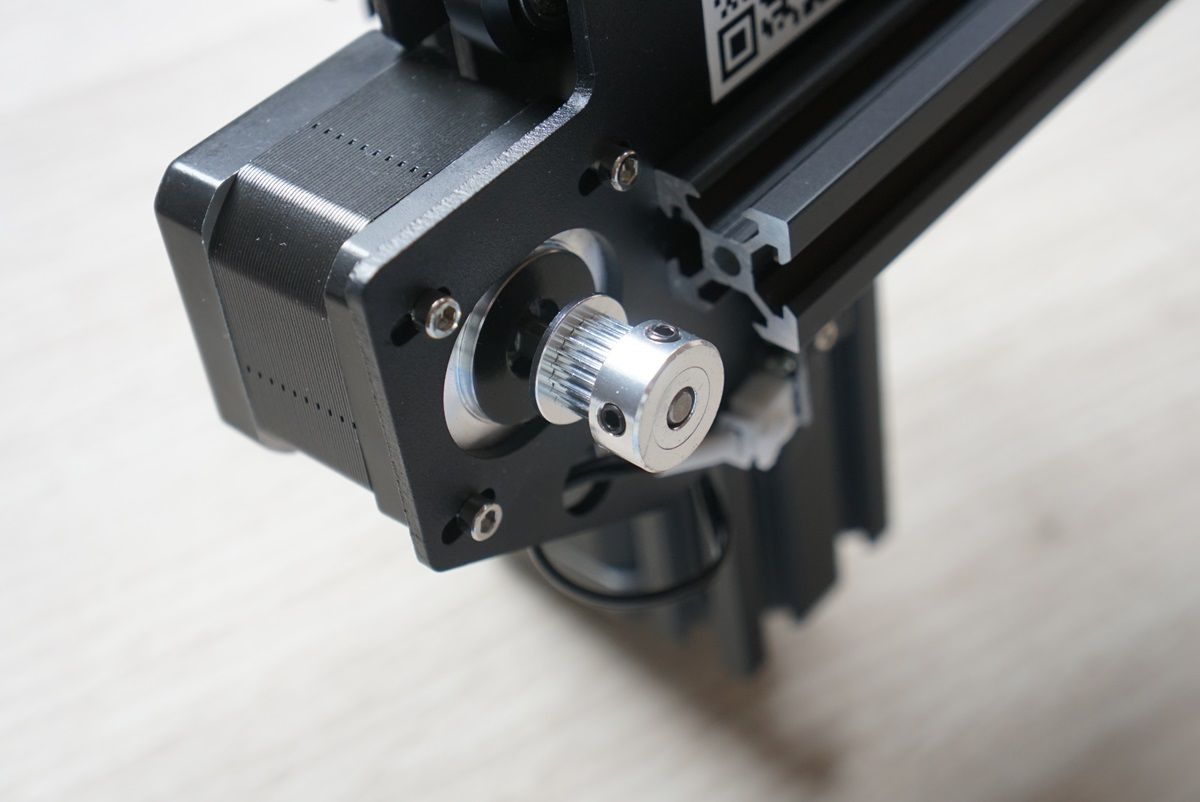
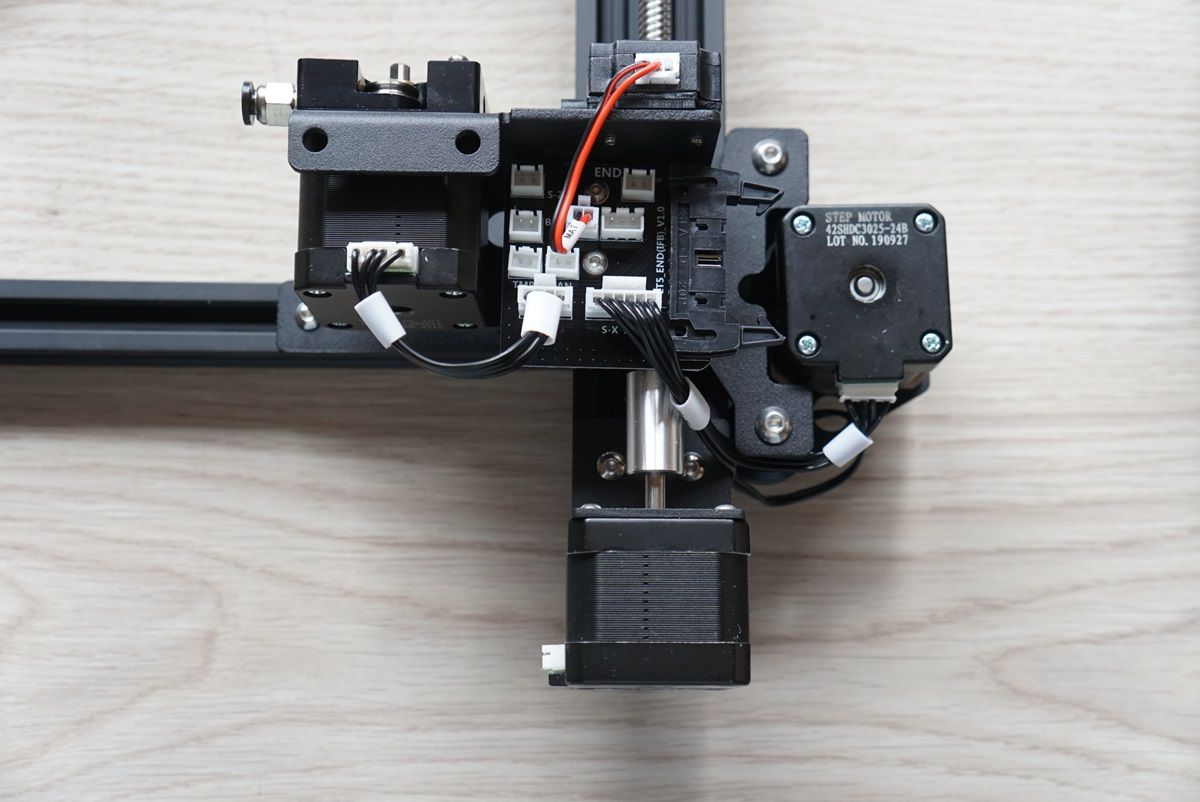
На раме уже установлены все шаговые двигатели и плата подключения, сама рама выполнена из двойного алюминиевого профиля:
 |  |
 |  |
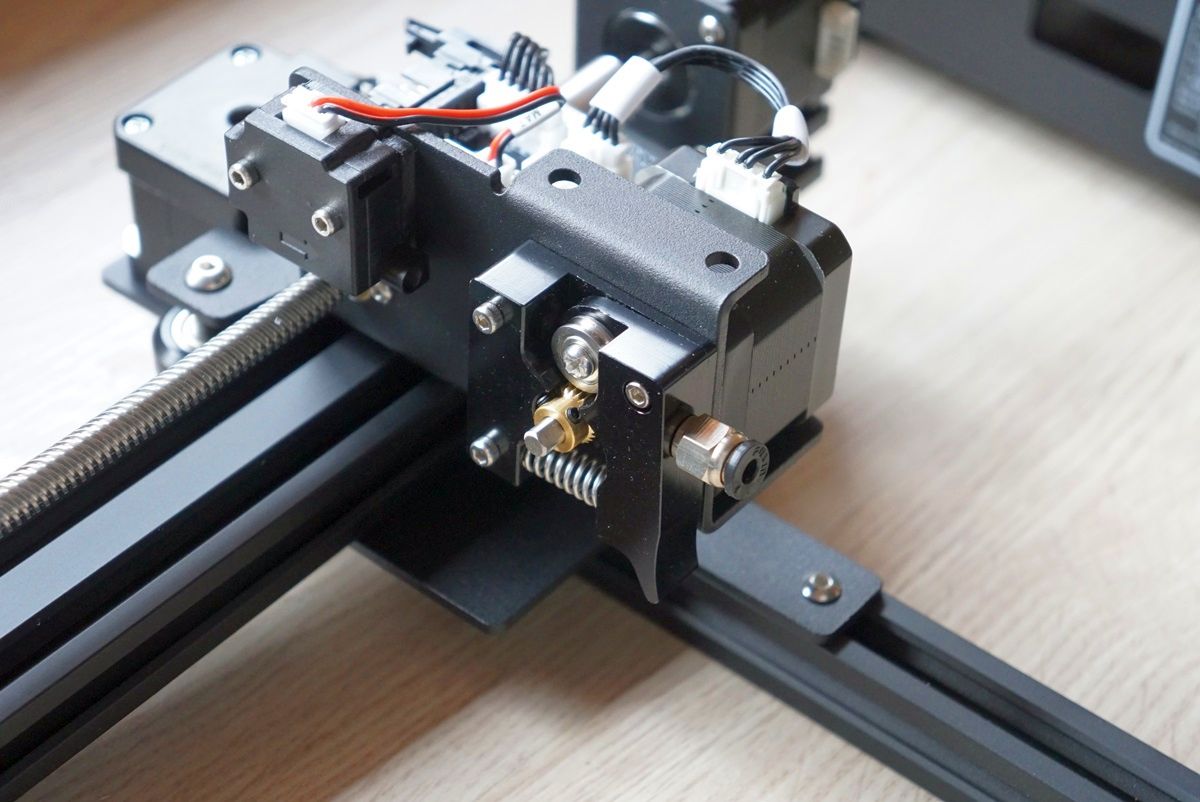
Подающий механизм с датчиком наличия филамента и концевики:
 |  |
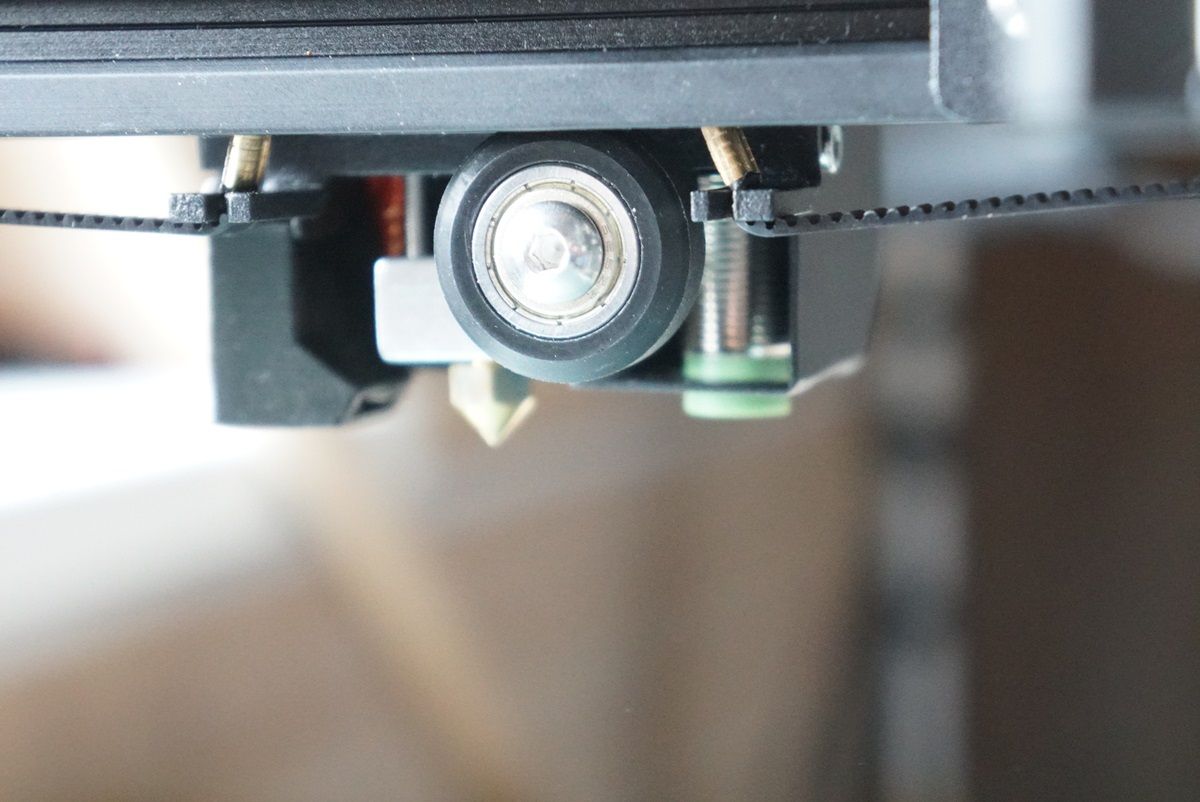
Ролики алюминиевые:
Рама крепиться к основанию двумя винтами с каждой стороны, конец длинного винта оси Z сверху не фиксируется, насколько я изучал вопрос, смысла в таком закреплении никакого нет, важно, чтобы сам винт был ровным:

Установка печатающего блока элементарная, некоторую проблему может вызвать только установка ремней, т.к. нужно заправить в соответствующее зажимы их концы, сделать это лучше либо сняв ролик, либо ослабив винты с помощью которых регулируется натяжение этих ремней:
 |  |
 |  |
Трубка подачи филамента фиксируется в самозажимных фитингах:
 | 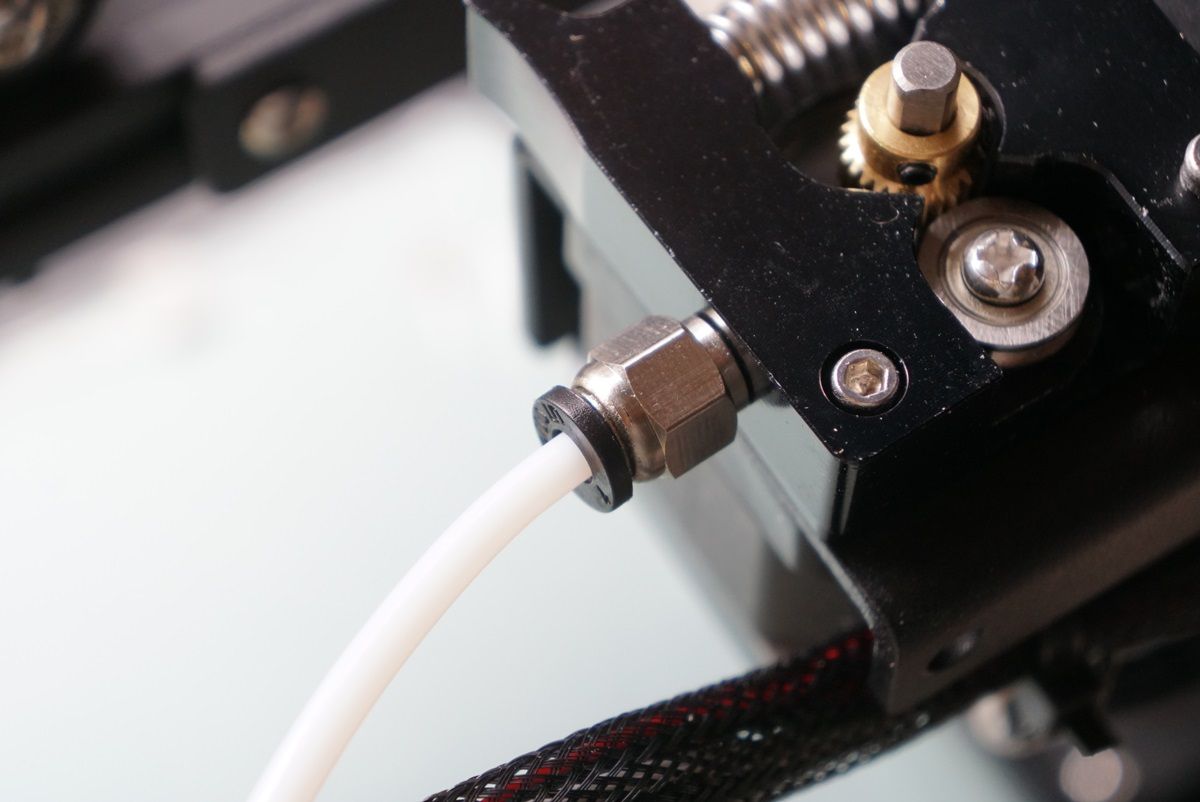 |
Смонтированная печатающая головка:
Некоторые элементы конструкции, например, сопло обдува. напечатаны на принтере:
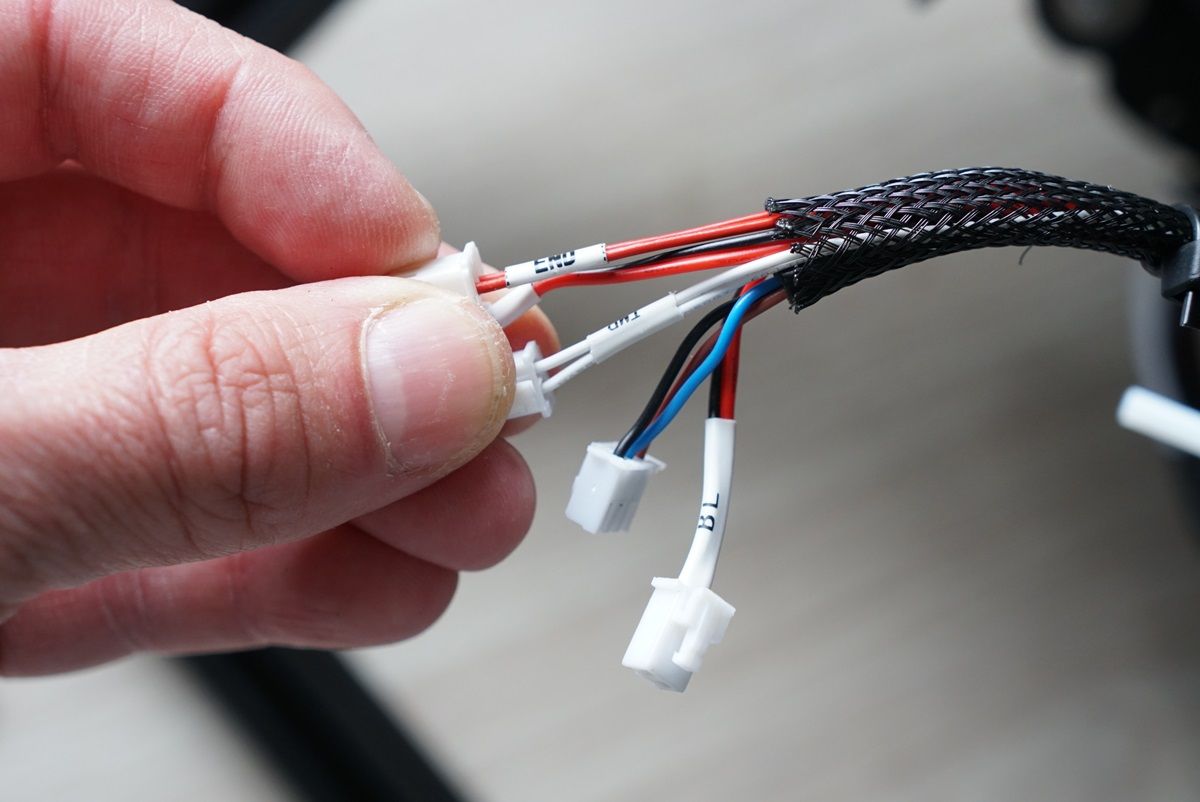
Все двигатели подключаются к плате промаркированными разъемами:
 |  |
 |  |
В завершение устанавливаем держатель филамента:
 |  |
После монтажа, который неспешно занимает около 40-50 минут, принтер готов к печати...

