


3D-принтеры нам уже знакомы, 3D-сканеры тоже побывали в нашей лаборатории, а теперь мы опробуем 3D-МФУ — принтер и сканер «в одном флаконе».
Его производитель, тайваньская компания XYZprinting, молода даже по меркам не столь уж долгой истории 3D-принтеров: она основана в 2013 году. Правда, возникла она не на пустом месте, а при поддержке одного из ведущих игроков электронной промышленности Тайваня — компании Kinpo Group, имеющей многомиллиардные обороты, развитую производственную базу, собственные исследовательские лаборатории и немалое количество квалифицированных сотрудников, занимающихся НИОКР.
Задачей XYZprinting является разработка экономичных, но эффективных 3D-принтеров для бизнеса и персонального использования. Первая же коммерческая модель, аппарат da Vinci 1.0, в 2014 году был отмечен Editors' Choice Award как самый доступный 3D-принтер на рынке.
В настоящее время предлагается четыре модели принтеров da Vinci, основанных на технологии FDM (FFF). Все они имеют рассчитаны на использование 1,75-миллиметровой нити, оснащены ЖК-экраном и имеют закрытую рабочую камеру. Отличия в максимальных размерах области печати — от 15×15×15 см до 20×20×20 см, диагонали экрана (2,6 или 5 дюймов) и в интерфейсах: у самого первого принтера da Vinci 1.0 только USB для подключения к компьютеру, у самого продвинутого da Vinci 1.1 Plus есть и Wi-Fi, и LAN, и разъем для подключения USB-накопителя. Одна из моделей, da Vinci 2.0 Duo, имеет две печатающие головки, у остальных по одной, диаметр сопла у всех 0,4 мм. Естественно, отличаются габариты и вес. Кроме того, для младшей и самой дешевой модели da Vinci Jr. (Junior) 1.0 заявлено использование только PLA — очевидно, платформа не имеет подогрева (подробнее о конструкции FDM/FFF-принтеров мы уже рассказывали).
Еще одна предлагаемая модель, Nobel 1.0, более экзотична для принтеров подобного уровня: в ней применяется технология стереолитографии (SLA). Конечно, расходные материалы иные: вместо нити используется фотополимерная смола. В этом и сила технологии — можно без особых проблем печатать модели, которые на FDM-принтерах сделать было бы затруднительно или вовсе невозможно, но и ее слабость: нить разных цветов и типов в настоящее время легко доступна, а подходящий фотополимер надо еще поискать.
На базе принтера da Vinci 1.0, дополненного поворотным столом, камерами и лазерными диодными излучателями для определения формы объекта, выпускается аналог «бумажных» многофункциональных устройств — 3D-принтер-сканер da Vinci 1.0 AiO (очевидно, от «All in One», «всё в одном»), который мы и рассмотрим в этом обзоре.
Компания под своей маркой предлагает и спектр расходных материалов, включая нить ABS и PLA для da Vinci, а также фотополимер для Nobel.
Информационная поддержка
На сайте компании есть полноценный раздел на русском языке. Нельзя сказать, что сделано идеально с точки дизайна и логики, но в этом плане он полностью повторяет разделы на других языках. Не всё ладно с орфографией и грамматикой, но будем надеяться, что это со временем поправят.
Можно упрекнуть создателей сайта и в неполном отражении на его страницах необходимой информации: так, для FDM-принтеров не указан ряд параметров (например, наличие подогрева платформы — об этом приходится догадываться по списку используемых материалов, максимальные скорости печати и перемещения головки, потребляемая мощность), а для расходных материалов в явном виде не перечислены доступные цвета, есть только картинки с разноцветными полосками и кружочками.
Не обошлось и без некоторых разночтений. Так, в русскоязычном разделе отсутствует упоминание и самой первой модели — da Vinci 1.0, и одной из продвинутых — da Vinci 1.0 Pro, зато присутствует da Vinci 1.0A, отличия которой от просто 1.0 по приведенным данным понять невозможно.
На сайте есть раздел поддержки, содержащий, в частности, ссылку на F.A.Q. — часто задаваемые вопросы. Для этих вопросов даже есть рубрикатор, вот только в любой из рубрик (печать, ПО, оборудование и т.д.) отображается лишь фраза «И мы нашли…», без всякого полезного содержимого. Еще одним досадным фактором является обязательная регистрация для доступа к скачиванию свежих версий программного обеспечения и документации. Правда, эта процедура не очень обременительна (одно замечание: в поле «Страна» надо вводить не «Россия» кириллицей, а первые буквы латиницей, после чего появится список для выбора).
Однако перевод, наполнение и оформление — дело наживное, более важным является сам факт, что XYZprinting относится (или хотя бы начинает относиться) к российскому рынку не как к второстепенному.
Параметры, комплектация
Начнем с заявленных производителем характеристик — мы уже говорили, что их список далеко не исчерпывающий.
| Параметр | Значение |
| Технология | FDM (FFF) |
| Максимальная область печати | 200×200×190 мм (190 мм – это предельная высота) |
| Толщина слоя печати | 0,1 / 0,2 / 0,3 / 0,4 мм |
| Сопло для печати | 0,40 мм |
| Максимальная скорость печати | н/д |
| Материалы для печати | Пластик PLA, ABS *) диаметр нити 1,75 мм |
| Сканер | Лазерный диодный модуль, камера 2,0 Мп Триангуляция лазерной полосой |
| Область сканирования (D×H) | от 3×3 до 15×15 см |
| Разрешение сканирования | 0,25 мм |
| Точность сканирования | 0,25 мм |
| Плотность сканирования **) | 2140 точек/см (13900 точек/дюйм) |
| Макс. нагрузка стола сканера | 3 кг |
| Дисплей | 2,6″ FSTN |
| Интерфейсы | USB 2.0 |
| Размер принтера (В×Ш×Г) | 520×468×558 мм, включая выступающие детали |
| Вес принтера (брутто) | 27,5 кг |
| Питание | 100–240 В, 50/60 Гц |
| Описание на сайте производителя | |
*) очевидно, могут использоваться и другие типы пластика с соответствующими параметрами печати
**) с учетом того, что 1 дюйм равен 2,54 см, значение либо в точках на дюйм, либо в точках на сантиметр должно быть иное, но именно такие сведения приведены в инструкции
В комплекте с принтером поставляется:
- картридж с пластиковой нитью,
- фиксатор картриджа,
- две заглушки боковых панелей,
- кабели питания и интерфейсный USB,
- компакт-диск с ПО,
- краткое руководство по эксплуатации (на русском языке) и гарантийный талон,
- инструменты и приспособления: калибровочная пластина, медная щетка, скребок, клеящий карандаш, чистящая проволока.
Чистящая проволока нам почему-то не досталась, хотя она должна присутствовать в количестве 5 шт. (возможно, моточков — по имеющимся фото разобрать трудно), поэтому в соответствующем разделе обзора мы сможем лишь сказать, для чего она нужна.
Расходные материалы
О расходных материалах надо рассказать особо, поскольку это специальные картриджи, а не привычные по другим побывавшим у нас принтерам катушки.
Картридж сделан из черного пластика, по форме и виду напоминает небольшую канистру с ручкой вроде тех, которые автолюбители используют для хранения запаса топлива. В нем расположена катушка с нитью, при транспортировке она фиксируется удаляемым блокиратором (белая деталь на фото, показана стрелкой).

Возле ручки — там, где у топливных канистр расположена горловина — находится отверстие, в которое выведен заправочный конец нити, закрепленный клейкой лентой. Никакого чистящего элемента, хотя бы кусочка поролона, в месте выхода нити нет, а мы уже знаем, что на поверхности даже качественной нити может быть немало грязи, которая постепенно будет забивать нагаром сопло печатающей головки.
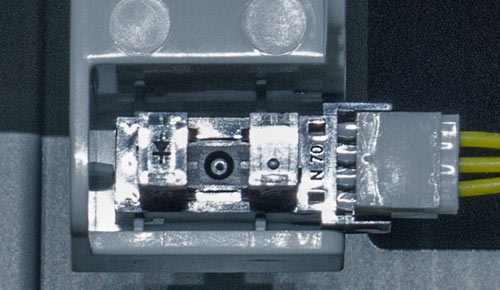
Интересно, что картриджи, как и в очень многих «бумажных» принтерах и МФУ, имеют чип — небольшую плату, на одной стороне которой распаяна микросхема запоминающего устройства, а на другой имеются три контакта. Чип расположен на нижней стороне картриджа и используется для автоматического определения принтером типа нити и хранения некоторых других данных.
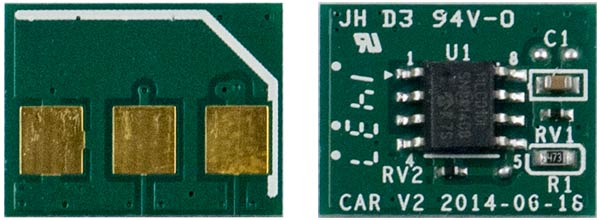
На имевшемся в комплекте картридже не было никакой маркировки, кроме наклейки со штрих-кодом и серийным номером, даже материал нити в явном виде обозначен не был.
Помимо комплектного, нам были предоставлены еще два картриджа в индивидуальной упаковке. Материал был указан только на коробке, а наклейка на картридже, помимо штрих-кода и номера, содержала только указание цвета. Непонятно, какой логикой пользуется производитель: цвет и без того понятен по заправочному кончику, а вот материал, если коробка утеряна, останется тайной до момента, когда картридж будет установлен в принтер.
Рано или поздно у владельца, активно использующего принтер, скопится немалое количество начатых, но не до конца использованных картриджей, и вовсе не факт, что они будут храниться в «родных» коробках, поэтому во избежание путаницы придется принимать какие-то собственные меры для указания материала на каждом картридже.
Картриджи бывают в двух конструктивах:

Форма и внешние габариты, конечно, одинаковые, а отличия в способе разборки. Картридж, у которого в центре большая белая деталь, разбирается легко — эта деталь служит замком, соединяющим половинки корпуса, а дополнительное крепление обеспечивает пара защелок с одной стороны. Второй картридж разобрать тоже можно, но для этого придется повозиться немного дольше: столь легкого способа нет, половинки соединены защелками с разных сторон, и есть подозрение, что при регулярных сборках-разборках они неизбежно сломаются.
Внутри находится катушка с нитью и пакетик с влагопоглощающими гранулами, на самой катушке внятная маркировка отсутствует.

Причем на сайте производителя даже есть видеоинструкция по замене нити в таком картридже, то есть подразумевается, что поставка может быть не только в виде картриджей, но и более экономичная — в виде 600-граммовых катушек для перезаправки (такая катушка нам тоже досталась). В инструкции говорится и о необходимости установки чипа, соответствующего типу заправляемой нити, он также входит в комплект поставки. В общем, полное соответствие картриджам для «бумажных» принтеров некоторых производителей, которые поставляют заправочные комплекты для тех, кто хочет немного сэкономить.

Мы взвесили и катушку, и полный картридж, вес составил соответственно 800 и 1150 граммов. То есть заявление о наличии шестиста граммов пластика можно считать соответствующим действительности. Вот только с метражом не всё гладко: чип, прилагавшийся к катушке, рапортовал о наличии 200 метров нити, а тот, что был в картридже — о 240 метрах.
При заказе надо быть внимательным: катушки без картриджей используются в принтере da Vinci Jr. 1.0, и там тоже имеются чипы. Но, во-первых, чипы там совсем другой формы, во-вторых, на катушках поставляется только PLA — «Junior» с ABS не работает.
Сразу приходит в голову еще один способ экономии: самому намотать нить любого производителя (соответствующего типа — ABS или PLA, чтобы можно было оставить имеющийся чип) на освободившуюся катушку картриджа. Но тут вполне возможна та же «засада», что и с совместимыми расходными материалами для обычных принтеров: оптимальные параметры печати для нити из одного материала, но разных производителей, могут несколько отличаться, и не факт, что печать получится максимально качественной.
Очень вероятна и гораздо более неприятная аналогия с обычными принтерами: чип нужен не только для распознавания типа картриджа, но и для фиксации его состояния — когда содержимое (нить, тонер, чернила) заканчивается, чип не даст использовать картридж после перезаправки; относится ли это к картриджам XYZprinting, мы непременно выясним.
Напомним, что пластиковая нить гигроскопична, при поглощении влаги из окружающего воздуха ее свойства меняются, поэтому хранить ее нужно в соответствующих условиях. И недаром как в самом картридже, так и в его упаковке находятся пакетики с влагопоглощающими гранулами, а картонная упаковка дополнительно запаяна в полиэтилен. Отдельно поставляемые катушки также имеют в комплекте два таких пакетика, одним из которых следует заменить тот, что находился в картридже; к тому же в пленку запаяна не только коробка, но и сама катушка.
Внешний вид, управление, меню
Внешне аппарат представляет собой большой ящик почти кубической формы с заметно скругленными гранями. Его можно назвать очень большим для области печати таких размеров — так, объем корпуса уже знакомого нам Picaso 3D Designer заметно меньше, а рабочая область у него даже на 20 мм больше в высоту. Причем наличие сканера мало сказалось на размере, более вероятную причину мы укажем чуть ниже.
Боковые панели сделаны из темно-синего полупрозрачного пластика, остальные — из светло-серого. Наличие других расцветок не упоминается.
Две трети фронтальной панели занимает дверца, открывающаяся слева направо и закрывающая доступ к рабочему объему и платформе. Дверца также из полупрозрачного пластика, но его цвет темно-серый, ближе к черному. Замком служат два магнита, расположенные в углах левой кромки дверцы, а для захвата есть выступ-ручка. Открывается дверца на угол около 100 градусов.
К сожалению, эти полупрозрачные детали еще и глянцевые, отпечатки рук на них заметны очень хорошо. Кроме того, перевесить дверцу петлями налево нельзя, а при текущем их положении доступ внутрь принтера будет удобным не при любом варианте расположения относительно оператора.

Заднюю половину верхней плоскости занимает откидывающаяся назад крышка, под которой находится место установки картриджа. Но не только: при открытой крышке появляется доступ к экструдеру для заправки нити. Как и у передней дверцы, у крышки есть выступ-ручка для захвата — на передней кромке.
Очевидно, тот же корпус используется и в принтере da Vinci 2.0 Duo с двумя печатающими головками, поскольку явственно прослеживается отсек для второго картриджа: есть даже посадочное место второй контактной группы для чипа, но в данной модели этот отсек перекрыт сверху. Скорее всего, именно такая унификация и привела к тому, что da Vinci 1.0 AiO получился столь большим, зато наверняка она поспособствовала снижению цены обеих моделей.
По бокам есть большие овальные прорези, предназначенные для захвата руками при переноске. На установленном принтере эти прорези можно закрыть штатными заглушками, чтобы исключить малейшую возможность влияния наружных потоков воздуха и засветки от внешних источников при работе сканера. Правда, остаются еще заметные щели, образованные выступающими ручками фронтальной дверцы и верхней крышки, поэтому рабочий объем не получается полностью замкнутым, однако это вряд ли сильно влияет на температурный режим внутри принтера.
Оба разъема — USB 2.0 для подключения к компьютеру и для кабеля питания — находятся возле задней кромки левой стенки, в небольшой нише, прикрытой дверцей с прорезью. Там же находится и механический тумблер питания; такое расположение удобнее, чем на задней стенке, но всё же однозначно удобным при любом расположении аппарата, особенно с учетом немалой глубины корпуса, его назвать нельзя.

