Обзор бюджетного сварочного аппарата HBT2000Pro TIG(DC) + MMA
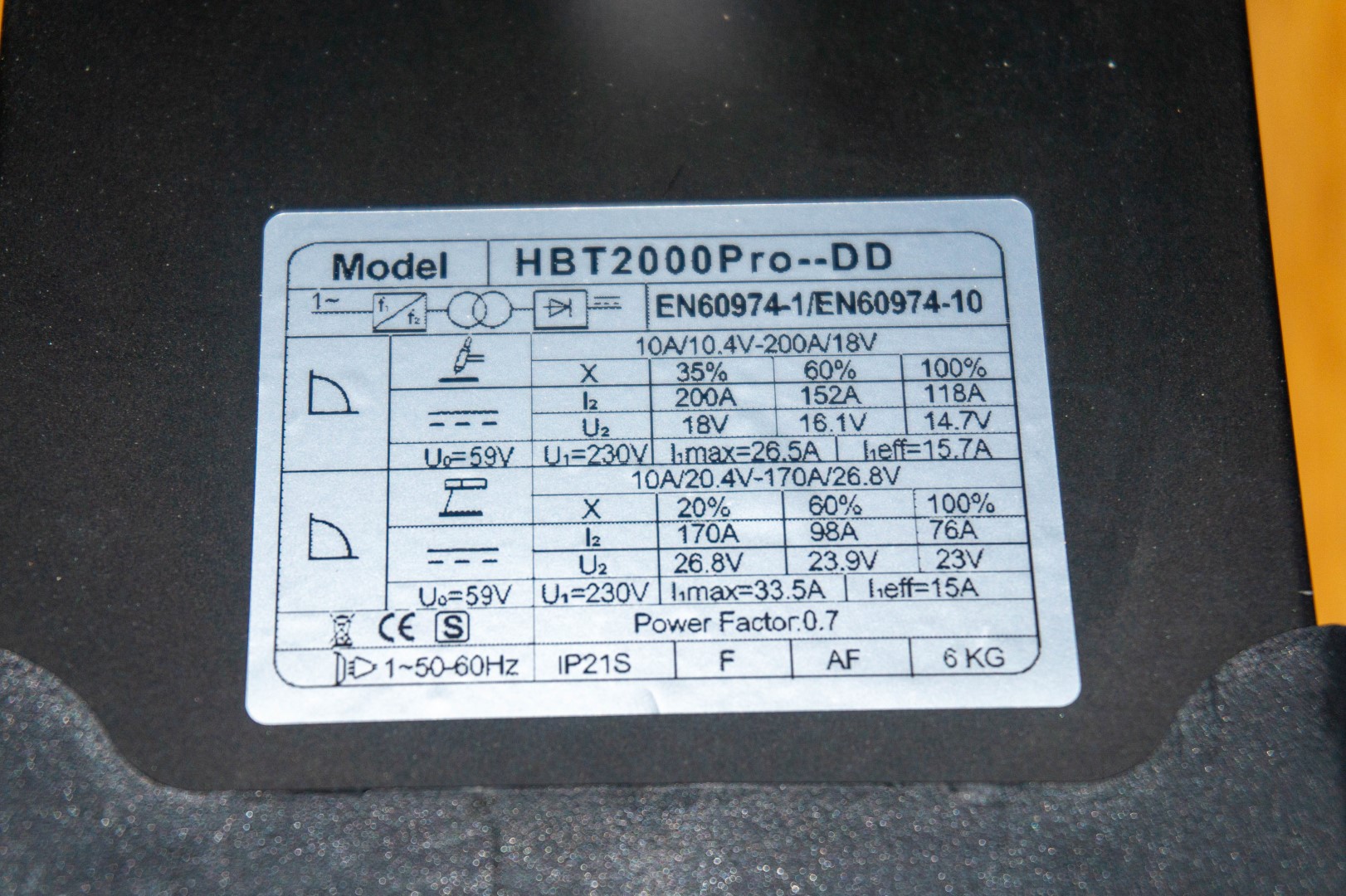
Начинал я с ММА, несмотря на то, что пугали сложностью освоения, со временем перешел на полуавтомат(MIG), понял, что пугали зря и пользоваться им даже проще, чем обычным инвертором, а со временем начал заглядываться на TIG аппараты. AC модели стоят дороговато, да и с алюминием я практически никогда не работаю, так что выбор пал на DC модель с нормальными характеристиками и полноценной циклограммой, а так