Естественно, «готов» это весьма условно, печатать он будет, но вопрос в качестве результата печати. Несмотря на то, что в инструкции производитель пишет, что девайс преднастроен на заводе, надо понимать, что, практически, любой китайский 3D принтер, это некий DIY проект и минимальная настройка и регулировка просто необходимы. Мне, как говориться, «горело» и я, не особо «заморочившись», решил начать печатать сразу и, в принципе, то, что получалось на выходе, было похоже на модель, которую я отправлял на печать, но… не совсем, фотки сравнения до и после настройки приведу чуть ниже. Если сжато, то, в целом, существенных «танцев с бубнами», если есть некоторое понимание процесса, для настройки не требуется, хотя это творческий процесс: нужно отрегулировать натяжение ремней по осям Y и X (ослабив винты и натянув ролик ремня, снова затянуть винты) и отрегулировать эксцентрики прижима роликов направляющих таким образом, чтобы они с некоторым усилием могли проворачиваться рукой:


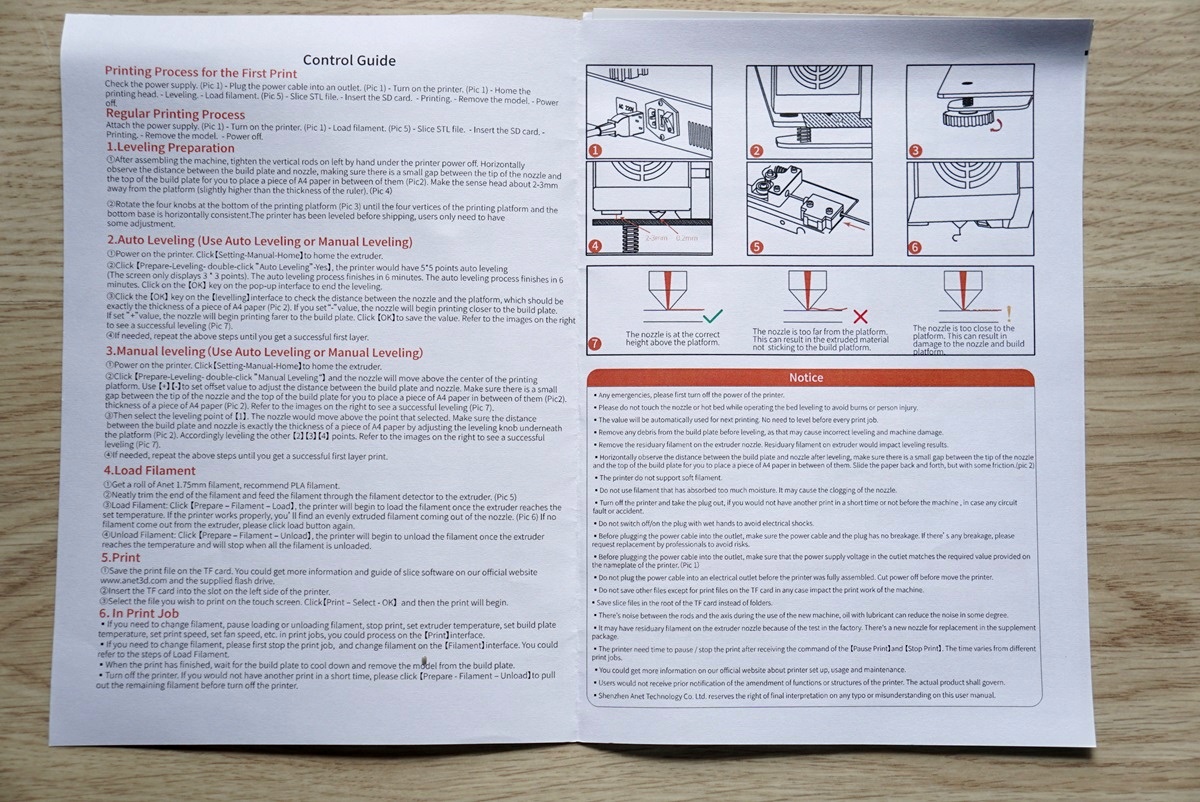
Кроме этого, важно настроить горизонтальность стола для печати. Использование поплавкового уровня малоэффективно, поэтому нужно использовать встроенную калибровку, о которой расскажу немного подробнее.
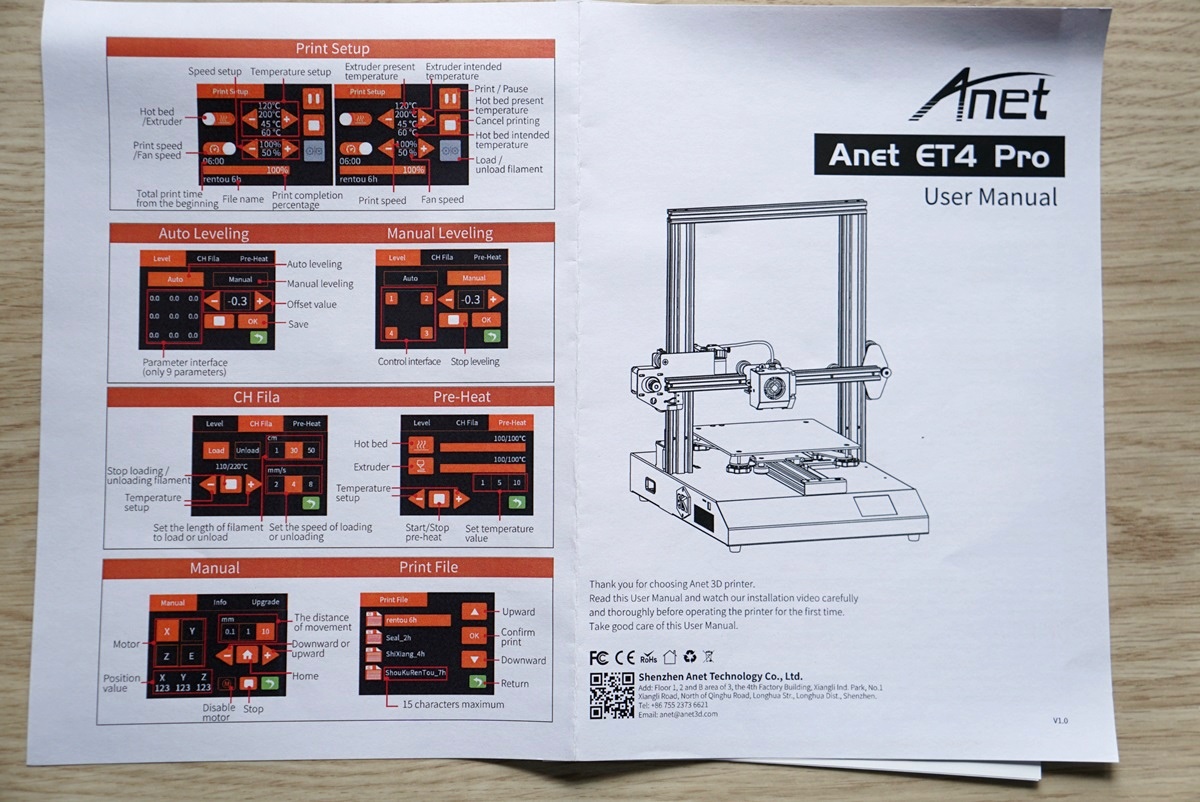
После включения принтера на небольшом сенсорном дисплее появляется три кнопки: Print, Prepare и Setting. Все пункты очень просты и, почти, интуитивно понятны, создалось впечатление, что Anet сделали максимально упрощенное меню специально, для простоты использования.