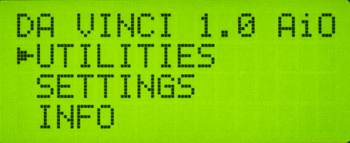
Панель управления с 2,6-дюймовым монохромным ЖК-дисплеем находится над фронтальной дверцей. Дисплей имеет 4 строки по 16 знакомест, отображает темные символы на желто-зеленом фоне. Разрешение, яркость и контрастность высокими не назовешь, но для букв, цифр и некоторых дополнительных символов большего и не требуется.
Углы обзора также невелики, но всё же не мизерны; при размещении принтера на столе горизонтальное расположение панели управления определяет наиболее удобную для оператора позицию: сидя, когда дисплей находится примерно на уровне глаз. Причем оператор не обязательно должен находиться строго напротив экрана: вполне можно сместиться в любую сторону на довольно приличное расстояние без ущерба для читаемости символов на дисплее.
А вот в положении стоя работать будет не очень удобно: придется отходить на расстояние вытянутой руки, иначе часть экрана будет либо плохо читаема, либо не видна вовсе.
Для навигации по меню используются шесть кнопок — четыре со стрелками, «ОК» и «Домой».
Само меню особо сложным и развитым не назовешь, имеющиеся в нем функции чаще всего понятны без дополнительных комментариев, а подробности есть в руководстве по эксплуатации. Наиболее бесполезным является пункт «Info – Help», который отображает лишь URL сайта изготовителя, но это, пожалуй, единственное исключение такого рода. И еще одно досадное обстоятельство: в списке доступных языков русский пока не значится, будем пользоваться английским.
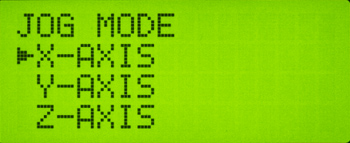
Очень полезным при обслуживании будет подраздел меню «Utilities – Jog Mode», отвечающий за ручное управление положением печатающей головки и платформы. Правда, позиции по каждой из трех осей выбираются отдельными пунктами этого подраздела, что не очень удобно при задании положения головки — для перехода от оси X к Y или Z придется выходить из одного пункта меню и входить в другой.
Ручного управления экструдером нет, его заменяет подраздел «Change Cartridge» с пунктами «Load / Unload Filament».

Можно посмотреть и статистику использования: так, Lifetime доставшегося нам принтера до наших тестов составило 19 часов. Имеется в виду не время пребывания во включенном состоянии, а суммарное время сеансов печати с округлением до целого часа.
Конструкция
Корпус, механика, электроника
Основой принтера является несущая стальная рама. Сплошным является лишь ее днище, остальные поверхности либо ажурные, либо имеют большое количество окон и отверстий, что способствует не только облегчению, но и удешевлению конструкции, причем нельзя сказать, что в ущерб прочности.
Снаружи к раме крепятся декоративные внешние панели. Под съемной крышкой на задней стенке скрывается электроника — управляющая плата и блок питания.
Ножки принтера снабжены резиновыми вставками, играющими роль амортизаторов.
Имеется подсветка рабочего объема, которая выполнена в виде линейки ярких белых светодиодов, расположенной в верхней части внутренней поверхности передней стенки. Эти светодиоды, равно как и подсветка индикатора, гаснут через время, заданное в меню принтера «Settings – Energy Save», где можно установить значения 3 или 6 минут, а также вовсе отказаться от автоматического отключения подсветки.
Печатающая головка перемещается по двум направлениям в горизонтальной плоскости, платформа — по вертикали. Для всех трех осей использованы цилиндрические направляющие.
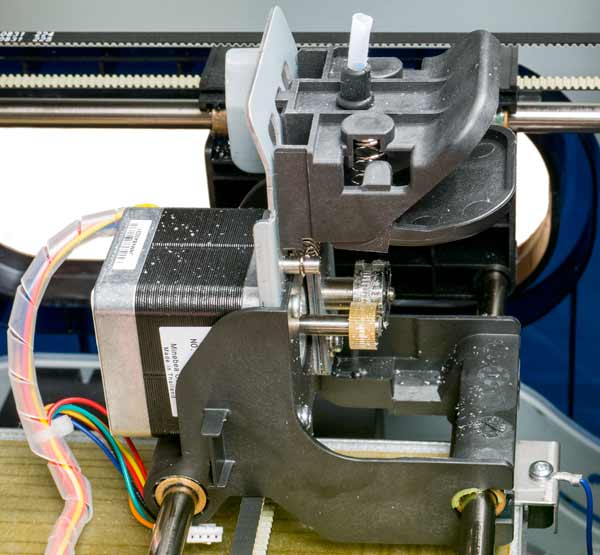
Перемещение головки по оси X (влево-вправо) обеспечивается шаговым двигателем 17PM-K342BP03CN, для оси Y (вперед-назад), платформы и экструдера использованы двигатели серии 17PM-K142BN06CN с немного более высоким крутящим моментом, но и с большей инерцией. Почему для осей X и Y использованы разные двигатели — более-менее понятно: если по оси X перемещается только печатающая головка, то двигатель оси Y, помимо головки, должен приводить в движение еще и весь механизм оси X.
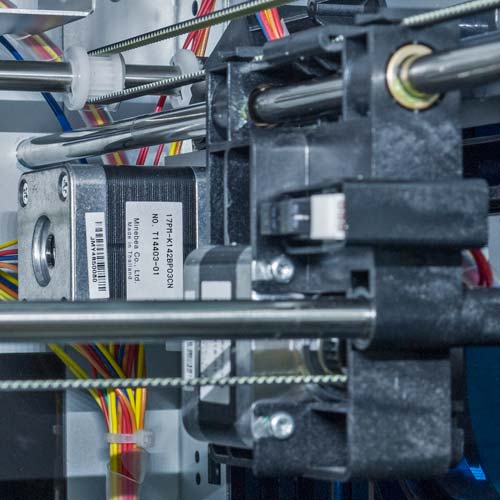
Печатающая головка по обеим осям приводится в движение с помощью зубчатых ремней, платформа — винтовой подачей. Концевые датчики оптические.
Пучки проводов в рабочем объеме защищены спиральной силиконовой лентой и закреплены в некоторых точках либо одноразовыми стяжками, либо разъемными пластиковыми фиксаторами.
Управление принтером осуществляется 32-разрядным микроконтроллером Atmel ATSAM3X8E-AU.

Флэш-память сделана на 4-гигабайтной microSD-карте, которую можно увидеть на фотографии платы. Объем немалый, но надо учесть, что на этой же карте содержатся и файлы для печати трех пробных моделей.
Микросхемы драйверов шаговых двигателей Allegro A4988ET распаяны на общей плате, хотя в некоторых моделях da Vinci драйверы выполнены в виде съемных модулей.
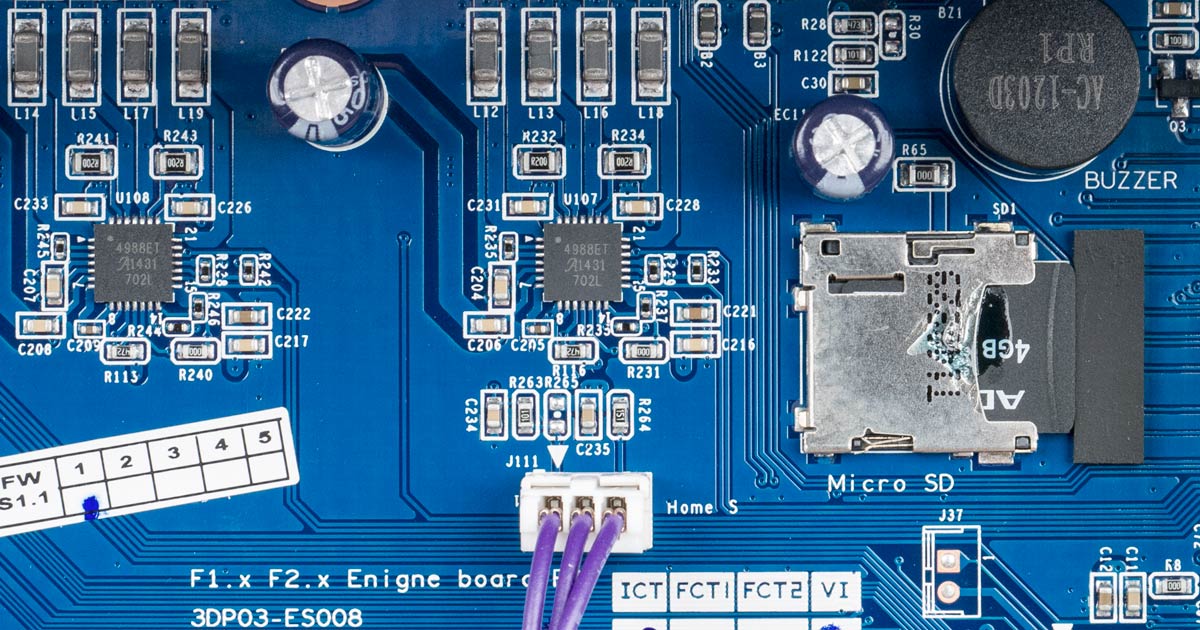
На плате можно заметить и места для распайки коннектора Ethernet, а также еще одного драйвера шагового двигателя и трех разъемов — для двигателя, нагревателя головки и контактов чипа картриджа; очевидно, такая же плата используется и в модели da Vinci 2.0 Duo с двумя печатающими головками.
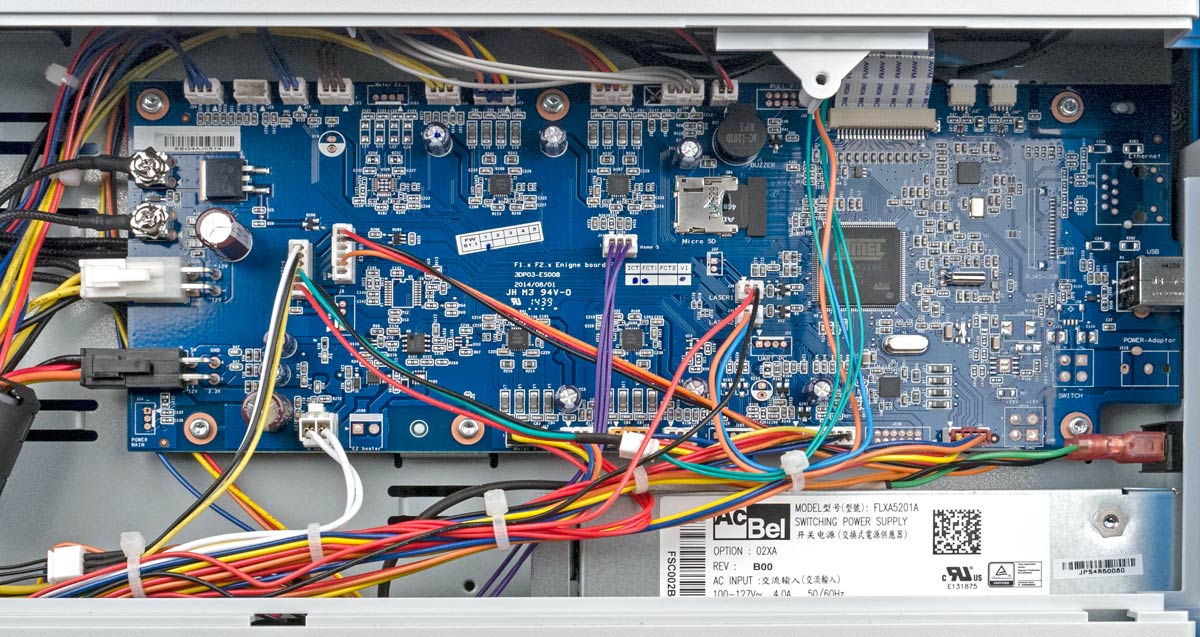
Блок питания выполнен в виде отдельного модуля в металлическом кожухе. Он имеет собственный вентилятор, для которого на левой боковой стенке, под нишей с разъемами и выключателем, предусмотрены вентиляционные прорези. При прогреве головки и платформы, когда потребление электроэнергии становится значительным, нарастающий звук от этого вентилятора хорошо слышен.
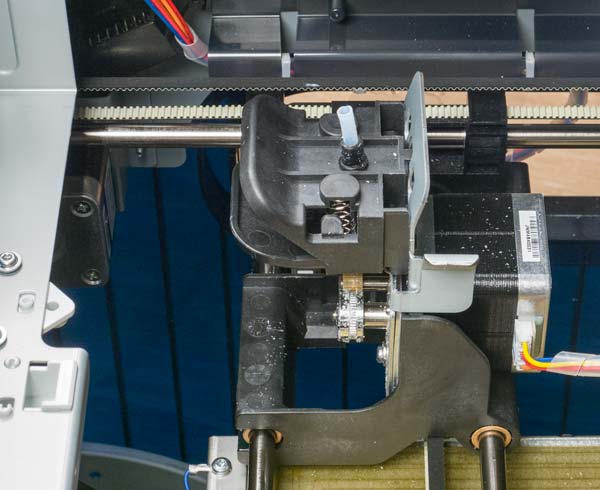
Печатающая головка
Экструдер (cold-end) и hot-end представляют собой единую, но разборную конструкцию: хот-энд является съемным, причем производитель даже рекомендует менять хот-энды при смене материала нити. То есть можно сделать вывод, что этот узел поставляется отдельно, хотя информации о его поставке в официальных источниках нет, как нет упоминаний возможности приобрести сопло с другим диаметром отверстия.

Хот-энд в принтерах da Vinci является довольно сложным узлом. На общей коробчатой раме снизу закреплен снабженный небольшим ребристым радиатором алюминиевый брусок, к которому крепится трубка с термобарьером. К резьбе на выходящем наружу конце этой трубки прикручена латунная «шайба» диаметром 20 и толщиной 7,5 мм, на нижней части которой находится конус сопла, соосный с трубкой, а в сквозное поперечное отверстие вставлен нагреватель, закрепленный установочным винтом. От нагревателя отходит пара толстых проводов в термостойкой изоляции, заканчивающаяся разъемом.
Еще одна пара проводов, гораздо более тонких, служит для подключения термодатчика. Он вставлен в еще одно отверстие (глухое) на противоположной соплу стороне и зафиксирован каплей клея.
На краю «шайбы», рядом с соплом, имеется выступающий штифт, который нужен для калибровки платформы.
Внутри рамы хот-энда установлена небольшая печатная плата, в середине которой расположена пластиковая направляющая для нити. Внутри нее имеется механический датчик наличия нити.

На выходящих наружу торцах платы находятся разъемы. К одному из них подключается термодатчик, ко второму 40-миллиметровый вентилятор, закрепленный на выступающем наклонном кронштейне. Этот вентилятор служит для охлаждения самой головки, а не слоев печатаемой модели, и автоматически включается при прогреве до 60–70 °C. Наконец, кабель от 7-контактного разъема соединяет головку с управляющей платой принтера.
Экструдер сделан предельно просто: на валу двигателя закреплена муфта с насечками, к ней прижимается еще одна муфта, имеющая проточку с насечками в месте контакта с нитью. Вал второй муфты крепится к закрепленному в одной точке рычагу с пружиной, с помощью которой и осуществляется прижим.
При установленном хот-энде место смыкания обеих муфт приходится как раз на зазор между установленной на плате направляющей и входом в трубку термобарьера.
На торце прижимающей муфты есть раскраска в виде зачерненных секторов, а в прилегающей к нему области платы хот-энда распаяна немаркированная деталь, очень похожая на оптопару. В целом получается энкодер — преобразователь перемещения (в данном случае углового) в электрический сигнал, и вполне вероятно, что таким образом отслеживается подача нити.

Все элементы экструдера, включая двигатель, закреплены на каретке, перемещающейся по направляющим оси Х. На левую часть каретки выведена рукоятка прижимного рычага, и в случае возникновения каких-то проблем с подачей можно принудительно развести в стороны муфты экструдера, освобождая нить.
А в верхней части находится входная трубка, в которую вставляется кончик нити при заправке, и пластиковая ручка подпружиненной защелки, фиксирующей хот-энд. Для его снятия нужно сначала удалить нить (команда «Unload Filament» в меню), непременно дождаться остывания головки, чтобы при извлечении хот-энда не обжечься самому и не повредить сильно нагретым соплом окружающие пластиковые детали или оболочки проводов, и отсоединить разъемы нагревателя головки и интерфейсный (с семью разноцветными проводами). Причем провода зафиксированы стяжками, которые придется удалить.
Затем, оттянув вверх ручку защелки, начинаем вынимать хот-энд. Сделать это одним движением не получается, вполне возможно, что понадобится оттянуть и рычаг прижима муфт экструдера. Возврат на место тоже занимает отнюдь не секунду-другую, особенно с непривычки, поэтому менять хот-энд при смене материала нити вряд ли кто-то будет, даже если этот узел будет доступен в продаже по разумной цене. К тому же после извлечения-установки хот-энда неплохо проверить и калибровку платформы, что также займет немало времени (см. ниже).
Платформа
Рабочий стол представляет собой стеклянную пластину размером 21×21 см, под которой виден нагреватель мощностью 130 Вт, выполненный в виде печатной платы. В задней части находится термодатчик платформы.
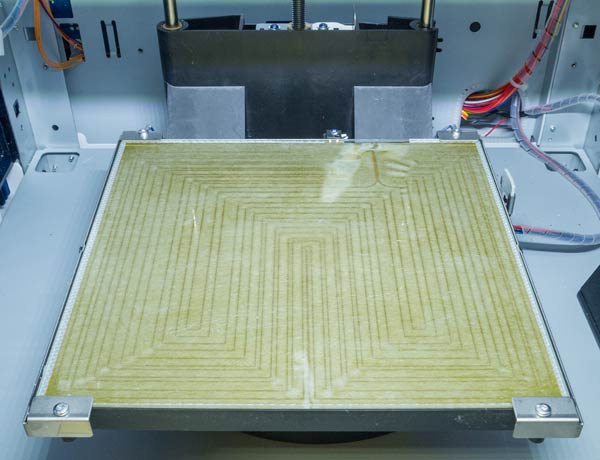
Стекло с нагревателем жестко, без сколь-нибудь заметных люфтов, закреплены в пластиковой рамке, которая через три пружины опирается на основание платформы. Слева и справа стекло прижимают закрепленные винтами стальные кронштейны.
При печати инструкция рекомендует покрыть место расположения будущей модели на стекле клеем из обычного клеящего карандаша, имеющегося в комплекте (такие продаются в магазинах канцелярских принадлежностей). Насколько полезен такой совет, мы оценим во время печати, а пока напомним: очень важным фактором является чистота поверхности, излишки клея и любые загрязнения надо регулярно удалять.
Когда принтер длительное время находится в режиме простоя, то индикатор (пункт меню «Monitor Mode») отображает существенно разные температуры хот-энда и платформы: 10 °C и 22 °C. Конечно, температуры у них одинаковые, и обе должны быть равны комнатной — она составляла 24 °C, поэтому такой разнобой в показаниях наводит на мысли о существенной погрешности термодатчиков, особенно находящегося в печатающей головке. Правда, нельзя исключить, что погрешность велика на нижнем конце диапазона возможных температур, а ближе к рабочим значениям датчики более точны.
3D-сканер
Основой сканера является модуль, включающий лазерный диодный излучатель мощностью до 3 мВт, который при сканировании работает в режиме непрерывного излучения. Длина волны около 650 нм (красный свет), диаметр луча не более 1 мм.
Приемником является 2-мегапиксельная камера, но цветовую текстуру поверхности объекта она не фиксирует — собственно, для FDM-принтеров, принцип работы которых не подразумевает создание многоцветных моделей, это и не обязательно. В некоторых режимах камера всё же передает в управляющий компьютер изображение, но это лишь вспомогательная функция. У сканера есть собственная подсветка, выполненная на двух ярких белых светодиодах, но алгоритм ее работы мы так и не смогли понять: у нас эти светодиоды включались только при калибровке сканера.
Сканирующих модулей в аппарате два, они расположены у противоположных краев рабочего объема и направлены на объект под разными углами, чтобы лучше воспринимать сложный рельеф.