Начну справа налево, т.к. именно так, по идее, нужно подготавливать принтер к печати. С помощью кнопки Setting, на самом деле, мало что можно настроить, тут есть возможность проверить работоспособность всех осей принтера, «запарковать» печатающую головку, чтобы посмотреть с какого места и высоты будет начата печать, посмотреть информацию о принтере и версии ПО, а также, обновить прошивку (если она записана на microSd карту) и, в общем-то, все:
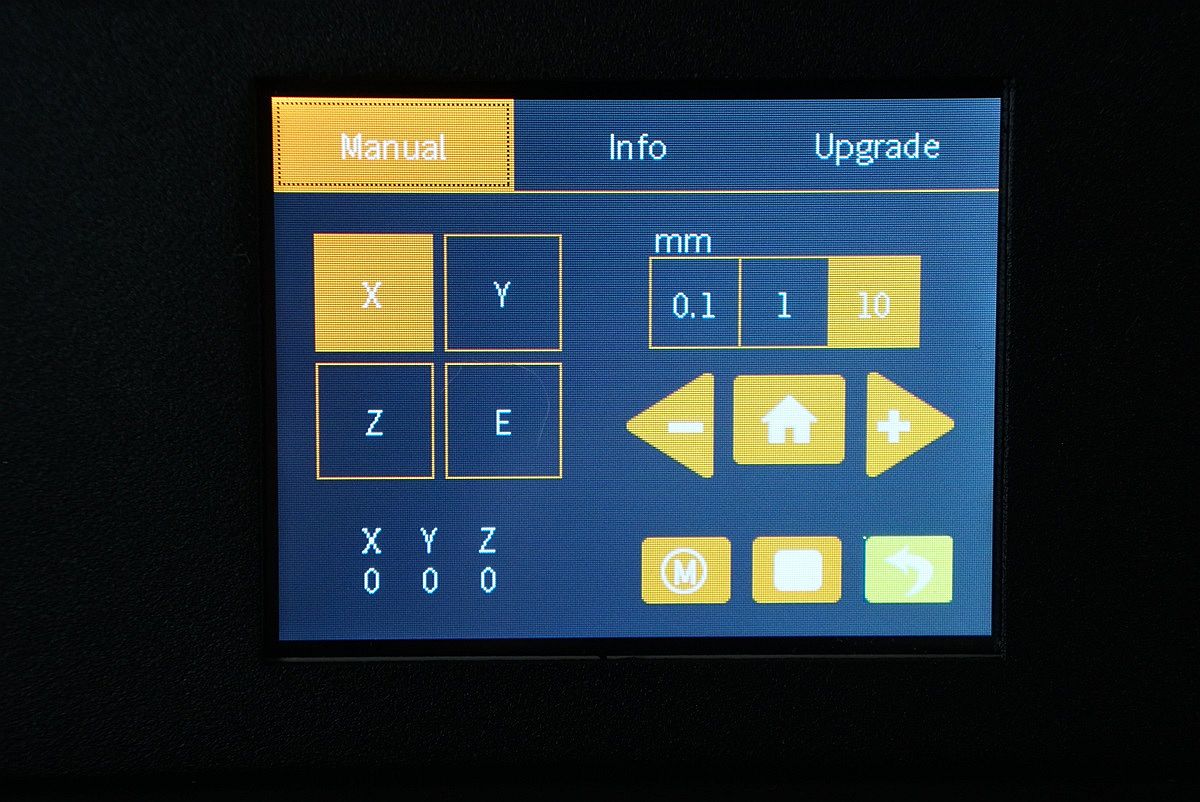 | 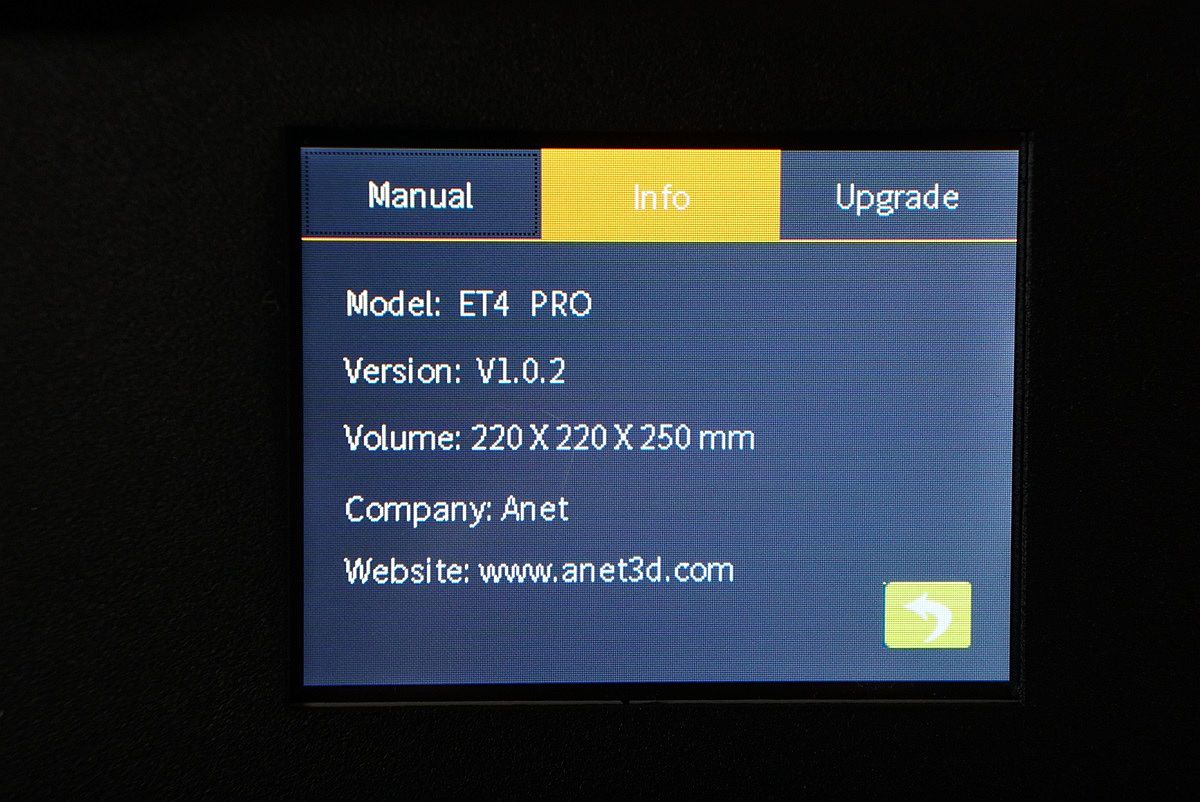 |  |
Центральная кнопка Prepare основного меню, самая главная по настройкам, тут мы проводим калибровку стола для печати и высоты сопла над ним, причем делать это нужно параллельно с регулировкой винта чувствительности сенсора на самой печатающей головке, по инструкции он должен срабатывать на высоте 2-3мм от поверхности стола, а высота сопла не превышать 0.2мм (толщина листа обычной бумаги для принтера, который я и использовал для калибровки):

Естественно, в инструкции про регулировку чувствительности сенсора ничего не написано, и я, некоторое время, не мог понять, почему у меня головка упирается в стол и скребет по нему, вычерчивая «узоры» на поверхности термонакладки, но в итоге победил и настроил так, чтобы сенсор срабатывал лишь при минимальном касании соплом поверхности. При срабатывании сенсора, на мгновенье загорается красный светодиод и печатающая головка начинает движение по оси Z в сторону противоположную от столика для печати:

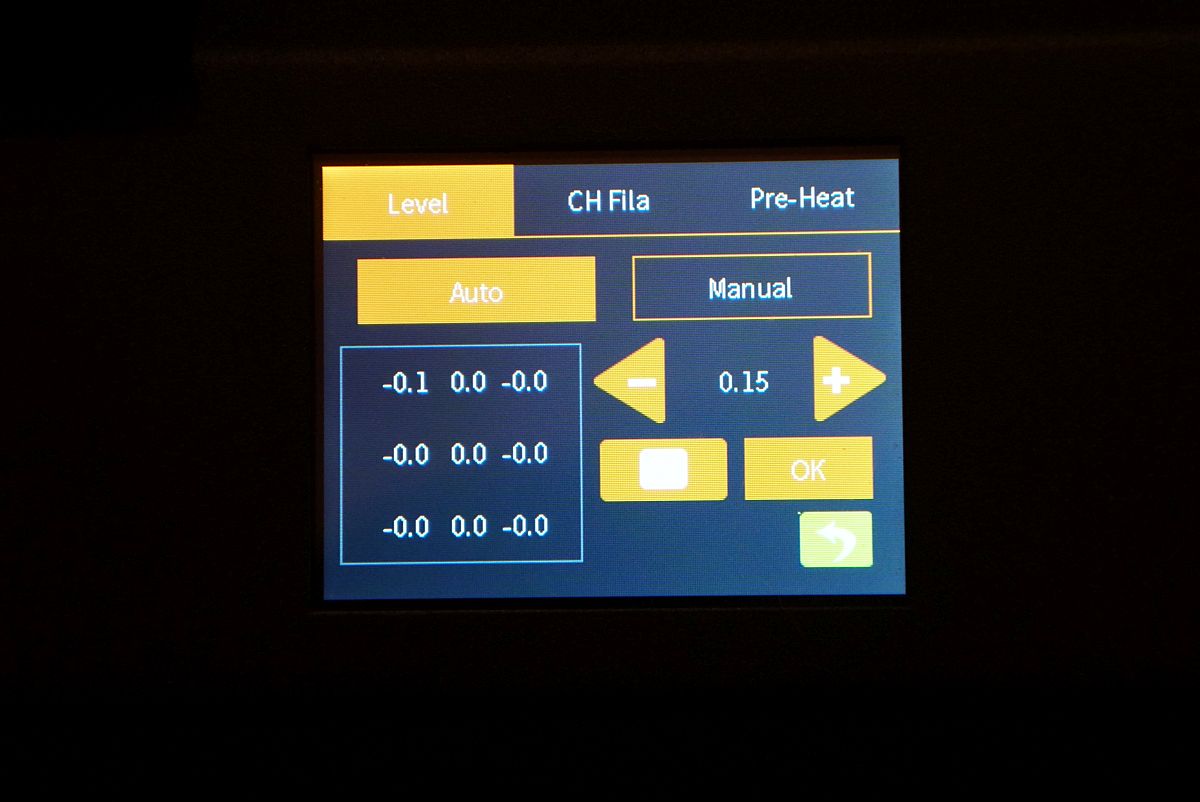
Но вернусь к калибровке, которая проводится в пункте Prepare, возможны 2 режима, «автоматически» и «ручной». Ручной, по моему сугубо личному мнению, малополезен, и настраивал я именно в автоматическом режиме. Калибровка проводится по 25 точкам в течении 5 минут, печатающая головка последовательно касается соплом разные точки стола (как бы точек пересечений сетки 5x5), но выводит на дисплей всего девять цифр, т.е. через одно измеренное значение, этого вполне достаточно, чтобы понять насколько стол стоит криво. При первой калибровке может получиться вот такой ужас (цифры на фото ниже), и тут мы начинаем вручную регулировать четыре пружинных барашка высоты стола на каждом из его углов и настраивать сенсор головки (его достаточно отрегулировать один раз):
 | 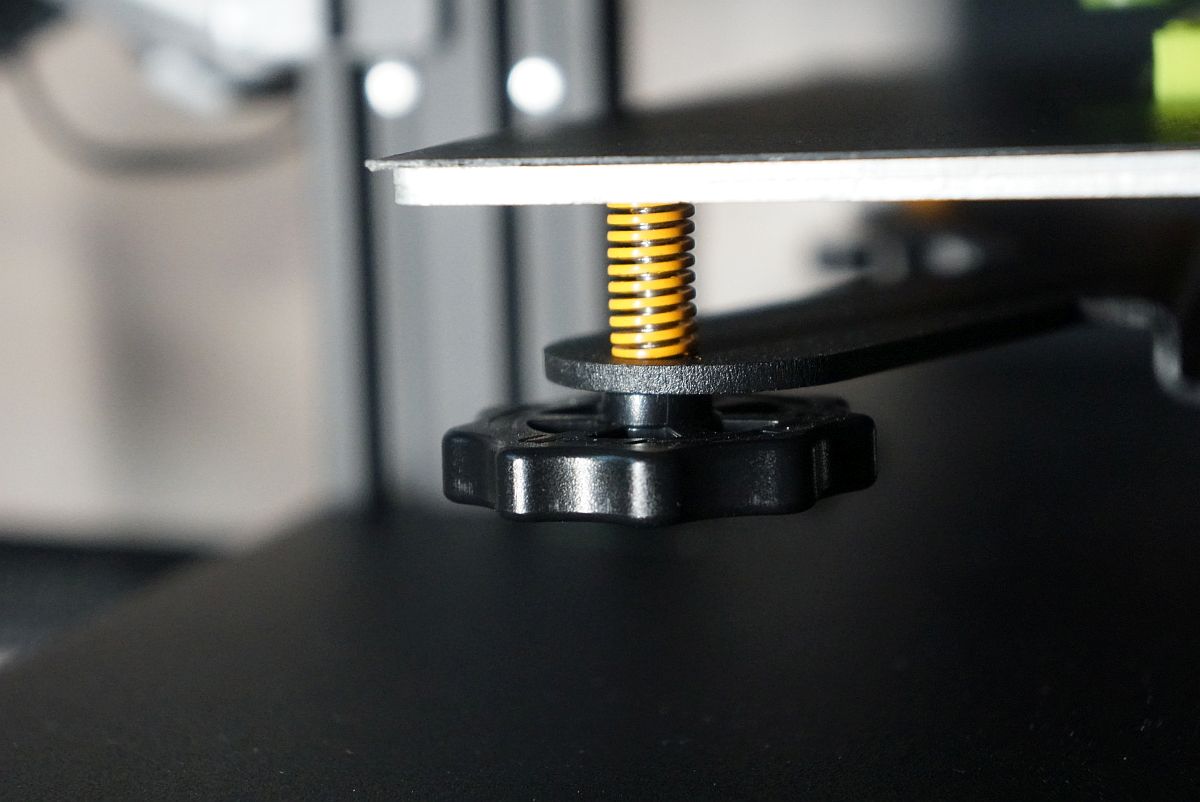 |
Это несколько нудный хотя и понятный процесс, смотрим на цифры «по углам» они как раз соответствуют каждому углу стола и регулируем высоту, если цифра в минусе, то поднимаем угол, если в плюсе то опускаем, запускаем калибровку снова после каждой регулировки винтов. В идеале должно получиться так, чтобы все цифры были равны нулю, но этого не так просто добиться, т.