На каждом модуле ближе к фронтальной панели находится лазерный диод, в середине и чуть выше светодиоды подсветки, на дальнем краю — камера. При сканировании сначала работает правый модуль, затем левый.
Сканируемый объект размером от 3×3×3 до 15×15×15 см размещается на поворотном столе — круглом пластиковом «подносе», находящемся на дне рабочей камеры принтера, под платформой (естественно, платформа при сканировании поднимается вверх). Конечно, для объекта существует и ограничение по весу: не более трех килограммов.
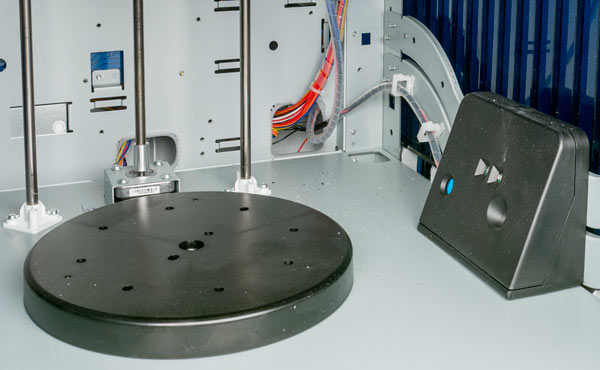
На столе имеется несколько отверстий для фиксации калибровочной пластины в нужном положении.
Калибровка принтера
Выравнивание рабочего стола производится вручную, с помощью трех винтов, проходящих сквозь пружины и стягивающих их. Делать это можно без использования инструмента — винты имеют широкие накатные головки, расположенные в нижней части основания платформы, причем таким образом, чтобы при вращении рука не касалась нагретого рабочего стола (конечно, при соблюдении минимальной осторожности).
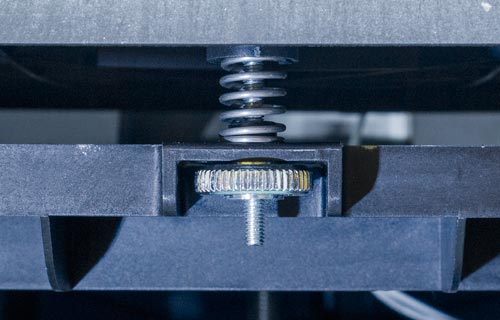
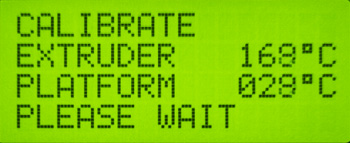
Естественно, процедура проводится не на глаз, в меню предусмотрена специальная функция калибровки: проводится автоматический замер расстояний между измерительным штифтом, имеющимся возле сопла, и тремя контрольными точками рабочего стола, находящимися не на самом стекле, а на его металлических прижимах. Результаты измерений для каждой из точек выводятся на экран, и по их сравнению можно принять решение о необходимости корректировки.
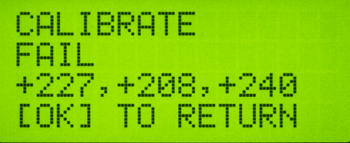
Подробное описание есть в руководстве по эксплуатации, но надо кое-что отметить. Во-первых, сама процедура измерения не очень долгая — чуть более полутора минут, но предварительный прогрев хот-энда и особенно платформы занимает много времени. Второе: калибровка производится «методом последовательных приближений», покрутил винты — запусти замер вновь, и количество таких шагов может быть большим. Третье: сразу после замера нагрев прекращается, хот-энд и платформа сразу начинают остывать, поэтому каждый замер начинается с ожидания достижения ими нужных температур.
Наконец, результаты замера могут здорово прыгать: покрутил винт всего на четверть оборота, а показания при последующем замере изменились на сотню единиц, хотя в инструкции написано, что даже полный оборот винта соответствует всего 50 единицам.
В общем, процесс получается весьма длительным — мы калибровали платформу почти полтора часа; возможно, с приобретением опыта дело пойдет быстрее, но вряд ли можно рассчитывать на какие-нибудь 5–10 минут, и следует положиться на совет, данный в инструкции: если разница замеров для трех точек не превышает ±20 условных единиц, то нечего желать лучшего и затевать калибровку.
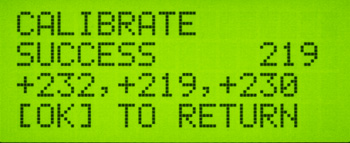
К предельной точности стремиться не нужно еще и по той причине, что несколько последовательных замеров без всяких регулировок дают заметный разброс в показаниях, порой выходящий за рекомендованные рамки: у нас бывало от 168 до 215 единиц для одной и той же точки.
А вот начинать калибровку лучше всего с очистки головки (подробнее скажем ниже): у нас, например, первый замер не пошел дальше первой точки — головка несколько раз касалась ее, но к двум другим не двигалась. Процедура закончилась выдачей ERR (ошибка) для всех трех значений, и лишь чистка с помощью щетки поправила дело: следующий замер закончился выдачей результатов, пусть и выходящих за указанные чуть выше рамки — почему, собственно, нам и пришлось затеваться с калибровкой. Про очистку в инструкции тоже сказано, но отнюдь не первым пунктом в описании калибровки.
Еще совет: лучше не крутить все три винта сразу, пусть даже и на чуть-чуть, поскольку их воздействие на положение рабочего стола является взаимосвязанным, а показания и действия каждый раз желательно записывать, чтобы проще было выявить зависимости.
Подготовка к работе, подключение к ПК, заправка нити
Принтер, который попал к нам, уже использовался: все транспортировочные блокираторы были удалены, а комплектный картридж наполовину использован.
Перед подключением нового принтера надо ознакомиться с соответствующей страницей руководства пользователя, но не краткого, имеющегося в комплекте, а полного, которое есть на прилагаемом диске или на сайте производителя, где процедура удаления всего лишнего — этого лишнего там немало — расписана очень подробно и с картинками.
После распаковки можно приступать к подключению. В кратком руководстве, доставшемся вместе с принтером, перепутана последовательность действий: в общем случае для USB-устройства сначала устанавливается ПО, и лишь затем можно физически подключать его кабелем к компьютеру и включать питание, именно так написано в полном руководстве. На данном этапе картридж с нитью можно не вставлять.
На сайте для скачивания предлагается ПО, рассчитанное на ОС Windows 7, 8 и 8.1, а также MacOS 10.8 и выше. Причем наборы файлов отдельные для сканирования (XYZscan) и печати (XYZware). На прилагаемом к аппарату диске для Windows были версии от 2014 года, а на сайте оказались доступными 2.1.2.1 от 10.09.2015 для XYZware и 1.4.11 от 17.07.2015 для XYZscan, которые мы и использовали. Причем ПО печати предлагается и для Windows XP, но программы сканирования для этой ОС нет: сканер в продукции компании появился позднее, чем принтер — очевидно, к этому моменту было сочтено, что данная операционная система потеряла актуальность.
Можно скачать и документацию на русском языке, которая на диске отсутствует: краткое и полное руководства по эксплуатации, а также руководство пользователя XYZware. Вот только для XYZscan документации на русском нет — похоже, просто не успели сделать перевод, поскольку на английском она имеется, и надо перейти в другой языковый раздел либо использовать имеющееся на диске (но версия более старая, чем на сайте). Кстати, перевод документации сделан гораздо лучше, чем содержимого русскоязычных страниц сайта, хотя замечания тоже можно сделать.
Выпускаются обновления встроенного ПО (firmware) принтера. Правда, оно не скачивается в виде отдельного файла, обновления происходят из программы XYZware.
На диске доступны обучающие видеоролики — без слов, но с субтитрами на четырех языках, в том числе на английском. На русском видеоматериалов на диске нет, ссылка на них в русскоязычном разделе сайта присутствует, однако открывающаяся страница пустая (по крайней мере, для нашей модели).
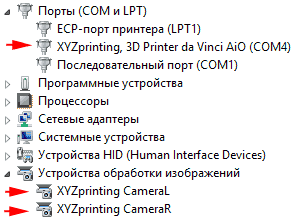
Инсталляция XYZware даже на не очень мощном компьютере проходит довольно быстро, еще чуть быстрее происходит установка драйверов после подключения принтера. По окончании процесса в диспетчере устройств появляется 3D-принтер da Vinci AiO, подключенный к виртуальному COM-порту, а также две камеры XYZprinting — правая и левая.
![]() На рабочем столе можно разместить соответствующую иконку.
На рабочем столе можно разместить соответствующую иконку.
Теперь можно загрузить нить, пользуясь в качестве инструкции наклейкой на внутренней стороне верхней крышки. Сориентировавшись по чипу и соответствующей контактной площадке отсека, вставляем картридж и пытаемся просунуть нить в специальное отверстие между отсеком и рабочим объемом принтера.
Опаньки… вот и первая неудача: нить сломалась прямо на уровне выходного отверстия картриджа, кончик провалился внутрь него. Хорошо еще, что этот картридж из числа легкоразборных — поправить дело не составило труда.
Вставляем обрезанный наискосок кончик нити во входную трубку экструдера и выбираем в меню «Utilities – Change Cart – Load Filament». Сначала начался прогрев хот-энда, потом зажужжал двигатель экструдера, но нить не двинулась с места — оказалось, на ее пути есть какой-то переход-ступенька, в которую и уперся срез.
При анализе конструкции хот-энда выяснилось, что это не ступенька, а рычажок микропереключателя датчика наличия нити. Надо лишь с небольшим усилием просунуть нить подальше, и тогда механизм экструдера подхватит ее и начнет продвигать к хот-энду; через некоторое время из сопла покажется ниточка расплавленного пластика — готово!
А теперь проверим функции чипа: «Info – Cartridge Stats». Экран отобразил, что изначально на катушке было 120 метров нити, из которых на данный момент осталось 52. С одной стороны, удобно — слайсеры обычно отображают потребное для изготовления данной модели количество нити в метрах (но нам еще надо будет убедиться, что используемый в XYZware слайсер это делает), а с другой — по окончании нити в картридже чип наверняка заблокирует его дальнейшее использование, и перезаправка «чужой» нитью станет невозможной.
Еще отображается цвет нити (было указано Natural, т.е. белый, без добавления красителей) и тип пластика — ABS, наконец-то мы это выяснили.
Здесь непременно надо отметить: в поставке картридж стартовый, в нем нити вдвое меньше — 300 граммов / 120 метров. Компания XYZprinting и в этом берет пример с производителей обычных принтеров и МФУ, которые комплектуют свою продукцию «учебно-тренировочными» картриджами с малым содержанием тонера или чернил, чтобы заставить потребителя как можно скорее раскошелиться на новый картридж.
Пробная печать и попутные наблюдения
Теперь можно попробовать что-нибудь напечатать, причем даже без использования компьютера: в меню есть пункт «Build Sample» с тремя тестовыми образцами.
Естественно, процесс начался с нагрева, и если хот-энд до нужной температуры (212 °C по показаниям дисплея) нагрелся быстро, то платформа нагревалась очень долго: дисплей показал, что от момента старта печати прошло 9 минут, а позднее мы сделаем свой замер времени. Столь долгое время прогрева обусловлено ограниченной мощностью источника питания: по 12-вольтовой цепи, от которой питаются нагреватели (и не только), максимальный ток составляет 15 ампер.
Заметим: можно включить режим автоподогрева («Settings – Auto Heat»), тогда платформа и хот-энд начнут нагреваться сразу после включения, а не после поступления задания на печать. Правда, нагрев при этом будет вестись до температур, которые заметно ниже рабочих, однако это сократит ожидание начала печати или загрузки-выгрузки нити — но, конечно, ценой увеличения расхода электроэнергии. Надо еще отметить, что по окончании печати нагрев прекращается даже при включенном режиме Auto Heat.
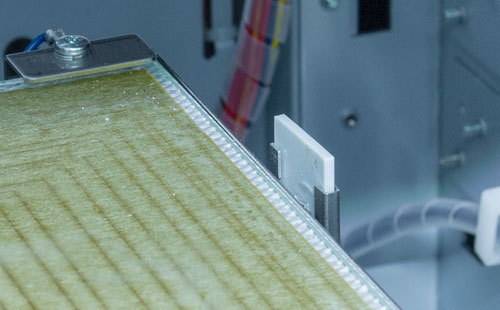
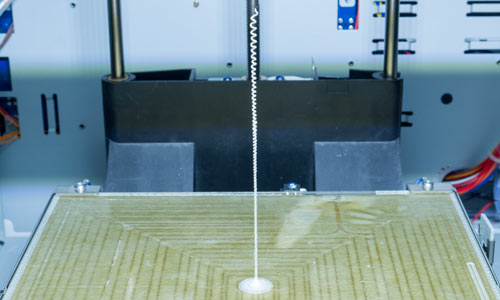
По достижении нужных температур платформа поднялась вверх, а печатающая головка пришла в движение. Первым действием стала очистка сопла: на правой кромке платформы есть вертикальная пластинка из упругого тугоплавкого материала, через которую головка прошла несколько раз. В результате свисавшая из сопла нитка пластика упала за пределы рабочего стола.
Затем печатаются две линии у правого края платформы (вероятно, это дополнительная очистка), и лишь потом начинается печать самой модели.
Во время печати экран отображает состояние печати — прогресс-индикатор с процентами выполнения задания и два значения времени: прошедшее с момента старта и оставшееся до конца печати. Но можно перейти и к управляющему меню: приостановить печать с возможностью возобновления или вовсе отменить ее. Какие-то другие действия не предусмотрены.
Печатать можно в том числе и при открытых передней дверце и верхней крышке.
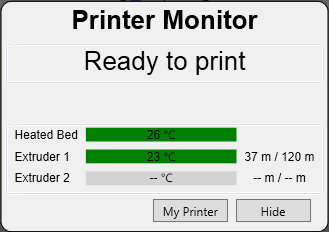
Отображения текущих температурных параметров (хот-энд, платформа) на дисплее нет. Но если во время автономной печати образца запустить программу XYZware, ее утилита Printer Monitor отобразит не только состояние печати (то же, что на дисплее) и принтера, включая температуры — 210–212 °C для хот-энда (как часто бывает, он «обозван» экструдером) и 89–91 °C для платформы, но также и картриджа: сколько было и сколько остается нити в метрах.
Отображаемое оставшееся время печати поначалу сильно скачет: началось с одного часа с минутами, потом показания сменились двенадцатью часами, затем шестью; лишь когда прогресс-индикатор показал, что модель напечатана на 15–16%, показания более-менее стабилизировались, да и то не до конца, но хотя бы скачки ограничились несколькими минутами в плюс и в минус. Происходящее можно объяснить тем, что первый (целиком) и наружные части последующих слоев модели явно печатаются с пониженной скоростью — очевидно, так настроен слайсер, подготавливающий управляющий код для печати, а подсчет времени ведется на основе текущей скорости. Тем не менее, на начальном этапе печати ориентироваться на показания счетчика оставшегося времени попросту невозможно.
Образец печатался 1 час 17 минут (по показаниям дисплея), и вот что получилось:
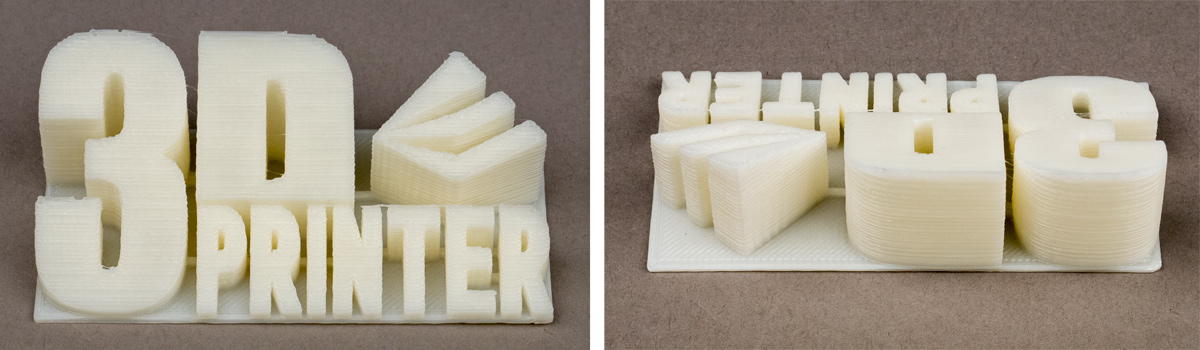
В целом неплохо. Слоистость заметна, но мы не знаем, какое из четырех возможных значений толщины слоя было задано при слайсинге модели — вполне вероятно, что не самое малое, чтобы печать длилась не слишком долго. Кое-где в разрывах между отстоящими элементами остались ниточки пластика, но их немного: идеально настроить ретракцию очень трудно.
И с адгезией к рабочему столу всё в порядке: даже без клея на чистом стекле (для начала мы его тщательно промыли) деталь держится крепко и снимается с трудом, без комплектного скребка не обойтись, хотя его толщина великовата, здесь лучше подошел бы стальной мастихин — специальная лопаточка с острой кромкой, которой пользуются художники.
По окончании самой печати идет длительное ожидание остывания платформы, до окончания которого какие-то действия предпринимать не рекомендуется во избежание ожогов. Но его можно прервать с помощью панели управления, после чего платформа опускается вниз, а на ЖК-экране появляется разрешение снять напечатанный объект.
Проверяем состояние картриджа: остаток нити поменялся с 52 на 46 метров, т.е. мы израсходовали около 6 метров нити. В статистике принтера Lifetime увеличилось на два часа, а значение Last Time — время последней печати — составило 1 час 20 минут.
Еще одна фигурка из числа демонстрационных, которая называется Lion (лев). На начальных этапах печати может показаться, что к царю зверей получающееся не имеет никакого отношения, и это просто тонкостенный кувшинчик или чашка, но лев действительно получился, хотя и сильно стилизованный.
Качество вновь неплохое, и даже слоистость заметна меньше.
На этот раз мы засекли время от начала до конца печати, чтобы сравнить его с показаниями индикатора принтера. Ожидаемое (Estimated) время на дисплее вновь прыгало — 2:25 часа сначала, минуты через три 5:46, еще через минуту 6:37, доходило и до 7:43, лишь через 16–18 минут показания «устаканились» на уровне, близком (но не равном) первоначальной оценке за вычетом прошедшего времени. По окончании статистика принтера показала время выполнения последнего задания 2 часа 04 минуты, а индикатор нашего таймера в точности совпал с самой первой оценкой: 2 часа 25 минут.
На фигурку пошло 9 метров нити — именно на столько уменьшился остаток в картридже. Адгезия вновь вполне нормальная, хотя клеем стекло мы не мазали.
Еще одно наблюдение: печатающая головка в значительной степени загораживает падающий от светодиодной линейки свет, что мешает наблюдать за печатаемым слоем. Но даже такая подсветка для закрытого объема лучше, чем никакой.
Как мы уже говорили, выгрузка нити при замене картриджа происходит из меню «Utilities – Change Cart – Unload Filament». Причем температура хот-энда при этом меньше рабочей: 170–175 °C, и если принтер только что печатал, даже приходится ждать, пока головка немного остынет.
Наклейка на внутренней стороне верхней крышки рекомендует при этом вытягивать нить, но мягко, без усилий и рывков. И здесь нас поджидала вторая неудача: хотя мы не прилагали титанических усилий, нить снова оборвалась, причем в самом неподходящем месте — в головке, между валами экструдера и входным отверстием трубки термобарьера, из которого торчал небольшой кончик.
Разумеется, увидеть это снаружи было невозможно, просто при последующей загрузке нить подавалась всего на 2-3 мм, а потом раздавался постукивающий звук: загружаемая нить во что-то упиралась и начинала проскальзывать в подающих валах. Причем упиралась не в оставшийся кусок, потому что протолкнуть его дальше в хот-энд она не могла. И вряд ли обломок можно было бы вытолкнуть в другую сторону через отверстие сопла проволокой (которая нам не досталась) — слишком уж он длинный.
Пришлось снимать головку, прогревать ее, задав режим загрузки нити, и извлекать застрявший кусок пинцетом. Отметим: белый разъем с семью разноцветными проводами всегда должен быть подключен к головке, иначе никакого нагрева не будет — подсветка замигает, а индикатор принтера отобразит код ошибки и требование выключить питание.
Когда отображаемое значение остатка нити в картридже доходит примерно до 30 метров, на ЖК-экране появляется предупреждение «Filament Low», которое не дублируется в окне утилиты Printer Monitor.
XYZware
При каждом запуске этой программы возникает требование зарегистрировать принтер — даже не предложение, а именно требование: есть только два варианта, «Register Now» и «Later», а совсем отказаться от регистрации нельзя.
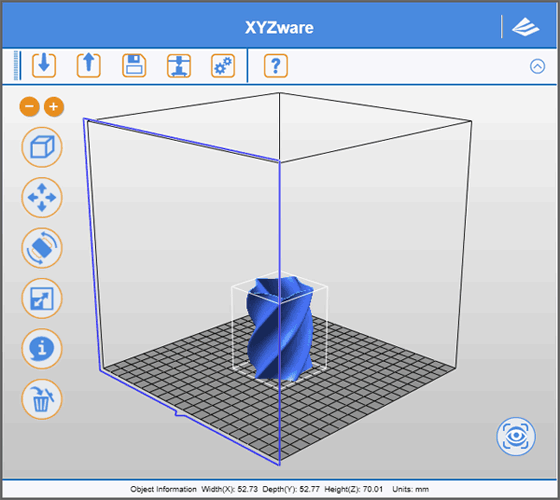
Поначалу окно программы кажется практически пустым: куб рабочего объема принтера (синей рамкой отмечена его фронтальная плоскость, ближняя к дверце) и несколько кнопок, половина из них неактивные.
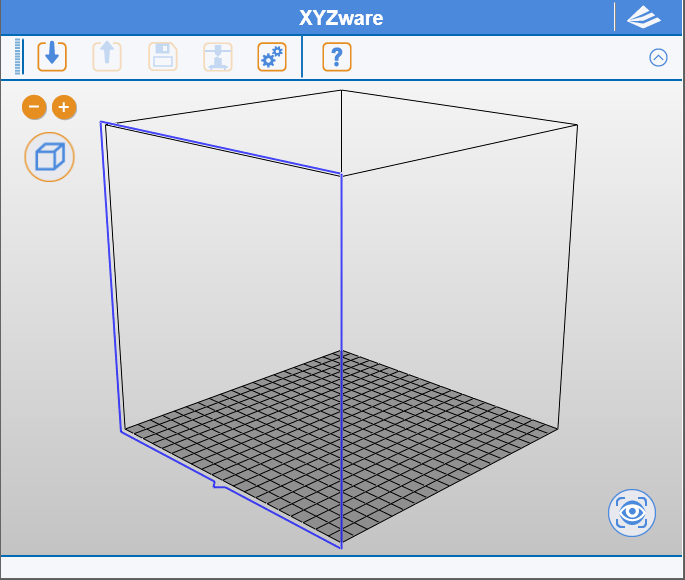
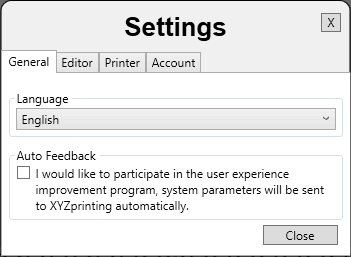
Одна из постоянно доступных кнопок «Settings» (настройки программы) также предоставляет небогатый выбор: можно задать язык интерфейса (русского в настоящее время нет, как и в меню самого принтера), выбрать единицы — миллиметры или дюймы, посмотреть, правильно ли определен подключенный принтер, работать с аккаунтом в XYZprinting (войти в имеющийся или создать). Есть еще две-три менее значимые настройки.
Обратите внимание на символ глаза в рамке, находящийся в правом нижнем углу: клик по нему откроет окно утилиты «Printer Monitor», в котором отображаются полезные сведения о принтере и картридже.
Если воспользоваться еще одной активной кнопкой «Import», то вместе с загружаемой моделью появляются новые кнопки, а три прежде неактивных становятся доступными. Можно работать с файлами форматов STL, NKG, 3MF, а также 3W — собственным форматом XYZprinting, в котором можно сохранять объекты для ускорения их печати впоследствии.
Также появляются функции, обычные для такого рода программ. Одни из них связана с просмотром модели, другие отвечают за расположение на платформе, масштабирование (совокупно по трем осям или раздельно) и пространственную ориентацию. Подробно описывать всё это нет смысла, мы лишь подскажем, что могут использоваться и мышь (обе кнопки и колесико), и клавиши Ctrl и Alt клавиатуры.
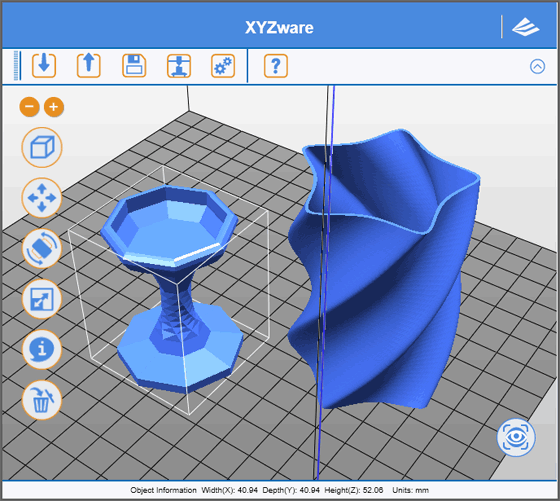
На платформе можно разместить несколько моделей, в том числе одинаковых, чтобы напечатать их в одном сеансе. Каждую из них можно перемещать или масштабировать индивидуально, текущая помечается рамкой.
Подготовив нужное, нажимаем кнопку «Print» в верхней строчке меню программы (принтер должен быть подключен к компьютеру, а его питание включено). Открывающееся окно даст возможность выбора некоторых параметров печати; обратите внимание, что немалая их часть открывается кликом по стрелке «Advanced».
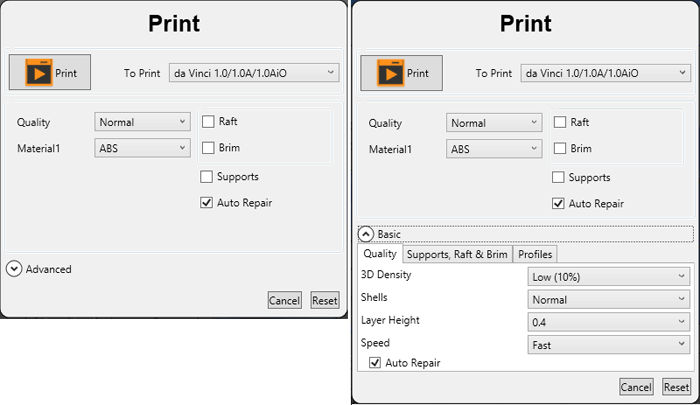
Поле «Quality» выбирает три варианта качества печати: Normal, Good и Excellent (в скачанном нами руководстве упоминается еще и четвертое — Fast Printing, но в нашей версии XYZware его не было). Они определяют ряд важных параметров: заполнение, высоту слоя, скорость печати, но их можно задавать и самостоятельно.
Интересно, что в поле «Material» присутствует тип нити Flexible (гибкая, без уточнения материала), а если используется принтер da Vinci 2.0 Duo с двумя печатающими головками, то для одной из них допускается материал WaterSoluble (водорастворимый, также без конкретизации). Напомним: в настоящее время предлагаются картриджи и катушки только с ABS и PLA, а использование нити сторонних производителей невозможно без чипов.

Надо отметить, что и список доступных принтеров шире имеющегося на сайте компании — например, здесь имеется da Vinci Jr. 1.0 Wireless.
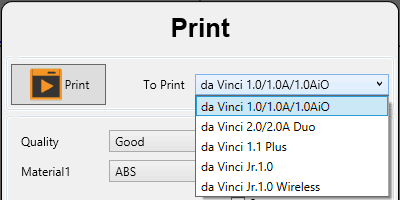
Возможно, всё это является заделом на будущее, и мы можем ожидать появления в продаже как новых моделей, так и картриджей с другими материалами.
Еще можно задействовать печать поддержек (supports, с тремя вариантами плотности), а также плота (raft) или полей (brim, ширина задается).
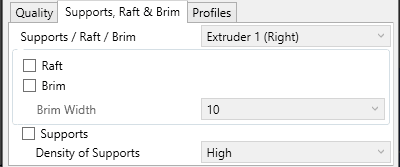
Можно создавать и сохранять профили с наборами настроек, оптимальных для конкретных моделей.
Закончив с настройками, запускаем задание на печать. Естественно, первым этапом будет слайсинг — построение управляющего кода, и это процедура может занять немало времени, в зависимости от сложности модели и мощности компьютера.
По окончании отображается результат с оценкой временем печати и потребного количества нити в метрах, то есть вполне можно узнать, хватит ли остатка в картридже на эту модель — пожалуй, самая полезная для владельца функция чипа.

Если не нажать кнопку «Print» справа внизу, то через минуту печать начнется автоматически.
Однако многое, имеющееся в уже знакомых нам слайсерах типа Slic3r или Cura, в настройках печати XYZware отсутствует. Это касается ретракции, уточнения скоростных режимов для разных частей модели и других «тонких» настроек. Но главное: нет возможности изменения температуры хот-энда и платформы, они заданы жестко для двух доступных типов пластика. А ведь даже с определенным пластиком для конкретных моделей или режимов печати порой приходится подбирать температуру хот-энда.
Чтобы получить графическое отображение результатов слайсинга, как в программе Repetier-Host, и оценить их до печати, нужно на этапе, соответствуюшем приведенному выше скриншоту, нажать Cancel. Если всё устраивает, то вновь нажимаем «Print» в горизонтальном меню программы и переходим к печати.
Правда, в интернете можно найти рекомендации по использованию упомянутых популярных слайсеров с принтерами da Vinci, и продвинутый владелец вполне сможет воспользоваться предоставляемым ими богатым спектром настроек, просто потребуется некоторое количество лишних «телодвижений». А для начинающих будет вполне достаточно имеющегося в XYZware.
Буквально через несколько дней после установки версии 2.1.2.1 при очередном запуске программы появилось сообщение о наличии новой версии. Мы согласились на апгрейд и получили версию 2.1.3.2, однако она оказалась не до конца проработанной: при попытке войти в пункт меню Settings программа закрывалась с сообщением об ошибке (на тестовом компьютере установлена ОС Windows 8.1), пришлось деинсталлировать эту версию и вернуться к прежней, устойчивой. Вот только автоматический поиск новых версий не отключается, и работе нам сильно мешали предложения обновиться, назойливо появлявшиеся через каждые пять минут. Бороться с этим можно одним способом: отключением компьютера от сети, заодно исчезнут и запросы на регистрацию при запуске программы.
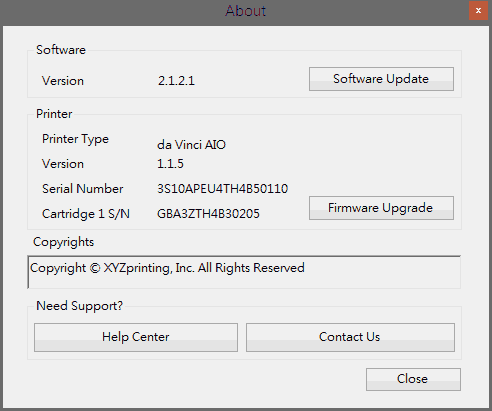
Firmware Upgrade: в принтере была прошивка версии 1.1.5, в разделе «Поддержка» сайта на момент написания обзора была доступна та же версия (с уточнением даты: 07.01.2015), поэтому перепрошивку мы не проводили. Уточним лишь, что эта процедура производится после нажатия «About»:
Сканирование
![]() Напомним: мы скачали и установили программу XYZscan в версии 1.4.11 от 17.07.2015. На рабочем столе получили еще одну иконку для запуска программы сканирования.
Напомним: мы скачали и установили программу XYZscan в версии 1.4.11 от 17.07.2015. На рабочем столе получили еще одну иконку для запуска программы сканирования.
При запуске программы появляется окно с предупреждениями о том, какие объекты наилучшим образом подходят для сканирования, и с предложениями посмотреть учебные видеоролики.
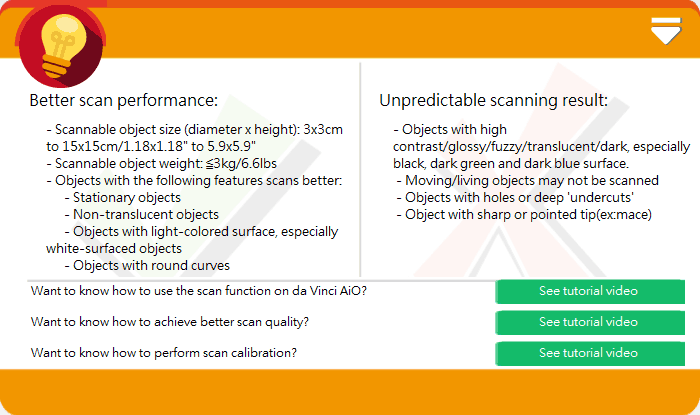
Ограничений на сканируемые объекты немало, геометрические размеры и вес (приведены в спецификации) являются не самым главным фактором. Досаднее другое: вряд ли нормально отсканируются объекты темные или с высококонтрастной окраской, прозрачные/полупрозрачные или глянцевые, с отверстиями или глубокими вырезами/впадинами, тонкими или острыми выступами (например, игрушки из меха). Еще говорится, что объект должен быть неподвижным — вероятно, на случай, если кто-то захочет отсканировать любимого котенка или хомяка.
И если с «не тем» цветом и прозрачностью можно бороться — например, нанося на объект покрытие из материала, который легко удаляется (инструкция рекомендует каучуковый спрей белого цвета; правда, цена подобных спреев рассчитана на профессионалов или на очень зажиточных любителей), то большинство прочих ограничений зачастую являются непреодолимыми.
Словом, фразу «вследствие физических ограничений некоторые объекты могут сканироваться хуже» надо воспринимать с точностью до наоборот: лишь некоторые объекты будут нормально отсканированы в их натуральном виде, еще ряд объектов придется предварительно подготовить, но очень и очень многие предметы, даже не очень сложной формы, качественно отсканировать не получится вообще.
И это не свойство отдельно взятого аппарата da Vinci 1.0 AiO, а общие ограничения используемой в нем технологии сканирования, присущие и гораздо более дорогим сканерам. К подобному нужно относиться спокойно и не рассчитывать, что без дополнительной обработки удастся получить копию любого предмета, лишь бы он имел подходящие размеры и вес.
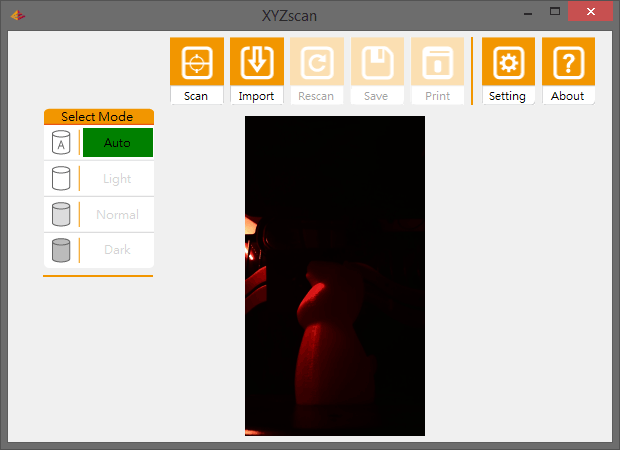
Окно программы выглядит так:
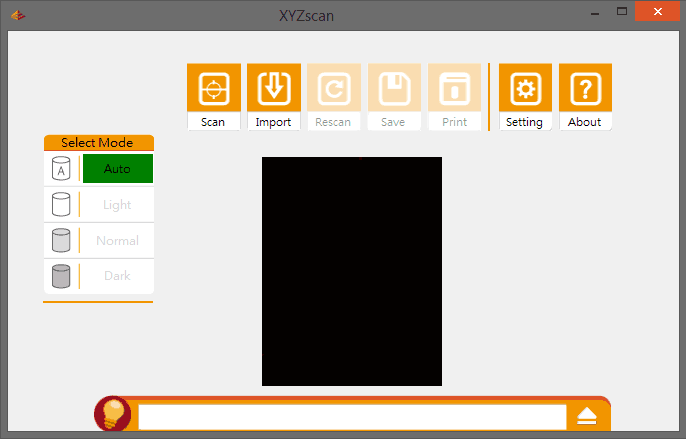
В темном прямоугольнике вообще-то должно быть изображение с одной из камер, но, поскольку подсветка в данном режиме выключена, а внешнего света, попадающего через полупрозрачные панели, недостаточно, то чаще всего получается просто темный фон.
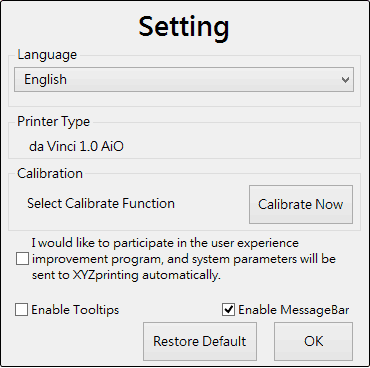
Настроек здесь еще меньше, чем в XYZware — выбор языка (вновь без русского), калибровка и три малозначащих установки вроде включения-выключения панели сообщений (на приведенном выше скриншоте она внизу, с изображением лампочки в левой ее части).
Про калибровку сканера придется рассказать подробнее, поскольку в доступных материалах информация неправильная — видимо, они готовились для предыдущих версий программы XYZscan. К тому же обнаружился и еще один «подводный камень».
И в «XYZscan User Manual» (мы пользовались редакцией Edition 2 от августа 2015 года, скачанной с сайта производителя), и в учебном видеоролике (в англоязычном разделе сайта) сказано, что сначала надо нажать кнопку Calibrate, а калибровочную пластину помещать на вращающуюся платформу только после появления соответствующего сообщения.
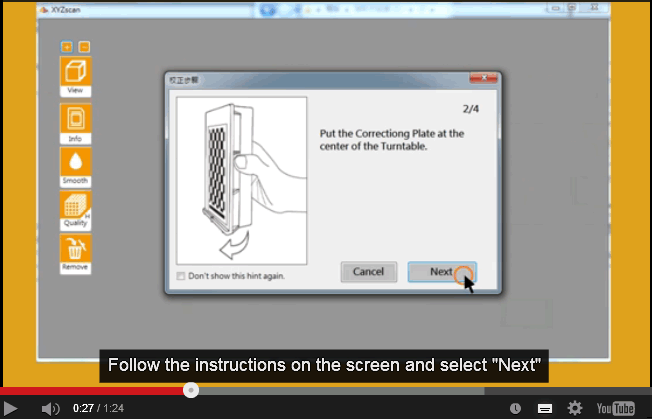
В текущей версии программы подобных сообщений не будет, пластину надо поставить сразу, до нажатия Calibrate. Ее следует установить так, чтобы сторона с клеточками была обращена к левой камере, а выступы в основании пластины совпали с отверстиями платформы. Чтобы калибровка прошла нормально, видеоролик рекомендует закрыть боковые прорези корпуса штатными заглушками, закрыть дверцы и убрать спереди и с боков яркие источники освещения, в том числе прямые солнечные лучи.
Процесс начинается с перемещения печатающей головки на исходную позицию и подъема платформы. Затем общая подсветка рабочей камеры гаснет и начинается сама калибровка: можно наблюдать вращение поворотного стола, появление лазерного луча красного цвета и включение подсветки левой камеры.

По идее, процесс должен длиться около семи минут, но у нас после примерно четырех он обрывался с сообщением об ошибке, после чего программа XYZscan закрывалась аварийно. Причину такой беды мы искали долго; как часто бывает, она оказалось банальной: всего-навсего надо было протереть мягкой неворсистой тканью окошки излучателей и камер. А вот как они умудрились запачкаться до такой степени, что калибровка не могла нормально завершиться, осталось загадкой — расположение и форма сканирующих модулей вовсе не способствуют скоплению в них мусора, к тому же сам аппарат почти новый, и толстый-толстый слой пыли попросту не успел бы в нем скопиться.
В общем, после очистки калибровка закончилась совершенно нормально. Повторять ее инструкция рекомендует лишь в случаях, когда замечено ухудшение качества сканирования; но перечитайте сказанное выше в отношении ограничений на сканируемые объекты: чаще плохой скан будет объясняться вовсе не раскалиброванностью. Мы же затеялись с калибровкой только с целью опробовать и описать процедуру, как выяснилось — не зря.
Но могут быть проблемы и иного рода, гораздо более серьезные: аппарат включен и подключен кабелем к USB-порту, а программа его не видит, выдавая сообщение «Printer not connected» — подобное описано в интернете. Однозначного решения не приводится; в попытках преодолеть затруднения с калибровкой мы опробовали несколько версий XYZscan и драйверов, и можем сделать такое предположение: работа ПО XYZprinting, включая драйверы, зависит от сочетания версий прошивки firmware самого аппарата и программ/драйверов — и то, и другое желательно устанавливать либо самое новое, либо выпущенное в одно и то же время, а старая прошивка с новым ПО (или наоборот) могут привести к неправильной работе и возникновению ошибок.
Примеры сканирования
Лев (напечатанный из меню принтера, белого цвета)
По первому нажатию кнопки Scan в окне программы слева возникает панель выбора режима сканирования (в соответствии с окраской образца, подробности есть в инструкции), а в центре отображается изображение с камеры.
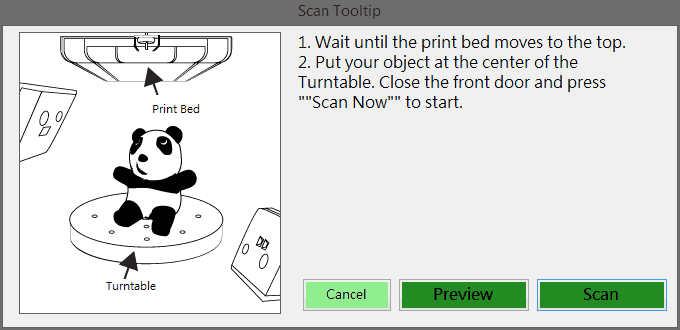
После второго нажатия платформа поднимается вверх и появляется окно начала сканирования, где можно выбрать предварительный просмотр или сразу начать сканирование; мы выбрали второй вариант. Предоставляемая этим окном пауза позволит разместить оригинал на вращающемся столе — специальных приглашений, как на имеющемся видеоролике, в данной версии XYZscan не будет.
Далее отображается процесс сканирования:
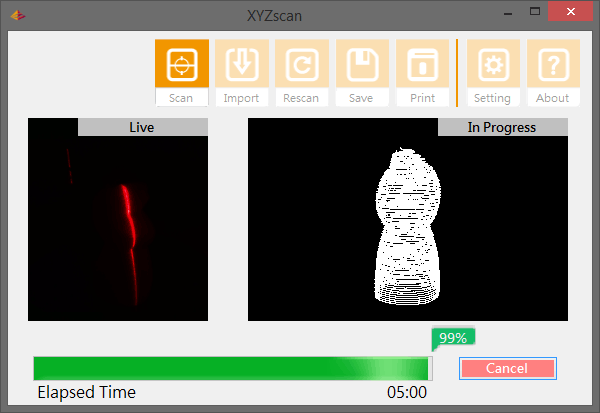
Оно длилось 5:05 минут, фактически это стандартное время для объекта любой сложности — в инструкции мы даже нашли уточненные цифры: 288 секунд (правда, у нас прогресс-индикатор программы и секундомер показали немного большее время). Но к этому надо добавить цикл подъема платформы, который происходит непременно, даже если перед этим проводилось сканирование и платформа уже находится вверху — это еще минимум 12–13 секунд.
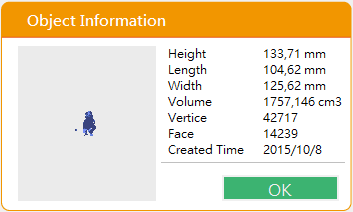
Затем в окне долго крутилось «солнышко» со словом «Loading…», потом отобразилась информация об объекте и полученный скан:

Более примитивную фигурку представить себе сложно, разве что цилиндр или шар, поэтому на скане существенных дефектов нет. Но именно существенных: если присмотреться, то можно, например, заметить неровности на гриве льва, которых не было на исходном объекте. Поэтому программа предоставляет возможность сглаживания (кнопка Smooth слева), позволяющего убрать подобные мелочи.
Но какой-то мусор, заметный возле морды льва, всё же остается, и инструментов для его удаления нет. Кнопка Quality лишь позволяет упростить полигональную сетку, чтобы файл при сохранении не получился слишком большим, но, конечно, за счет некоторых искажений формы.
Дальше можно сохранить файл в форматах STL или DAS (это собственный формат компании, сохранение в котором позволит в дальнейшем пользоваться средствами редактирования XYZscan, а для STL они не будут доступны) либо удалить скан, если он вас не устраивает.
В горизонтальном меню XYZware сейчас стала доступной кнопка Rescan, по нажатию которой возникает окно с двумя вариантами: Re-Scan — отсканировать заново, отказавшись от полученного результата, и гораздо более интересный Multi-Scan. Суть мультисканирования понятна из названия: делается несколько сеансов сканирования, результаты которых обрабатываются в совокупности для получения скана с повышенным качеством. Но для столь простой фигурки эта процедура не имеет смысла.
Тираннозавр (голубого цвета, напечатан на другом принтере)