к. стол, будучи металлическим, сам по себе может иметь небольшую кривизну, а кроме этого, при нагревании его геометрия, также, может измениться, так что тут, как я уже писал, дело творческое, добавляет пикантности еще и то, что при нагреве стол может немного изменить свою геометрию :) Мне удалось добиться вот такого результата настройки и калибровки, что есть очень хорошо. В принципе, насколько я знаю, приемлемо расхождение до 0.5мм. Цифра 0.15мм на скрине ниже, это высота сопла от стола, которую я задаю вручную:
Кроме важной калибровки, в данном разделе меню есть еще 2 полезные закладки, загрузка/выгрузка филамента и предварительный прогрев стола и экструдера:
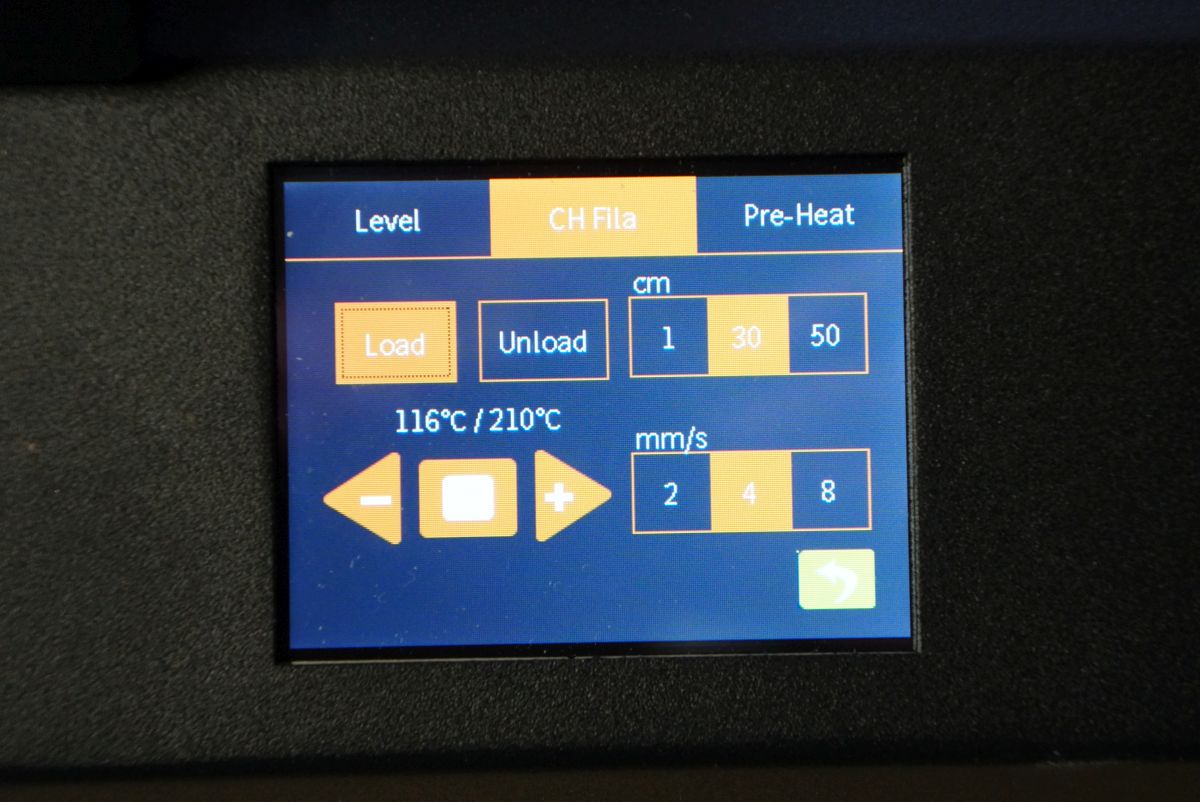 |  |
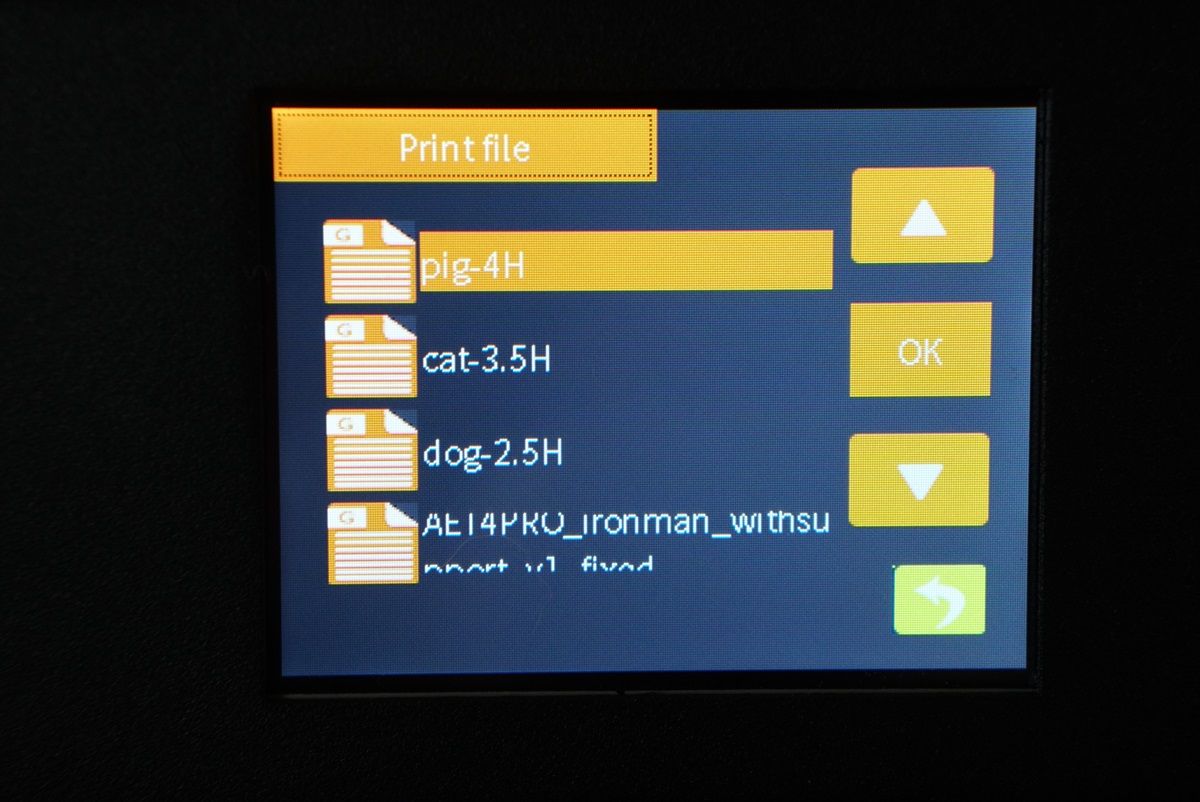
Самая левая кнопка Print отвечает за печать с карты памяти, просто заходим выбираем файл в формате .gcode (созданный в любой, предназначенной для этого программе, например, Cura) и через минуту, прогрев стол и экструдер до заданной температуры (55-60°С для стола и 200-220°С для печатающей головки), принтер начинается печать. На дисплее можно уже в процессе печати поменять температуру стола и экструдера, скорость вращения вентилятора обдува, приостановить или отменить печать. Внизу показывается прогресс печати модели и время прошедшее со старта печати:
 |  |
Пару слов о подключении ET4 PRO к компьютеру. В связи с тем, что Anet вполне известная компания этот принтер и его параметры уже есть в последних версиях CURA, где его можно выбрать:
 |  |
С самим подключением каких либо проблем нет, все работает сразу, главное найти интерфейсный кабель с принтерным USB разъемом, которого в комплект с принтером не кладут.
На флешкарте, идущей у комплекте, записано 3 интересные модельки, инструкции по сборке и настройке, достаточно древние версии софта для работы с принтером и, в отдельной папке, модели для печати деталей принтера:
 |  |
 |  |
3D-печать
Как уже упомянул выше, хоть я технически хорошо подкован, но в данной тематике новичок, а так как хотелось побыстрей использовать новый для меня девайс, регулировку механики поначалу не делал, но зато можно сейчас посмотреть результат, как говориться, «до и после». Конечно, профессионалы всегда скажут, что есть над чем поработать, но, все-таки, результатами печати после регулировки и настройки я вполне доволен. При печати тихие драйверы TMC2208, делают свое дело, не добавляя в общую звуковую картину шум шаговых двигателей. Конечно, несколько кулеров издают определенный шум, если сравнивать шум издаваемый принтером в работе, то он сопоставим с работой десктопа в игровом режиме :) При печати было интересно эксперементировать в программах с настройками толщины слоев, скоростью печати и другими параметрами моделей. Модели ниже печатал слоем 0.2мм, скорость печати 60-70 мм/c.