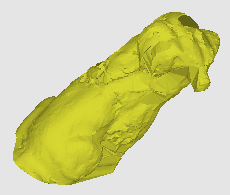
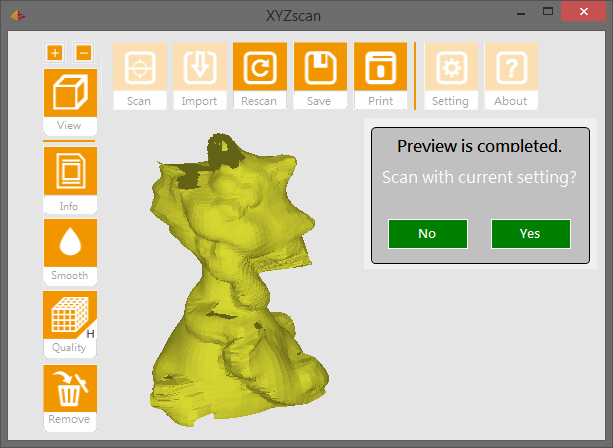
Мы начали с предварительного просмотра; параметры фигурки были вычислены правильно (по крайней мере, длина-ширина-высота):
Но отображение было более чем некачественным:

Тем не менее, мы запустили сканирование, которое закончилось полной неудачей:
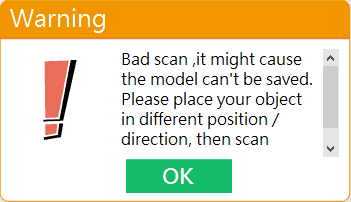
В соответствии с рекомендацией в этом сообщении, мы меняли расположение фигурки, а также задавали разные режимы (Auto, Light, Normal, Dark), но все попытки заканчивались точно так же. В такой ситуации функцию Multi-Scan использовать не получится: она становится доступной лишь при сколь-нибудь успешном завершении первого сканирования.
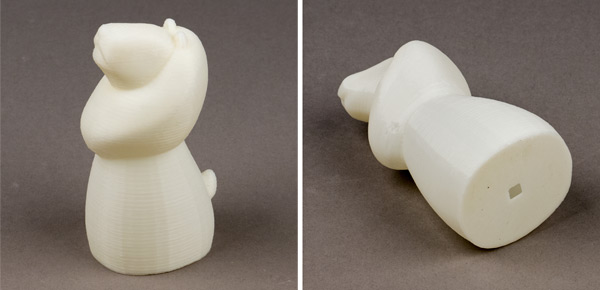
Собака (цвета бронзы)
Размеры фигурки ближе к минимально допустимым: примерно 59×48×33 мм.

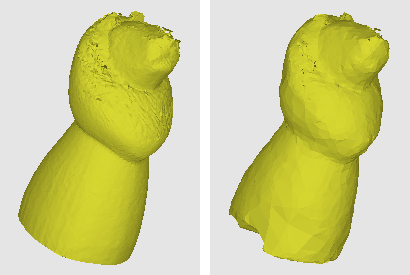
Попытка сканирования в режиме Auto закончилась неудачей, как и с динозавром, а вот установка Dark позволила получить результат, пусть и не очень удачный: заметны искажения — например, плохо получилась морда, на макушке осталась неотсканированная «дырка», а нижние 2-3 миллиметра фигурки, включая кончики лап, на скане не получились вовсе.

Поэтому мы немного поменяли положение фигурки и запустили Multi-Scan; в этом режиме платформа подниматься не пытается, поэтому процесс идет чуть быстрее.
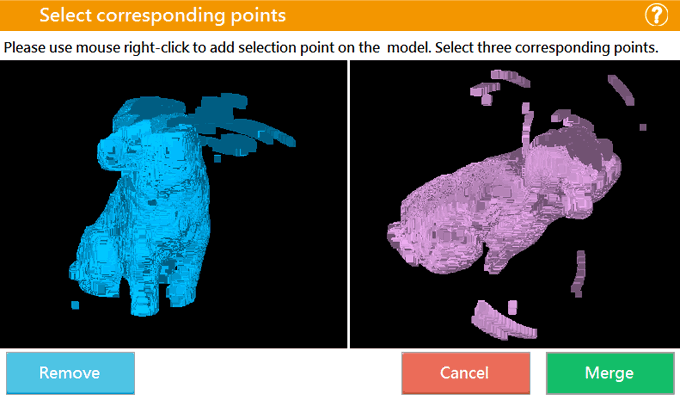
В окне отображены два скана, теперь надо выбрать на левом и правом по три точки, по которым будет проводиться совмещение — оно инициируется кнопкой Merge. Изображение можно увеличивать колесиком мыши и вращать при нажатой левой кнопке.
Процесс совмещения на компьютере средней мощности занимает немало времени, и вовсе не факт, что итоговый результат сразу получится лучше, чем первый скан. Скорее всего, оптимальное расположение точек придется подбирать; дважды совмещение у нас вообще не получилось, было выдано соответствующее предупреждение.
Несколько раз итогом получались две наложившиеся, но не совместившиеся фигуры:
Мы пробовали повторить второй скан (при выходе из Multi-Scan первый скан сохраняется), меняли наборы точек, но добились лишь того, что после очередной попытки программа XYZscan завершилась аварийно.
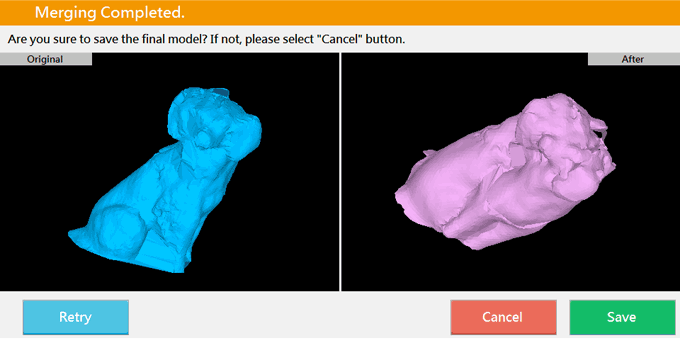
На этом пробы функции Multi-Scan мы прекратили и решили напечатать результат одного сканирования. Для этого не обязательно сохранять скан в виде файла, можно нажатием кнопки Print перейти в XYZware (надо только не забыть удалить фигурку с вращающегося стола).
Но, присмотревшись к открывшемуся изображению внимательнее, от печати всё же отказались — нечто общее у копии и оригинала есть, и не более того: очень многие элементы фигуры, особенно нависающие — морда, живот — попросту переданы неверно.
Кот с рыбой (серый, некоторые части других цветов)
Эта фигурка заметно крупнее, чем собака: примерные размеры 96×60×68 мм.

Опять пришлось подбирать наилучший режим,что отнимает очень много времени: само сканирование длится более пяти минут (предварительный просмотр втрое быстрее), да еще около десяти занимает отображение результата в программе XYZscan на нашем не самом быстром тестовом компьютере, да всякие промежуточные действия — выбрать, посмотреть, подтвердить. Итого мы потратили два часа, с Preview и без, но какого-либо результата не получили вообще. Причем предварительный просмотр мог проходить удачно, с приемлемым на вид результатом:
Но последующие сканирования раз за разом заканчивались неудачей и выдачей того же сообщения, что мы получали для динозавра. Таким образом, целесообразность функции Preview становится более чем сомнительной.
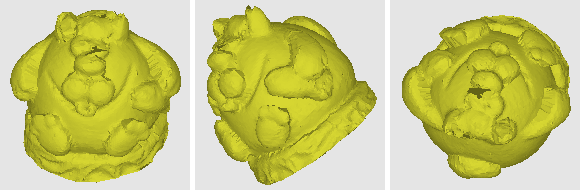
Кот-толстяк (серого цвета)
Эта фигурка лишь немногим сложнее, чем лев, но небольшого размера: около 57×57×61 мм.

На скане она получилась довольно удачно сразу, без долгого перебора параметров.
А вот функции сглаживания Smooth и упрощения Quality для этого скана не работали: любое изменение приводило к тому, что фигурка попросту исчезала с экрана.
Передача в XYZware также не работала: в окне этой программы отображался не жирный котяра, а лишь какой-то его кусок, хотя в XYZscan всё выглядело вполне пристойно.
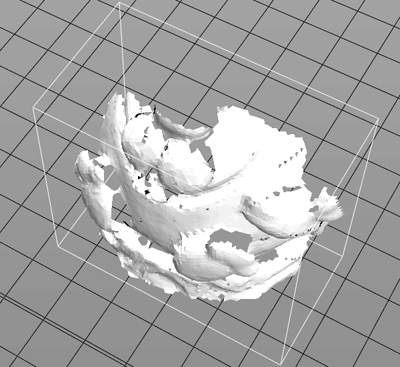
То же давало и сохранение в виде STL-файла с последующим вызовом в программу печати.
И вновь началось: Light, Normal, Dark… С установкой Dark мы наконец получили скан, который не только отображался похожим на оригинал в окне ZYXscan, но поддавался сглаживанию (мы применили самую легкую степень) и нормально транслировался в XYZware.
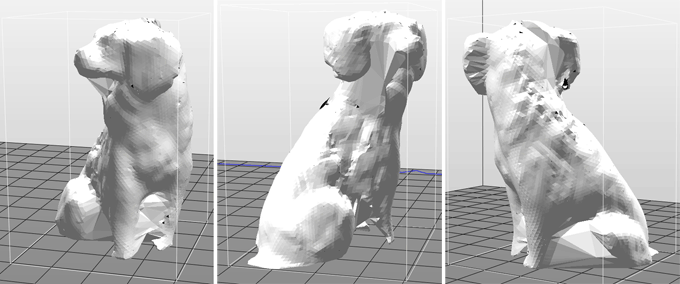
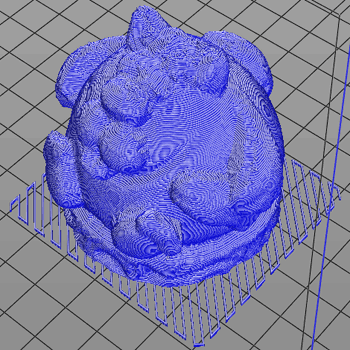
Казалось бы, можно печатать, однако и тут не все оказалось гладко: слайсинг выдавал какие-то «лишние детали», которых на исходной фигурке не было.
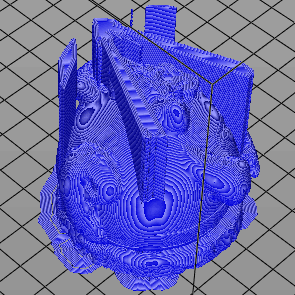
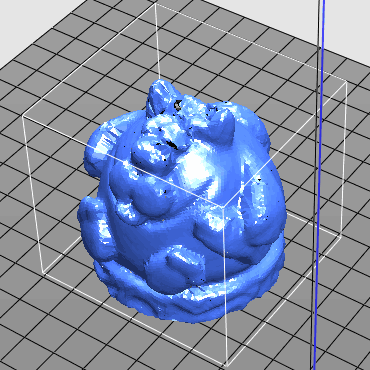
Любые настройки средствами XYZscan (сглаживание, упрощение) и изменение параметров слайсинга в XYZware ситуацию не исправляли: форма «добавок» могла меняться, но они все равно оставались. Вероятно, используемый слайсер интерпретирует дефекты скана таким образом, что они преобразуются в подобные артефакты. Мы проверили это, сохранив скан в STL-файл и исправив его с помощью программы netfabb. Дело сразу пошло на лад — вот результат слайсинга того же скана после обработки в netfabb:
Слайсинг проводился со следующими установками: высота слоя 0,3 мм, заполнение 10%, создание плота. По данным слайсинга, печать должна длиться 1:49 часа, длина нити 10,44 м. Вот результат:

Копия получилась хоть и не идеальной, но вполне узнаваемой, причем наличие у оригинала подставки (что-то вроде круглого пенька, на котором сидит котище) сыграло положительную роль: нижние 2-3 миллиметра на скане вновь пропадают, но на них нет ничего существенного. Если эти миллиметры важны — как, например, в случае с фигуркой собаки, то можно при сканировании попробовать подложить что-нибудь соответствующей толщины и формы под основание оригинала.
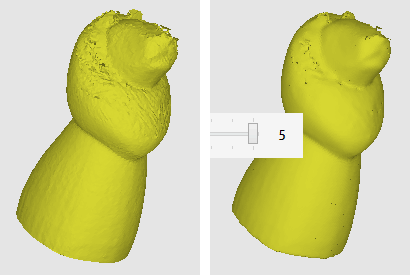
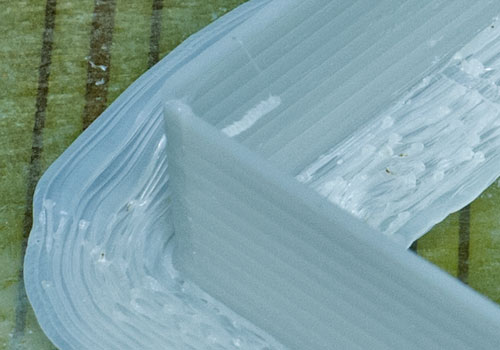
Мы проверили, как напечатается отсканированная ранее фигурка льва (параметры печати: Layer height 0,4 mm – Speed fast – Shells normal – Density 5%, по данным слайсинга время печати 1:32 часа, расход нити 10,77 м). Дело обстояло точно так, как и с котом: слайсинг превратил малозаметные на глаз дефекты в артефакты, существенно искажающие модель; вновь пришлось заняться «лечением» в программе netfabb.
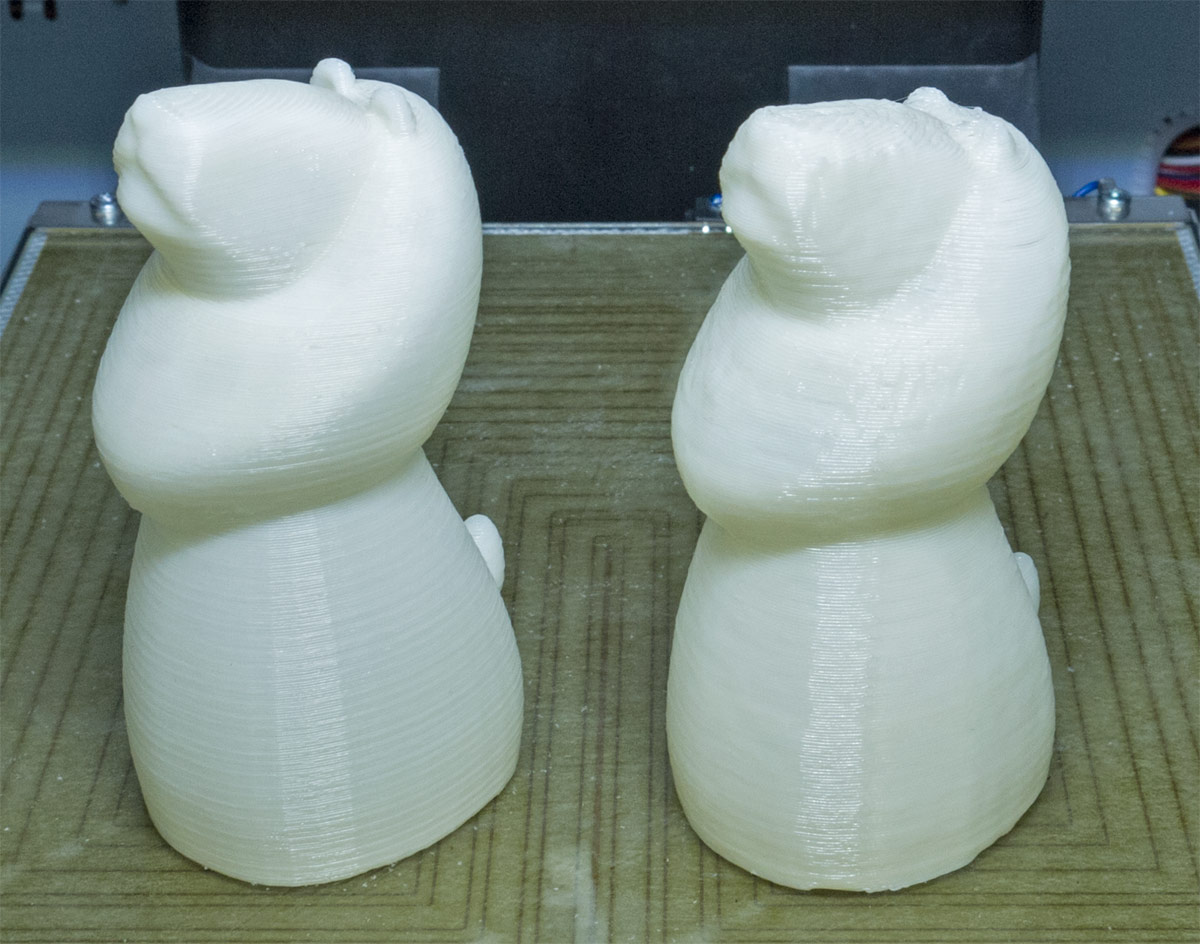
Слева оригинал, справа копия
Почти один в один, разве что уши немного подкачали, не так четко очерчена морда и высота уменьшилась на те самые 2-3 миллиметра. Слоистость на копии заметна больше, но при печати мы задали максимальную толщину слоя.
Из-за огрехов сканирования нижняя часть копии получилась не идеально ровной, и основание фигурки прилегало к платформе не всей площадью. Тем не менее, адгезия даже без использования клеящего карандаша получилась вполне нормальной.
Итак, из пяти опробованных нами оригиналов нормальные сканы удалось получить только для двух, самых простеньких (хотя и еще два суперсложными назвать трудно). Причем напечатать копию объекта с использованием любого из этих двух удачных сканов получилось лишь после обработки в сторонней программе. Результат неутешительный.
Примеры печати
Все модели взяты из источников, предлагающих свободное скачивание.
ABS
Брусок 20×20×10 мм
Параметры печати: Layer Height 0,2 mm – Speed slow – Shells normal – Density 20%; время печати 21 минута, расход нити 0,83 м (по данным слайсинга).
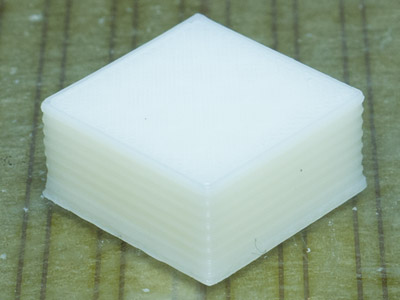
Мы задали не самую большую высоту слоя, однако слоистость заметна.
Геометрических искажений не видно, а вот размеры немного подкачали: получилось 19,95×19,95×9,60 мм (измерено штангенциркулем с ценой деления 0,05 мм) — то есть по X и Y отлично, а вот по Z маловато. В какой-то степени это можно отнести на термоусадку, но всё же есть подозрение, что принтер не очень точно откалиброван по этой оси, причем дело не в положении платформы.
Тонкие стенки
Параметры печати: Layer Height 0,1 mm – Speed slow – Shells normal – Brim; время печати 26 минут, расход нити 0,31 м (по данным слайсинга).
Сам тонкостенный образец напечатан неплохо, но мы задали минимально возможную высоту слоя, а слоистость все равно хорошо видна:
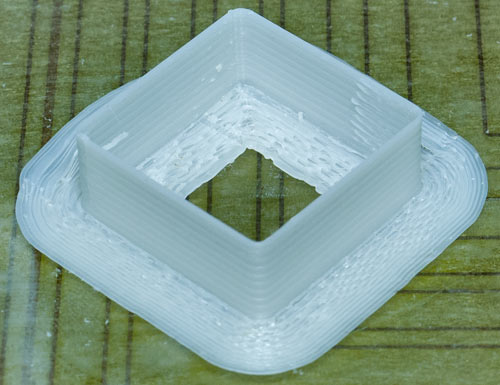
Несколько хуже получились поля (brim), без которых подобная фигурка, имеющая минимальную площадью контакта с платформой, вряд ли удержалась бы на ней: кое-где поля «вздыбились», придавая не очень эстетичный вид, но это не столь важно, ведь свою основную роль — удержать модель на рабочем столе — они выполнили.
Чтобы поля лучше закреплялись на платформе, для следующего образца мы всё же воспользовались клеящим карандашом, получилось гораздо лучше.
Мосты
Параметры печати: Layer Height 0,3 mm – Speed standard – Shells normal – Density 15% – Brim; время печати 26 минут, расход нити 1,49 м (по данным слайсинга).
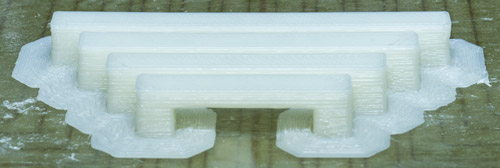

Можно сказать, что этот тест принтер выдержал достойно: на самом коротком мостике с пролетом в 20 мм провисания нити не заметно вовсе, на следующем оно лишь намечается, а сколь-нибудь критическим становится на самом длинном 50-миллиметровом мосте, но и тут нити не провисают до платформы: отклонение толщины от нормального значения в 3 мм не превышает одного миллиметра.
Паутинка (тест калибровки платформы)
Параметры печати: Layer Height 0,2 mm – Speed standard – Shells normal; время печати 12 минут, расход нити 0,45 м (по данным слайсинга).
Первая попытка закончилась полной неудачей: сцепление тонких линий с платформой было слабым, и почти все они попросту отвалились, образовав спутанный клубок. Пришлось намазать рабочий стол клеем, и вновь дело пошло на лад.
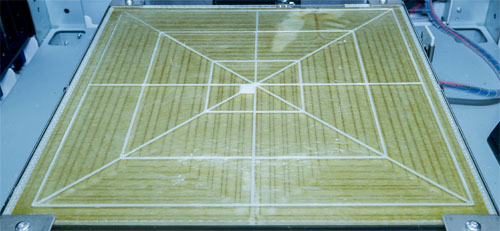
Таким образом, можно сделать вывод, что использование самого обыкновенного канцелярского клея при печати на стекле может быть, как минимум, небесполезным, а иногда и попросту необходимым (по крайней мере, при печати пластиком ABS), хотя зачастую можно обойтись и без него.
Собственно, данный тест служит для проверки не столько адгезии, сколько калибровки платформы. На фото это заметить трудно, но платформа откалибрована не идеально: в левом дальнем углу слои получились тоньше, и при снятии «паутинки» она в этом месте порвалась. Вероятно, этот угол попросту слегка приподнят, но из-за несовершенства системы калибровки лучше оставить всё как есть — достаточно, чтобы операция Calibrate в меню принтера заканчивалась сообщением Success.
Тест оси Z
Параметры печати: Layer Height 0,2 mm – Speed slow – Shells normal; время печати 8 минут, расход нити 0,11 м (по данным слайсинга).
Данный тестовый образец похож на очень тонкий гвоздь длиной 12 см, поставленный на шляпку.
Далеко не каждый принтер хоть как-то справляется с его печатью без долгого подбора параметров, а в данном случае образец всё же был напечатан до конца, хотя больше половины его высоты получились не палочкой, как должно быть, а скорее пружинкой с увеличивающимся диаметром витков.
Теперь более сложные образцы.
Трицератопс
Параметры печати: Layer Height 0,3 mm – Speed fast – Shells normal – Density 10% – Supports low; время печати 8:07 часа, расход нити 39,46 м (по данным слайсинга).
Столь долгую печать пришлось оставить после окончания рабочего дня, и даже без присмотра завершилась она без приключений.
На первом фото поддерживающие структуры еще не отделены:

Убрать основную часть поддержек очень просто даже без инструмента, руками. Но, конечно, потом потребуется тщательная финишная обработка.

Адгезия нормальная — возможно, благодаря остаткам ранее нанесенного клея.
Вновь хорошо заметна слоистость, но это полбеды, гораздо хуже, что между слоями в некоторых местах есть щели — тоненькие, но порой значительной длины. Из-за этого левая передняя лапа при удалении поддержек попросту отвалилась чуть выше локтевого сгиба (на фото излом показан стрелками).

Конечно, лапу мы потом приклеили, но склейка получается надежной не всегда, а лишь при достаточной площади пятна контакта. Поэтому лучше, чтобы ничего не отваливалось, и для этого придется подбирать режимы печати так, чтобы модель получалась качественной и прочной, но при этом время печати и расход материала не получались чрезмерными. А если для печати требуется более 8 часов времени и около 40 метров нити, то метод проб и ошибок становится затратным мероприятием… Но, конечно, приобретается опыт работы с данным принтером и материалом, который очень пригодится в дальнейшей работе.
Кроме того, нижние части лап кое-где имеют грязно-желтый оттенок, что может говорить о неподходящем для данного пластика температурном режиме.
Беда еще и в том, что программа печати XYZware позволяет менять лишь самые общие параметры печати, о чем мы говорили выше. Посмотрим на другом примере, достаточно ли их для получения качественной модели.
Лягушка
Параметры печати: Layer Height 0,2 mm – Speed fast – Shells thick – Density 20% – Brim; время печати 1:03 часа, расход нити 2,74 м (по данным слайсинга).
Эта модель гораздо меньше размером, поэтому время печати получается приемлемым, и мы уменьшили толщину слоя, а толщину стенок и степень заполнения увеличили для повышения прочности. Поскольку пальцы на лапках имеют небольшую площадь соприкосновения с платформой, включили печать полей, а поддержки задавать не стали, чтобы проверить, нормально ли напечатаются элементы с наклоном в пределах 40–45 градусов (брюшко, передние лапки; многие другие принтеры с этим справлялись).
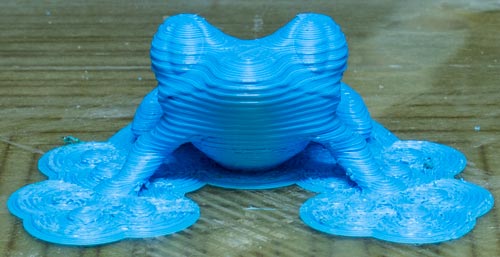
Наклонные части фигурки получились хоть и не идеально, однако вполне приемлемо, сама она достаточно прочная, но, несмотря на уменьшенную толщину слоя, наблюдаемая слоистость оказалась очень высокой, а нижняя часть еще и с грязно-желтыми пятнышками. И хотя щелей между слоями нет, модель вполне можно считать бракованной.
Поэтому мы напечатали еще два варианта, благо затраты времени и пластика не столь уж велики. Заодно можно будет оценить, как влияют некоторые параметры на время печати и расход нити.
Параметры печати: Layer Height 0,2 mm – Speed standard – Shells thick – Density 15%; время печати 58 минут, расход нити 2,33 м (по данным слайсинга), реальное время печати 1:04 часа с момента первого движения головки до ее парковки, без учета прогрева и т.п.
На этот раз мы обошлись без полей; на платформе были остатки нанесенного ранее клея, адгезия получилась приемлемой: в процессе печати ничего не отвалилось, но по окончании фигурка снялась очень легко.
Если бы не поля, то отличить две фигурки было бы невозможно (и потому фото мы не приводим), то есть уменьшение скорости печати на одну ступень сколь-нибудь заметного влияния на качество не оказывает. Правда, и затраченное время тоже изменилось незначительно, особенно с учетом того, что мы убрали поля и снизили плотность заполнения.
Поэтому на следующем шаге мы уменьшаем скорость печати и высоту слоя до минимума.
Параметры печати: Layer Height 0,1 mm – Speed slow – Shells thick – Density 15%; время печати 1:49 часа, расход нити 2,16 м (по данным слайсинга), реальное время печати 1:58 часа.

Что же, на этот раз за счет двукратного увеличения времени печати качество повысилось, но не радикально: для сравнения на приведенном фото все три полученные фигурки расставлены слева направо.

Слоистость даже при минимально возможной установке толщины слоя получилась очень заметной! На одном из ранее побывавших у нас принтеров отечественной разработки лягушка получалась гораздо лучше, причем параметры задавались отнюдь не из соображений максимально возможного качества, да и время печати было на час меньше.

PLA
Теперь попробуем напечатать лягушку из нити другого типа — PLA.
Параметры печати: Layer Height 0,1 mm – Speed slow – Shells thick – Density 15%; время печати 1:31 часа, расход нити 3,42 м (по данным слайсинга), реальное время печати 1:40 часа.
Надо же, как интересно: настройки печати те же, что и в прошлый раз, но при смене материала заметно уменьшается время, зато нити требуется намного больше. Изменение времени хоть как-то объяснить можно — ведь скорость печати в XYZware мы задаем не абсолютными значениями, и понятие «slow» в слайсере для разных материалов может отличаться. А вот почему при тех же самых установках толщины слоя, стенок и плотности заполнения нити PLA требуется почти на 60% больше, чем ABS, мы объяснить не беремся.
Обнаружив свежеустановленный картридж с нитью другого типа, XYZware предлагает сменить сопло (nozzle, в данном случае имеется в виду хот-энд, поскольку сопло отдельно не меняется) и провести калибровку. Ну, или на свой страх и риск продолжить печать как есть, что мы поначалу и попробовали сделать.
Калибровку провести всё же пришлось: зазор между соплом и платформой оказался настолько мал, что первый слой попросту не печатался, и это при том, что до сих пор печать ABS шла совершенно нормально. Проверка калибровки показала существенный разброс калибровочных значений для трех контрольных точек: 245, 363, 341; неужели изменение температурных режимов — хот-энд для печати PLA нагревается до 195 °C, платформа до 45 °C — столь существенно повлияло на калибровку?! На других принтерах мы подобного не наблюдали, скорее всего, калибровку сбили наши усилия по снятию предыдущих фигурок с рабочего стола.
Несмотря на предыдущий опыт, калибровка вновь отняла немало времени.
Адгезия PLA к стеклу, особенно при наличии подогрева, обычно гораздо лучше, чем у ABS. И, поскольку лягушка из ABS у нас нормально печаталась без полей, мы смело вычеркнули поля и сейчас, однако одна передняя лапа оторвалась от стекла примерно на четвертом-пятом слое. Пришлось помазать место расположения фигурки клеем и печатать заново, лишь с третьей попытки процесс нормально дошел до конца. При снятии даже пришлось немного попыхтеть: фигурка держалась на намазанном клеем стекле очень прочно.
А вот полученный результат существенно отличается от того, что мы получали при печати из ABS. Предоставленный нам полупрозрачный золотистый пластик очень красив на вид, но фигурки из него для фотосъемки подходят плохо, поэтому фотографию поясним комментариями.

Спинка и верхняя часть головы получились лучше, чем из ABS: слоистость заметна гораздо меньше. Однако все нависающие части — брюшко, внутренние части передних лапок — скорее подошли бы бородавчатой жабе: неровные, с хаотически расположенными бугорками. В общем, нормальным получившийся образец назвать нельзя, поэтому попробуем еще один, немного поменяв параметры.
Параметры печати: Layer Height 0,2 mm – Speed standart – Shells thick – Density 10%; время печати 48 минут, расход нити 2,38 м (по данным слайсинга), реальное время печати 53 минуты.
Фото вновь не приводим, поскольку существенной разницы не обнаружено: слоистость примерно на том же уровне, да и неровность нависающих частей никуда не делась. Из-за увеличения скорости печати кое-где добавились ниточки пластика в местах «холостого» перемещения печатающей головки — не очень хорошо настроена ретракция.
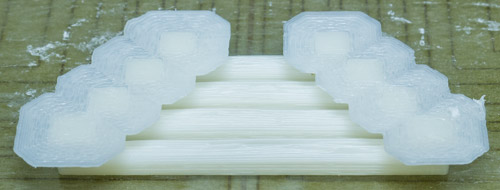
Теперь вспомним о том, чего мы хотели добиться, печатая целое стадо лягушек: нужно было проверить, насколько прописанные в слайсере параметры печати, недоступные пользователю, являются оптимальными для фирменных расходных материалов. И вывод оказался не очень утешительным: назвать результаты печати очень хорошими можно в основном для тестовых моделей, распечатываемых из меню принтера, но они очень простенькие, а управляющий код для них явно оптимизирован в максимально возможной степени. Чтобы окончательно убедиться в этом, мы напечатали и третью, последнюю из имеющихся в меню принтера тестовых моделей — маяк, на этот раз из PLA.