Всем известный тестовый кубик более менее получился с самого начала (слева), ну а справа после настройки:
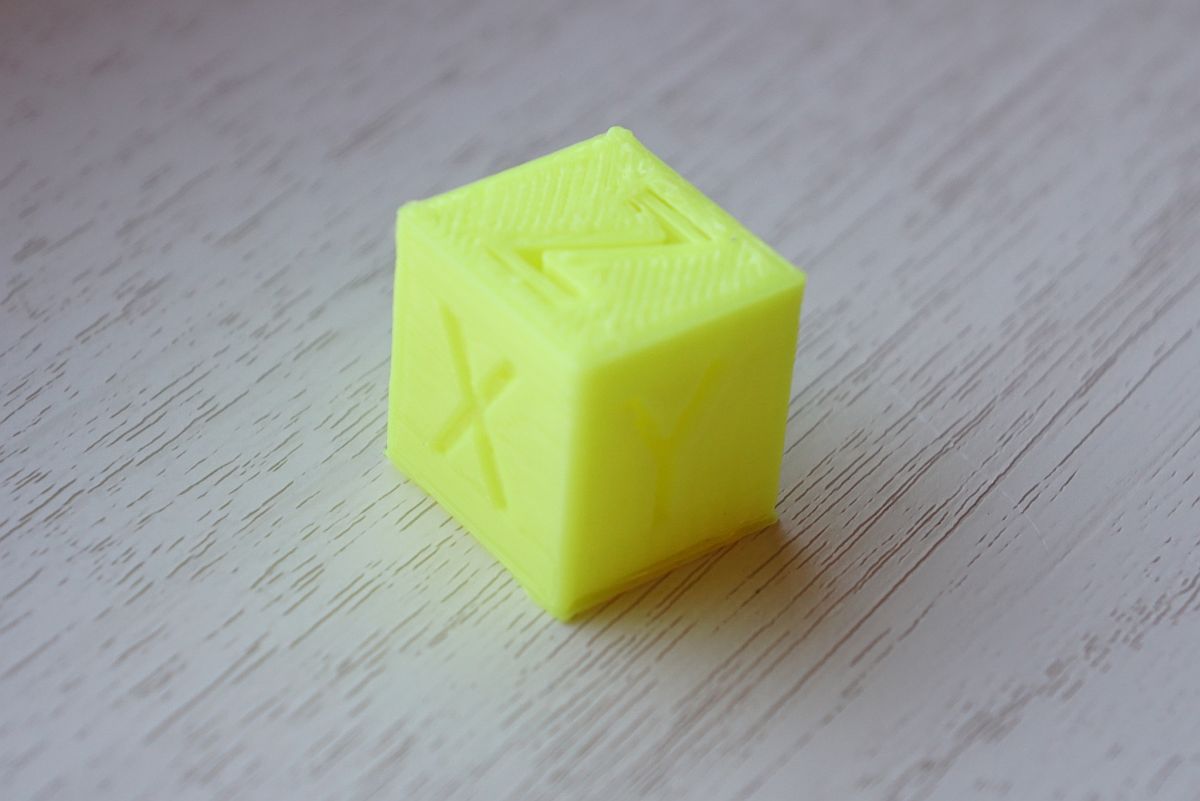 |  |
Более показательна тестовая многоярусная пирамидка: вначале были проблемы с заполнением слоев, неодинаковой толщиной боковых стенок и все время оплавлялся верхний кубик, после регулировки пирамидка получается очень хорошо:
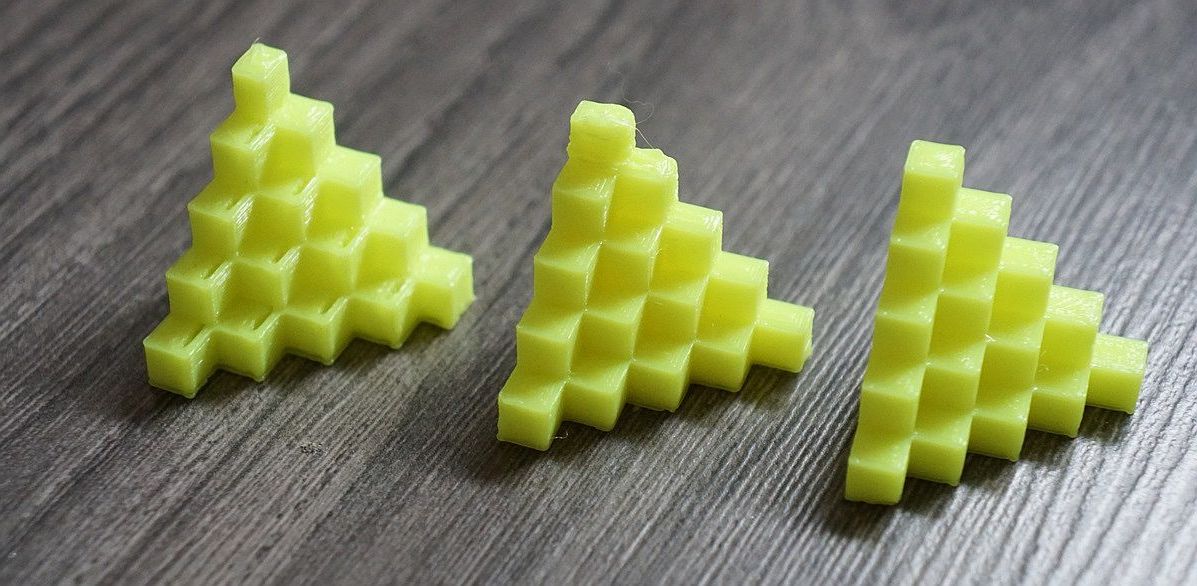 |
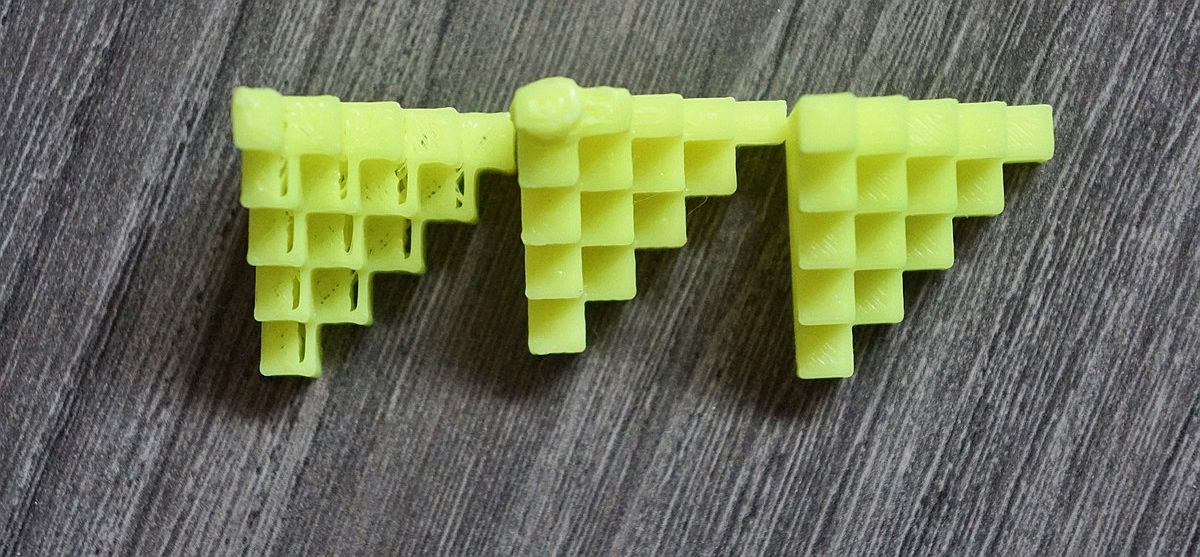 |
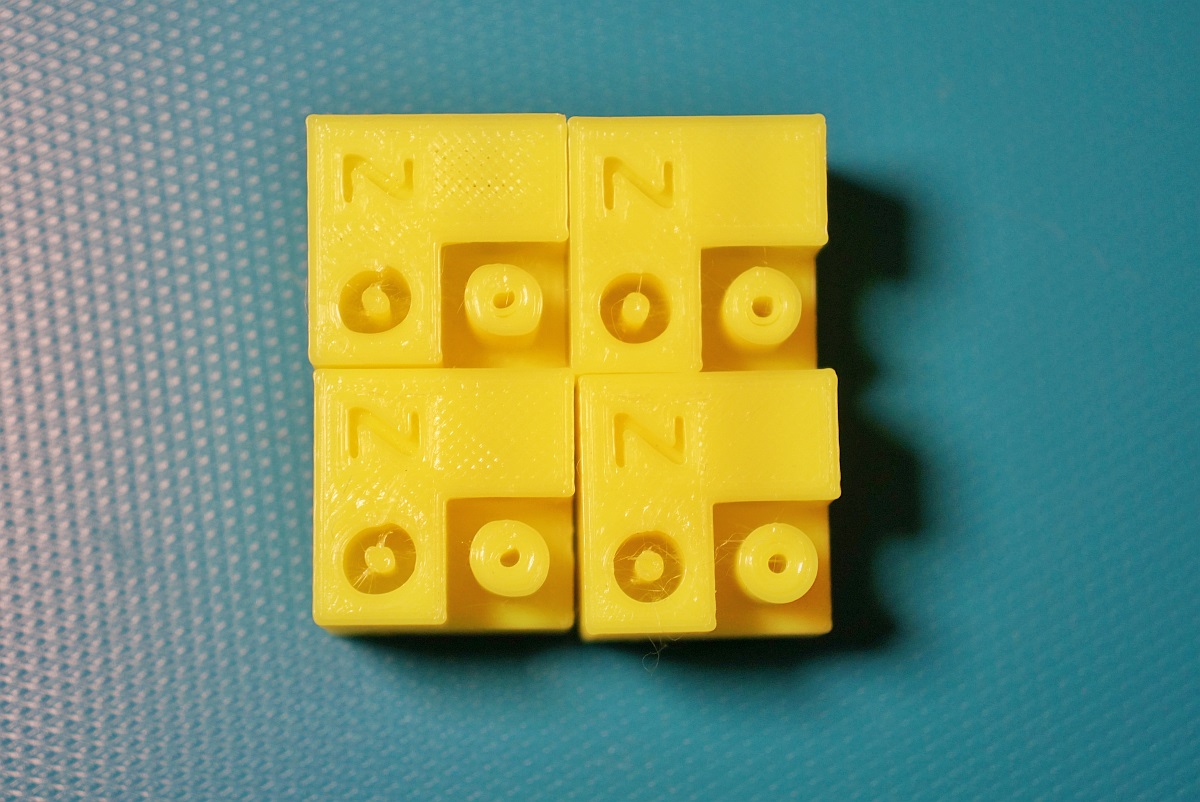
Очень понравилась модель другого кубика, в ней есть как выступающий цилиндр, так и углубление в виде цилиндра:
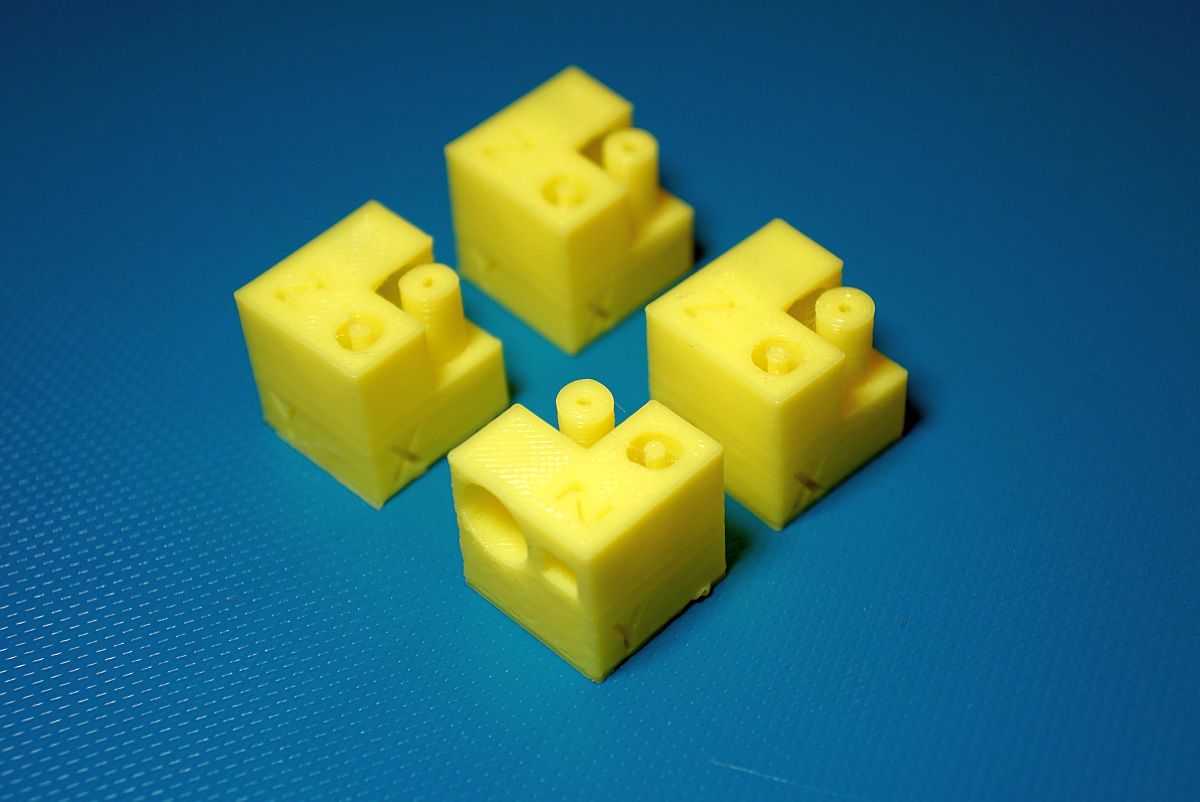
Печатается она быстро и сразу видны проблемы с геометрией, когда основание этих цилиндров оказалось не круглым, а овальным. Проблема оказалась в сильно затянутом мной эксцентрике печатающей головки, что чревато не только кривостью напечатанных предметов, но и быстрым износом резиновых роликов. Снова сравнение до и после (на правых кубиках видно, круг уже похож на круг :)
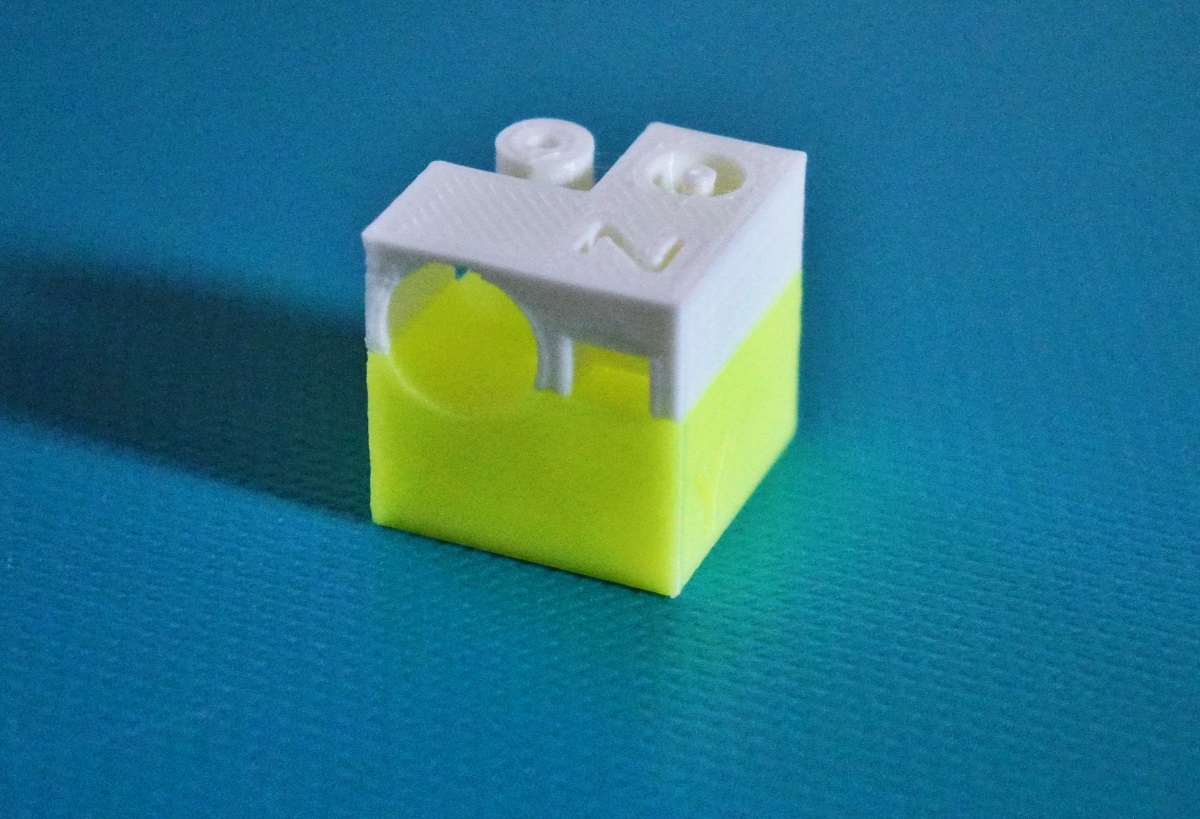
А еще на нем попробовал функцию приостановки и продолжения печати, что позволило напечатать двухцветную модель, заменив в экструдере пластик, то есть можно печатать модели двух разных цветов даже имея один печатающий блок:
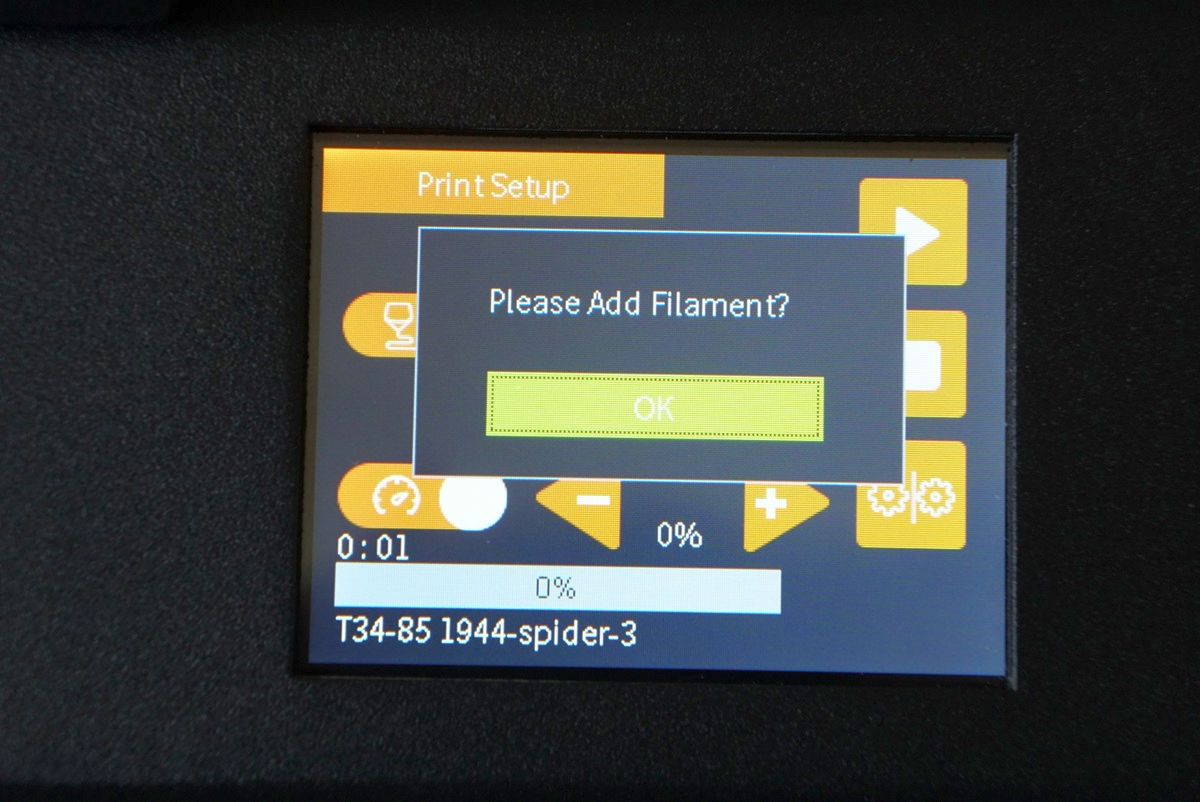
Кстати, если вдруг пруток филамента заканчивается или рвется, то принтер встает на паузу и ждет его загрузки:
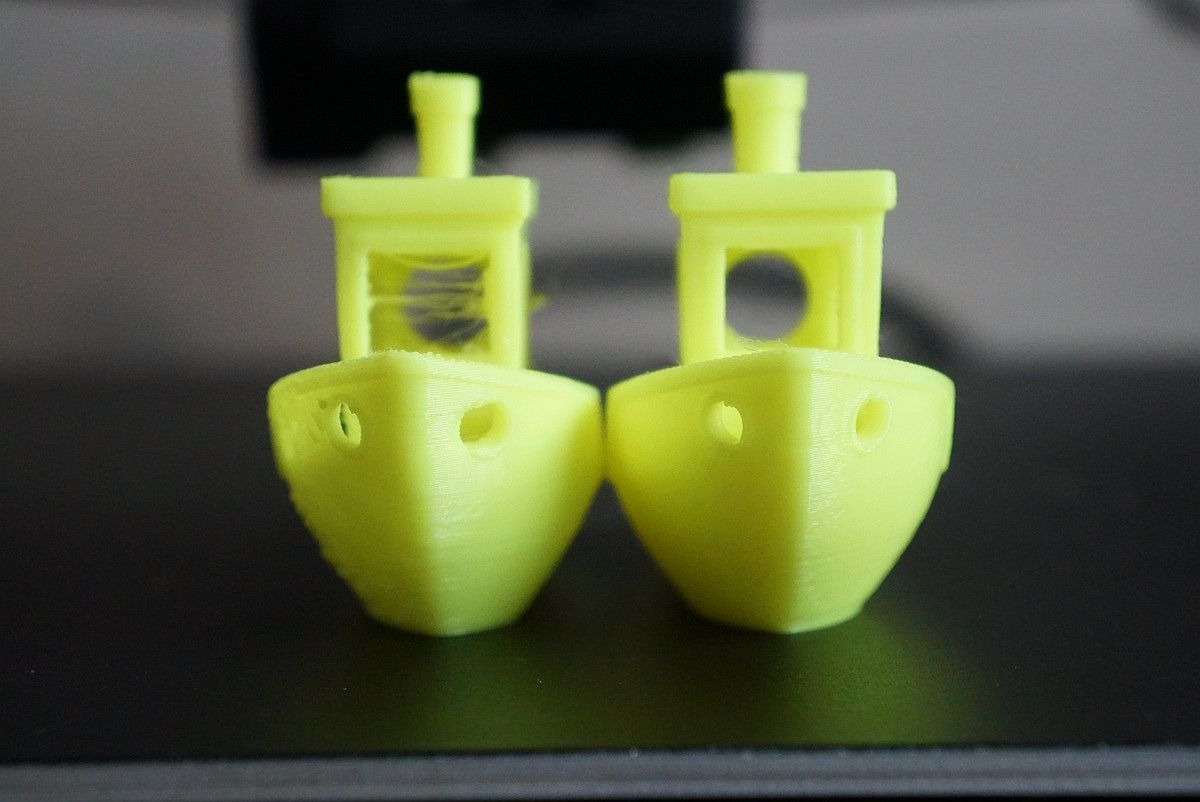
Известный кораблик «до и после» настройки:
 |  |
 | 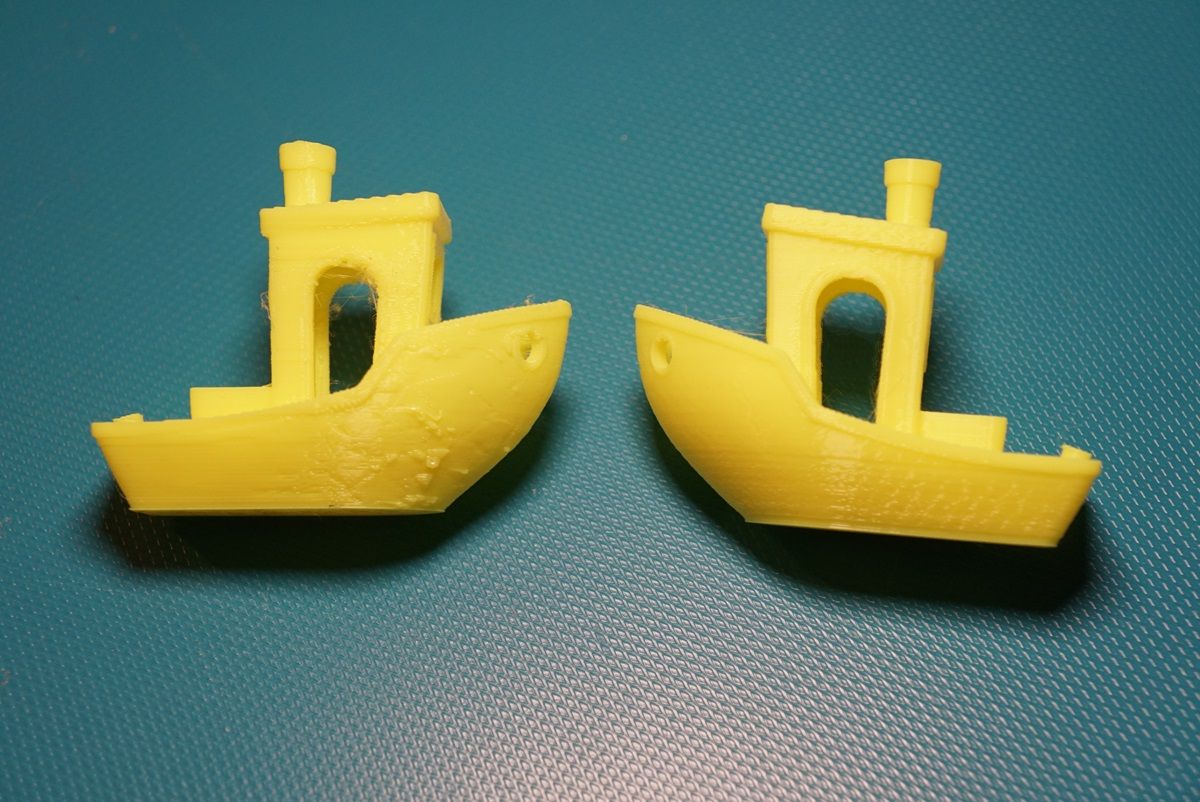 |
И, конечно же, на более сложных фигурах артефакты и проблемы плохой регулировки будут заметны еще сильнее. Вот интересная модель щенка, вначале печаталась плохо, после получился, на мой взгляд, вполне изумительно:
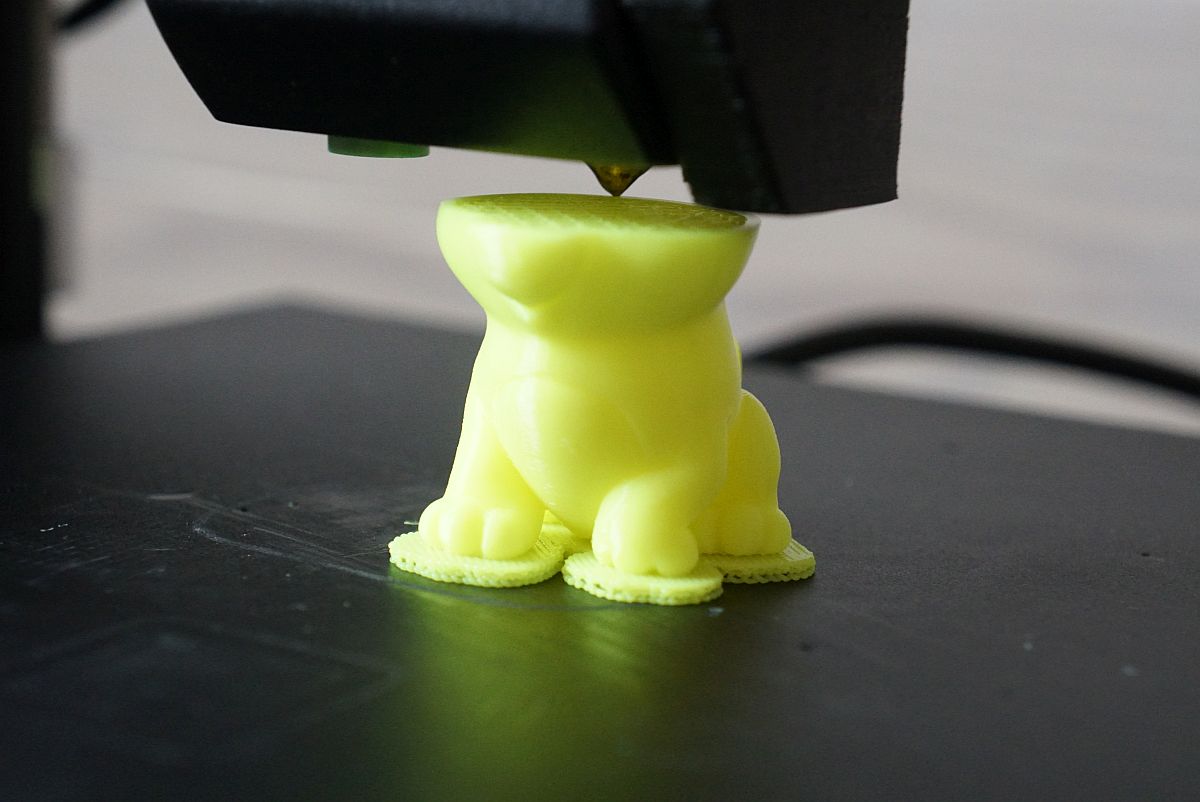 |  |
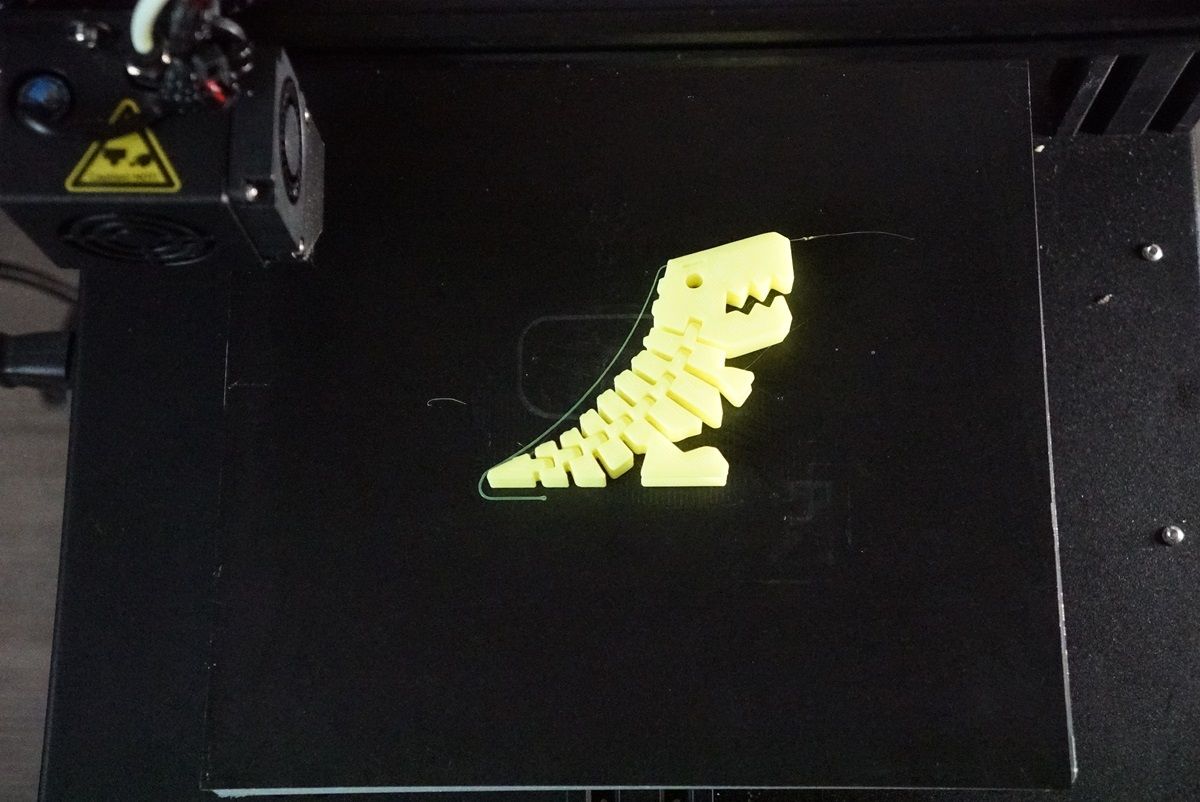
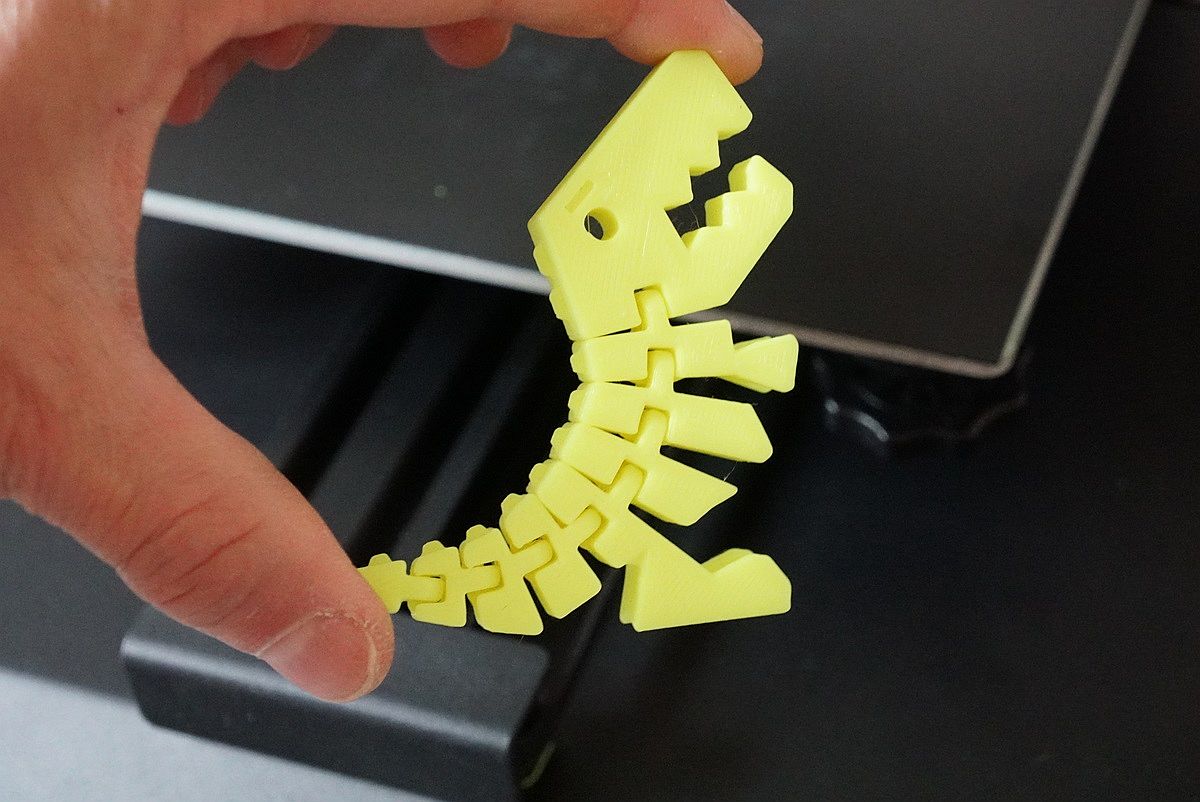
Самыми показательными моделями, которые выявят большинство проблем, как мне кажется, являются составные фигуры, т.е. с двигающимися друг относительно друга частями, если принтер плохо настроен, по после печати фигурка подвижной не будет. Примерами таких моделей являются скелет рыбы, динозавра и подобные. Тут покажу сразу готовый результат качественной печати, которую я смог получить на этом принтере.
Рыба:
 |  |
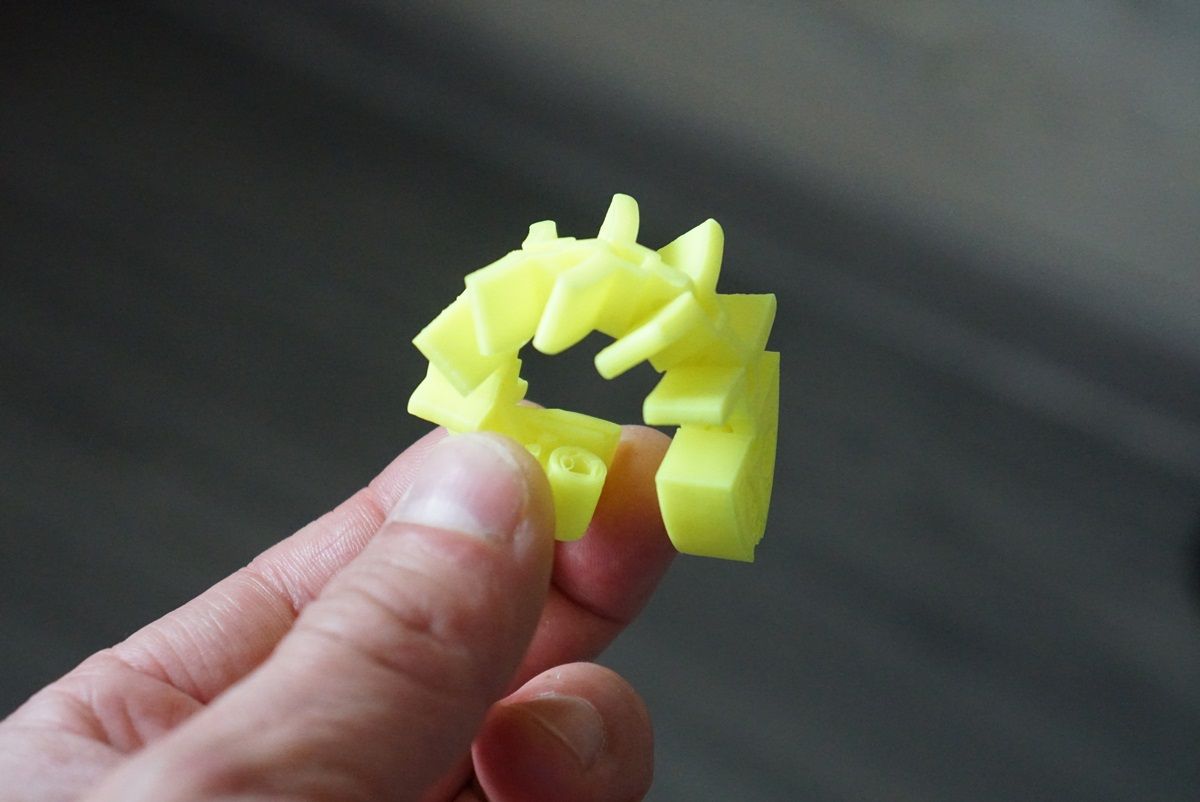 |  |
Динозавр:
 |  |
 |  |
Еще один момент, выбирая на чем печатать: на стекле или на термонакладке, я предпочтение отдал последней, наклеив ее на hot-bed, со стекла у меня модели отклеивались чаще, возможно, нужно было побольше поэксперементировать с нагревом стола.