И эта несложная фигурка получилась очень неплохо: слоистость заметна примерно на том же уровне, что и у льва из белого ABS, то есть гораздо меньше, чем на лягушках из синего ABS. Печать по нашему таймеру длилась 1:38 часа.
При печати сколь-нибудь сложных пользовательских моделей ситуация иная: явных «косяков» почти не бывает (разве что из-за сбившейся калибровки стола или недостаточной адгезии), но и назвать даже просто хорошими напечатанные образцы можно редко, чаще всего они тянут не более чем на «удовлетворительно».
Однако, раз уж встроенные тесты печатаются вполне прилично, причем из разных материалов, то качество наверняка можно повысить и для всех прочих образцов, просто для этого придется отказаться от печати из XYZware и заняться сопряжением da Vinci с известными слайсерами, имеющими широкий спектр настроек.
Снова о картриджах
В какой-то момент остаток нити в комплектном картридже по показаниям принтера составил всего 2 метра, и напечатать что-то путное из такого количества попросту стало нельзя. Причем еще и по такой причине: после слайсинга программа XYZware сравнивает потребное количество с остатком и не позволяет начать печать, если нити в картридже меньше, чем нужно.
Разобрав картридж, мы проверили: реально нити осталось не два, а около 11 метров — существенная разница, вполне хватило бы на среднего размера фигурку. Причин может быть две: либо нить намотана с запасом, либо счетчик завышает расход. В последнем случае упрекнуть разработчиков трудно — лучше пусть останется, чем чуть-чуть не хватит. Собственно, и тут полное сходство с «бумажными» принтерами: тонер или чернила в картридже зачастую еще есть, а в чипе прописано, что они кончились, и продолжение печати блокируется.
Итак, мы убедились: чип блокирует дальнейшее использование картриджа по окончании имеющейся в нем нити (точнее, когда сохраненные в чипе данные покажут, что нить закончилась или вот-вот закончится), и это не позволит использовать материалы других производителей. Всё в точности так, как происходит в чипованных картриджах обычных принтеров, и в полном соответствии с третьим законом Ньютона применительно к подобным коммерческим ухищрениям («всякому действию есть равное противодействие») появились способы сброса чипов — производитель стремится заработать на расходных материалах, а пользователи жаждут сэкономить.
И мы не открываем какую-то тайну, сейчас все умеют пользоваться поисковиками, а потому за считанные минуты найдут рецепты сброса чипов da Vinci. Вот только особо не обольщайтесь: способы эти не назовешь тривиальными, они требуют и некоторых затрат, и умения работать с Arduino. Тем не менее, наличие возможности обойти защиту расходных материалов всегда способствует популярности самого принтера. Но, конечно, энное количество картриджей или фирменных наборов «катушка + чип» для их заправки купить придется, чтобы было чего перезаправлять и сбрасывать.
Для оригинальных расходных, поставляемых производителем принтера, обычно гарантируется высокое и стабильное качество, но зачастую соображения экономии перевешивают, потому что разница в цене получается очень уж немалая. Мы встретили в российской рознице предложение 600-граммовых картриджей с ABS для da Vinci по цене 3890 рублей (бывает и дороже), а такой пластик от других производителей у того же продавца стоил существенно дешевле: от 1650 до 2900 рублей, причем за килограммовую катушку. Есть и более привлекательные цены на картриджи, но даже 3200–3300 рублей за 600 граммов нити (пусть и качественной) — это очень много, когда речь идет про ABS или PLA.
Встречается и нить XYZprinting в катушках, но продавцы далеко не всегда уточняют: то ли это материал для Junior с соответствующим чипом, то ли для картриджных моделей da Vinci, и есть ли в комплекте нужный чип. Да и цена лишь немногим меньше, чем у картриджей.
Есть и стороны вопроса, не связанные с экономией. Речь прежде всего о доступности всей цветовой гаммы; если цветные полоски-кружочки на странице с расходными материалами сайта XYZprinting отражают реальное состояние дел, то всего предлагается 12 цветов — немало. Но это вовсе не означает, что все двенадцать будут в наличии у ближайшего продавца, торгующего расходными для da Vinci. Значит, придется потратить немало времени на поиски, заказ, ожидание доставки, либо задуматься о сбросе чипа и использовании нити других производителей, которую купить гораздо проще, причем в широчайшей цветовой гамме.
Наконец, есть и другие материалы для FDM-принтеров, а не только ABS и PLA. И как быть с ними — ждать, пока XYZprinting выпустит, например, картриджи с PVA или нейлоном? Но можно и не дождаться: работать-то надо уже сейчас…
О качестве пластика.
Начнем с замеров диаметра нити микрометром, которые мы проводили неоднократно в разных точках, отстоящих друг от друга минимум на пару десятков метров. Для каждой точки делалось по два замера с поворотом микрометра на 90 градусов, чтобы учесть возможное отклонение сечения от идеального круга. Всего отслежено от 8 до 10 точек для каждого из 4 образцов, приводим наиболее характерные значения.
- белый ABS (из комплекта): 1,77×1,76, 1,77×1,74, 1,74×1,73
- белый ABS (картридж дополнительный): 1,73×1,72, 1,74×1,72, 1,73×1,73
- синий ABS: 1,77×1,77, 1,76×1,74, 1,76×1,75
- желтый PLA: 1,75×1,73, 1,77×1,74, 1,76×1,75
Как видите, каких-то экстремальных отклонений от заявленного диаметра в 1,75 мм мы не обнаружили, разброс во всех замерах укладывается в рамки ±0,02 мм или ±1,2%, а «некруглость» сечения, то есть разница диаметров во взаимоперпендикулярных направлениях, не превышает 0,03 мм.
Про стабильность параметров нити от картриджа к картриджу у нас сложилось неоднозначное впечатление: например, адгезия к платформе у белого ABS в двух картриджах явно отличалась — для комплектного мы почти не пользовались клеем, а для дополнительного он постоянно шел в дело. Качество печати из белого ABS в обоих картриджах при прочих равных получалось выше, чем из синего; мы напечатали большее количество моделей, чем перечислено выше, поэтому оснований для подобного суждения у нас хватает. И возможны две причины: либо сам синий ABS худшего качества, либо оптимальные для него параметры печати отличаются от тех, что прописаны в скрытых от пользователя установках слайсера программы XYZware. Но для столь дорогих «фирменных» картриджей и то, и другое является недопустимым.
Обслуживание
В меню есть специальная функция «Utilities — Clean Nozzle».
Сначала хот-энд нагревается до рабочей температуры, затем платформа поднимается вверх, а головка проходит над чистящей пластиной, снимая остатки пластика с сопла и измерительного штифта. Затем платформа опускается, а головка выезжает вперед для удобства доступа, при этом нагрев не отключается, чтобы можно было прочистить отверстие сопла комплектной проволокой, а внешнюю поверхность — металлической щеткой.
По окончании нажимаем «ОК», лишь тогда хот-энд будет остывать.
Принтер до нас проработал в режиме печати всего пару десятков часов, а головка вокруг сопла стала просто-таки чумазой, причем удалить этот черный налет сложно даже с использованием комплектной металлической щетки:

Такой нагар может свидетельствовать о том, что не всё ладно с качеством нити. На такую же мысль наводят и ее обрывы: два упоминавшихся выше и еще один, также случившийся при замене, причем все они происходили с белым ABS в двух разных картриджах. Но, конечно, на таких основаниях мы не будем делать однозначные выводы на этот счет.
Через каждые 25 часов печати (по внутреннему счетчику принтера) предлагается очистить печатающую головку: перед началом очередной печати программа XYZware выдает соответствующее предупреждение.
Наверняка потребуется и смазка — в процессе работы даже наш почти новый принтер порой издавал звуки, характерные для трения несмазанных металлических поверхностей. Рекомендаций на эту тему в материалах производителя мы не нашли, поэтому скажем лишь, что в некоторых магазинах, предлагающих товары для 3D-печати, можно найти специальные смазки.
Наконец, нужна регулярная очистка стеклянной пластины платформы. Следы клеящего карандаша, использование которого для повышения адгезии рекомендовано в инструкции, можно удалить с помощью влажной салфетки, которую лучше сначала на некоторое время поместить на покрытую клеем область — это тоже совет из инструкции.
От себя добавим: если клеем намазано «от души», то придется запастись тряпками и немало потрудиться, поэтому отмывать клей лучше почаще, не дожидаясь, пока под его слоем перестанет быть видным стекло. Здесь также может быть полезным мастихин, острой кромкой которого удобно соскребать клей в местах, где его оказалось много. Как вариант, можно просто заточить рабочую кромку скребка из комплекта da Vinci, тогда он и для снятия моделей станет более удобным.
А вот другие загрязнения придется очищать с использованием растворителей (например, ацетона), что следует делать либо в хорошо проветриваемом помещении, либо, если принтер используется регулярно, устраивать вытяжку в месте его установки — еще и потому, что FDM-печать некоторыми пластиками сопровождается запахом, хоть и не столь сильным, как при использовании ацетона, но вполне ощутимым.
После подобных манипуляций с платформой лучше провести ее калибровку.
В случае возникновения каких-то неполадок или неисправностей на экране принтера отображаются сообщения с кодами ошибки, расшифровку для некоторых из которых можно найти в руководстве по эксплуатации.
Замеры
Потребление в режимах:
- ожидание (работает подсветка рабочей камеры и ЖК-экрана) — 20 Вт,
- «сон» (подсветка выключена) — 10 Вт,
- нагрев только хот-энда (без платформы) — 65 Вт,
- нагрев платформы и хот-энда перед печатью — 190 Вт,
- режим подогрева платформы и хот-энда — 145–148 Вт,
- сканирование — 30 Вт,
- печать — 165–170 Вт.
Измерялось прибором Etech PM300, имеющим значительную погрешность, особенно на небольших мощностях, поэтому значения оценочные.
Время нагрева от комнатной температуры 24 °C (по два замера с усреднением):
- хот-энда до 210 °C — 1:03 мин,
- платформы до 90 °C — 10:47 мин.
Мы сделали и замер равномерности нагрева платформы, вот полученный нами графический результат:
В числовом выражении разница между самой нагретой и самой холодной точками достигает 15–16 °C (конечно, мы не принимали в расчет наиболее холодные области по периметру, поскольку размер стеклянной пластины несколько больше рабочей площади), что может сказаться отрицательно на нижних слоях печатаемой модели, в том числе на адгезии самого первого слоя.
Но здесь непременно надо отметить: задать постоянный нагрев до рабочей температуры, дождаться наиболее равномерного прогрева платформы и при этом поместить ее в удобное для съемки положение не позволяет ни меню принтера, ни программа XYZware, нам пришлось делать снимок и замеры в некотором близком к рабочему, но всё же промежуточном состоянии. Поэтому можно надеяться, что во время печати не всё так плохо, и разброс температур по рабочей площади меньше, однако вряд ли он сокращается не то, что на порядок, а хотя бы в три-четыре раза: адгезия пластика, прежде всего ABS, к стеклу явно получается неравномерной, в чем мы имели возможность убедиться при печати моделей с большой площадью основания, при этом не всегда помогает и покрытие слоем клея.
Шум при печати (микрофон расположен на расстоянии 1 м от принтера и на уровне головы сидящего человека, фоновый уровень шума менее 30 дБА — тихое офисное помещение, из работающей техники только сам принтер):
- в основном в пределах 48–51 дБА,
- нередки короткие всплески до 53–54 дБА, максимальный зарегистрированный пиковый уровень 56,1 дБА,
- открытая верхняя крышка или фронтальная дверца повышают уровень шума на 1,5–2 дБА.
Принтер «певучий»: перемещения печатающей головки сопровождаются подвывающими звуками меняющейся тональности. Немалый вклад в общий уровень шума вносят вентиляторы блока питания и хот-энда, причем скорость их вращения и соответственно создаваемый ими шум не постоянные: то нарастают, то спадают. А меняющийся и по уровню, и по тональности звук сильнее обращает на себя внимание, чем пусть и несколько более громкий, но монотонный.
Тем не менее, раздражающим шум печатающего da Vinci мы бы не назвали — конечно, если речь идет об офисном помещении, в котором есть и другая компьютерная техника, на которой работают люди, и если печать не идет с утра до вечера рядом с вашим рабочим местом.
Выводы
В роли 3D-принтера da Vinci 1.0 AiO какими-то выдающимися возможностями и особенностями не блещет, однако нет у него и существенных недостатков (пожалуй, кроме очень большого размера да муторной процедуры калибровки платформы, которую приходится проводить достаточно часто). Одним словом, крепкий середнячок.
Вот только комплектное ПО для печати явно рассчитано на начинающих и не имеет ряда важных возможностей, а потому зачастую не позволяет подобрать оптимальные параметры печати. Но по мере приобретения опыта ничто не помешает использовать более продвинутые программы: вполне можно «подружить» da Vinci с популярными и широко используемыми слайсерами, имеющими гораздо более широкий спектр настроек. И тогда, возможно, его оценку можно будет повысить до «весьма неплохой принтер», особенно если еще будут легко доступны хот-энды для замены, а заодно и стекло платформы.
Самым главным достоинством аппарата является цена: дешевле либо «малыши» типа UP! Mini с очень маленькой областью печати, либо бесчисленные изделия с сомнительной надежностью, в основе которых чаще всего лежат разработки RepRap, бюджетные по самой своей сути, либо еще более бюджетные наборы DIY, которые к тому же придется долго доводить до ума, что потребует не только времени, но и соответствующих навыков.
Правда, многих потенциальных покупателей наверняка может отпугнуть картриджная система заправки с очень высокими ценами на расходные материалы. Тем более, что «фирменную» нить мы бы не стали называть идеально подходящей для установок, прописанных в скрытых от пользователя настройках слайсинга программы XYZware. К тому же и само по себе качество нити от XYZprinting оставило у нас неоднозначное впечатление, хотя низким его назвать тоже нельзя. Но, как было сказано выше, вопрос с использованием нити от других производителей вполне решаемый.
А вот про сканер можно смело утверждать, что в лучшем случае это тренажер для получения начальных навыков 3D-сканирования, к тому же не предназначенный для крупных объектов. Тем не менее, и в этой роли он вполне имеет право на существование, всё зависит от цены вопроса.
Поэтому для тех, кому приглянулась модель da Vinci, но хочется иметь и хоть какой-то 3D-сканер, мы прикинем, есть ли смысл платить за «All in One» или проще остановиться на принтере da Vinci 1.0 и присмотреться к другим сканерам подобного уровня, например, уже опробованному нами Xbox 360 Kinect.
Сначала о деньгах: «комбайн» имеет рекомендованную для США цену в $799, принтер без сканера на $300 дешевле; в России da Vinci 1.0 AiO заметно дороже, но разница с принтером примерно та же. Казалось бы, однозначно выбор в пользу комплекта «просто принтер плюс кинект», поскольку цена кинекта существенно ниже — в России она составляет $110–130, большинство ограничений на сканируемые объекты у него такие же, но есть текстурная камера. Однако у Xbox 360 Kinect есть свои особенности: он пригоден для обработки достаточно больших предметов, а использовать его для работы с «мелочью», на которую рассчитан сканер в da Vinci 1.0 AiO, будет либо сложно, либо просто невозможно, поэтому об однозначности выбора говорить всё же не приходится, даже с учетом цены. И надо еще вспомнить, что пригодное для работы с кинектом ПО для 3D-сканирования (из числа бесплатного, конечно) столь же трудно отнести к профессиональным инструментам, как и XYZscan.
Есть еще Makerbot Digitizer — с виду практически полный аналог сканера, встроенного в рассматриваемый нами аппарат, вот только его цена не порадует: она выше, чем у принтера-сканера da Vinci 1.0 AiO. Еще один похожий по конструкции сканер BQ Ciclop лишь немногим дешевле упомянутых выше трехсот долларов, а модель Sense от 3D Systems — это скорее продвинутый Kinect c пятикратной ценой. Других 3D-сканеров много, но подавляющее большинство из них даже с большой натяжкой не отнесешь к недорогим.
Таким образом, можно сказать, что принтер-сканер da Vinci 1.0 AiO будет неплохим выбором для тех, кто хочет не только печатать, но и опробовать 3D-сканирование. Просто надо реально оценивать возможности имеющегося в нем сканера и понимать, что за сравнимые деньги вы не найдете ничего, что годилось бы для сколь-нибудь профессионального использования. Если же подобный сканер вас совсем не устраивает, то в серии da Vinci есть вполне приемлемые по цене альтернативы — принтеры без сканера.