Еще примеры печати, даже совсем мелкие фигуры в 3см высотой получаются вполне неплохо.
 |  |
Еще я пока учусь работать с параметрами поддержек, используемых при печати моделей — элементами, которые обеспечивают возможность печати «висящих» объектов, например, рук у фигурок. Тут главное найти баланс, с тем, чтобы фигурки ровно напечатались, а поддержки можно было бы потом удалить (что не всегда просто с делать):

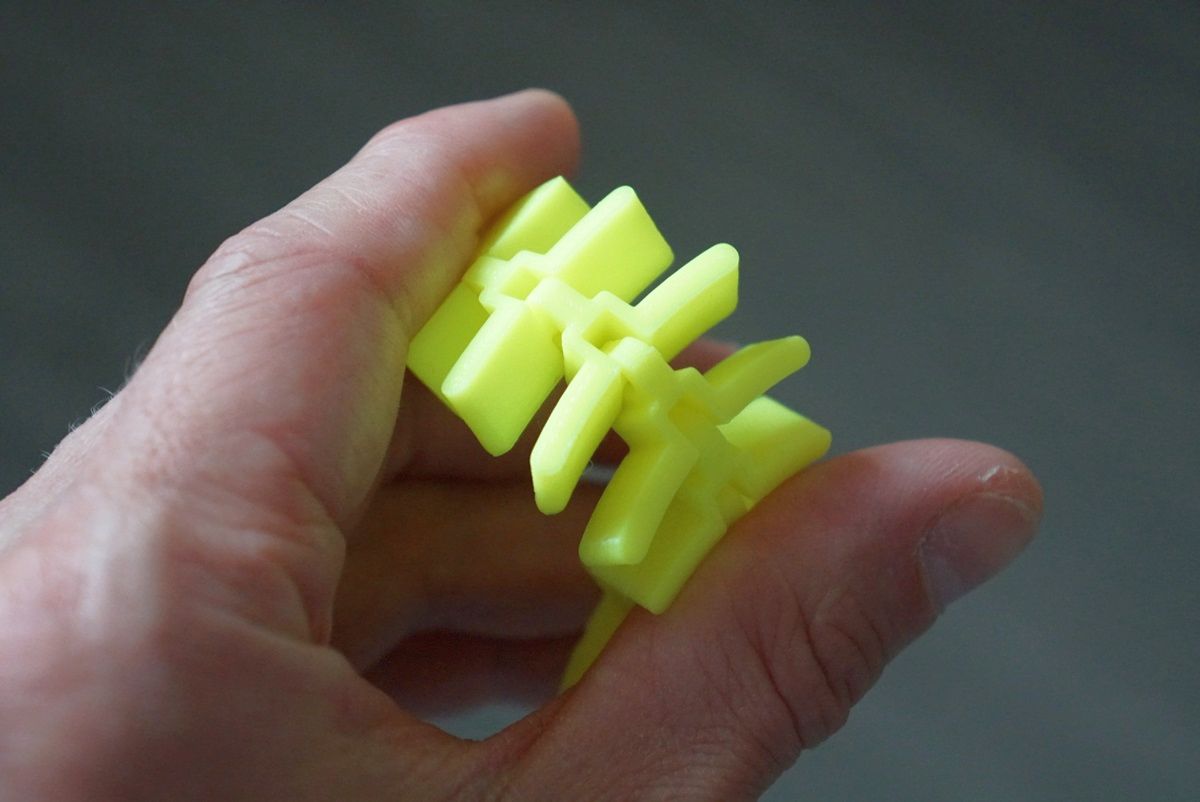
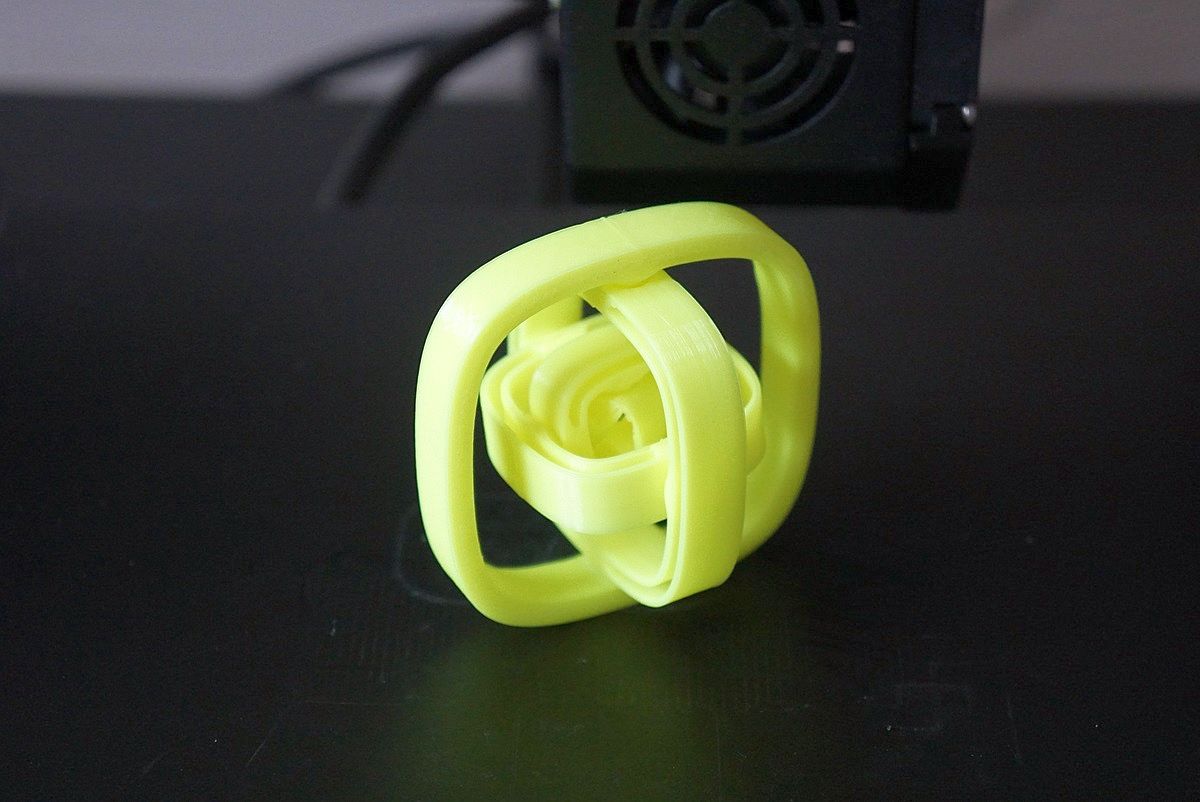
Еще одна составная модель — состоит из пяти вращающихся друг относительно друга частей:
 |  |
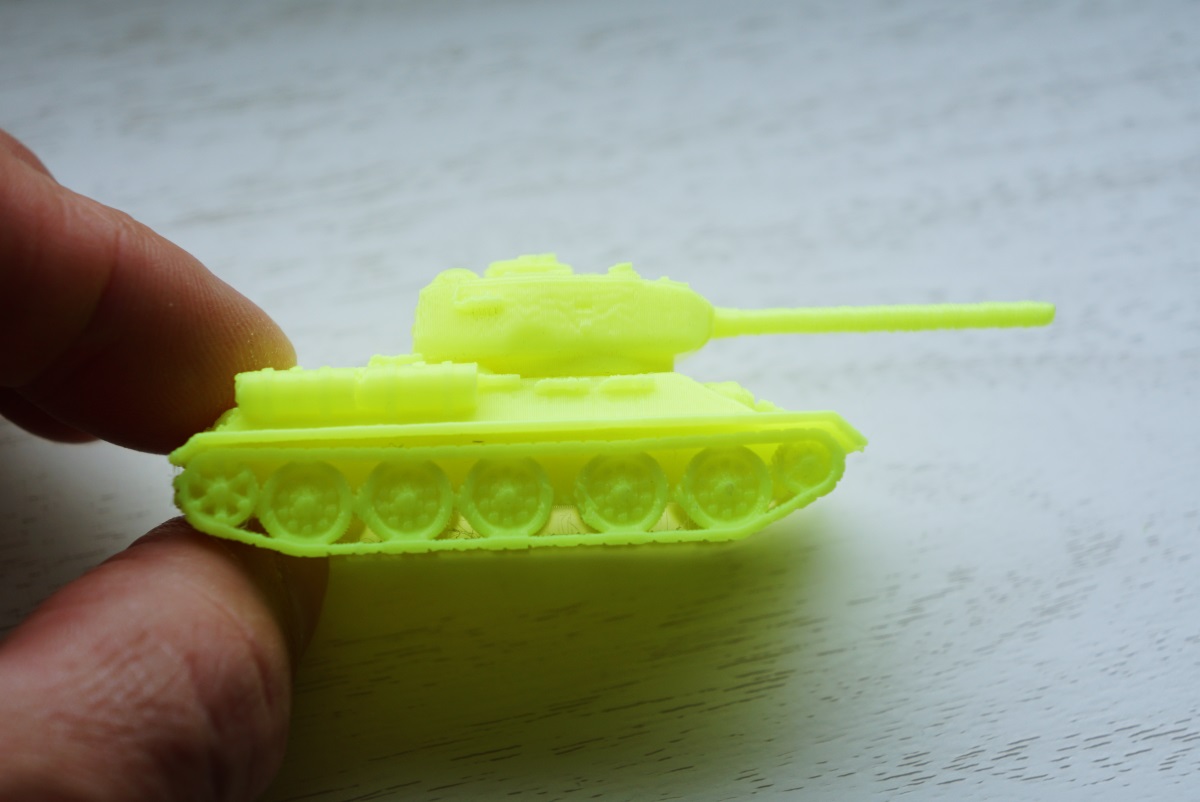
Порадовала печать небольших детализированных моделей, например, танк T-34 удался, состоит из двух частей, башня вращается:

Попробовал пластики от разных производителей, например, от PLA «ФДпласт» цвет «Терминатор», нужно немного задирать температуру экструдера (до 230-235С), но результат очень хороший:

И просто фантастически смотрится пластик SUNLU в цвете «Медь» (Cooper), который покупал в распродажу Алиэкспресс тут:

Итог
Принтер Anet ET4 PRO порадовал: просто собирается, легко, понятно и достаточно быстро настраивается. Конечно, для получения качественной печати, которую ожидаешь, нужно приложить некоторые усилия, но понравилось то, что в итоге получается очень неплохой результат. Отмечу качественное изготовление и полностью металлическая раму, а бесшумные драйверы шаговых двигателей уменьшать звуковой дискомфорт, если принтер там, где находятся люди.
Мое видео на этот принтер:











16 комментариев
Добавить комментарий
Особо выбешивали эти кулеры 30х30, которые ревут, как самолёты.
Да и в целом-то чёт как было всё это года три назад, так и осталось.
Поздравляю с приобретением.
Отличный принтер!
не были ли проблемы с этим принтером похожи на указанные по ссылке? ссылку даю на одно видео. другие у того же аккаунта.
нет ли мыслей по причинам и решению?
https://www.youtube.com/watch?v=lfse5IH-WNI
не были ли проблемы с этим принтером похожи на указанные по ссылке? ссылку даю на одно видео. другие у того же аккаунта.
нет ли мыслей по причинам и решению?
не были ли проблемы с этим принтером похожи на указанные по ссылке? ссылку даю на одно видео. другие у того же аккаунта.
нет ли мыслей по причинам и решению?
https://www.youtube.com/watch?v=lfse5IH-WNI
Добавить комментарий