же возможностью работы в режиме ММА. Для ММА ток регулируется в диапазоне 10-170A, для TIG 10-200А, продолжительность нагрузки при 200A 35%, 152А 60%, 118А 100%

Коробка на удивление небольшая, внизу в надутом пакете разместили сварочный аппарат, а сверху на перегородку уже накидали комплектующие, которые включают в себя рукав TIG, провод массы, электрододержатель для MMA и газовую трубку



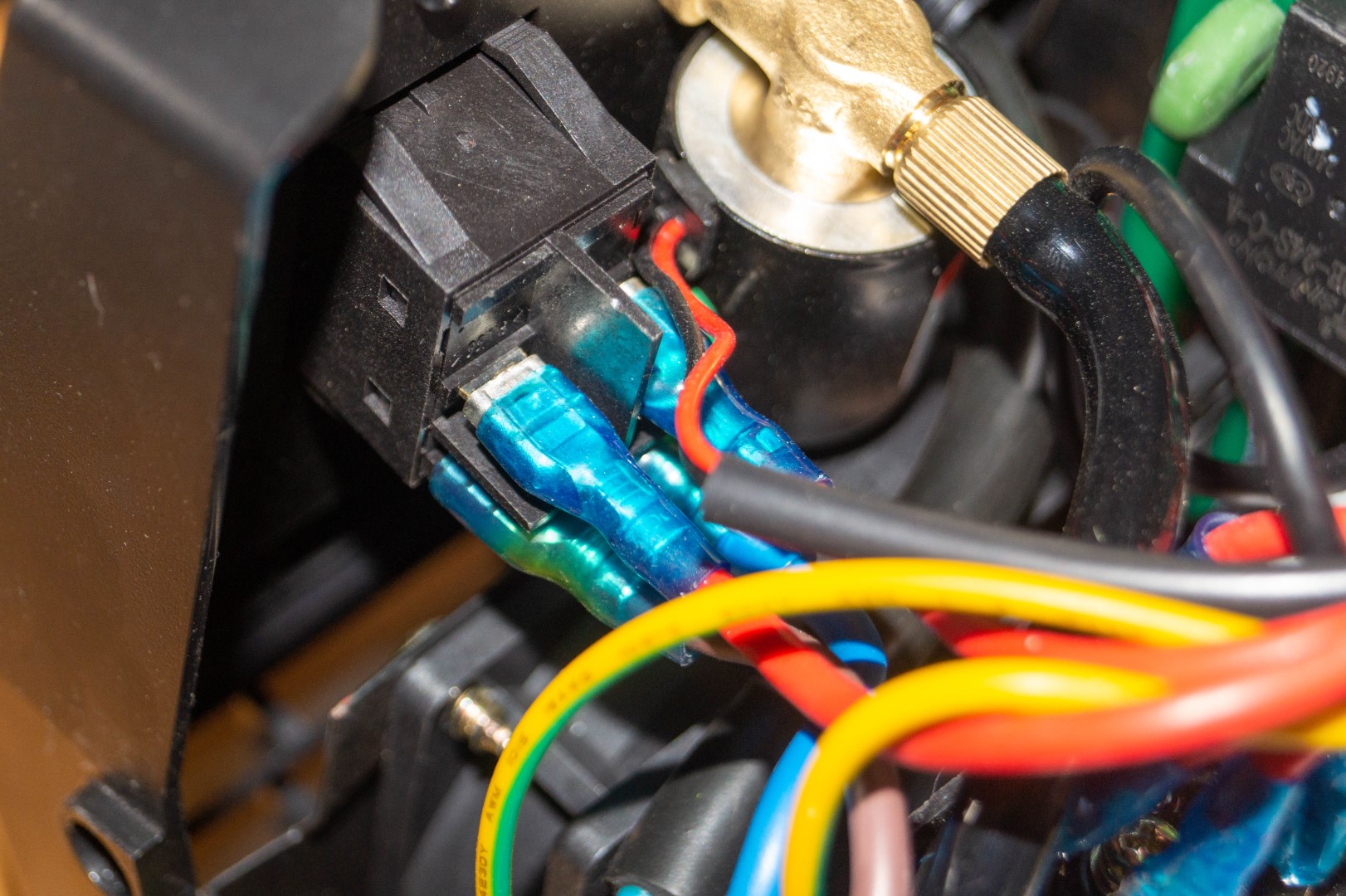
Размер корпуса 400х150х180мм, с подключенными проводами весит 11кг. Сзади под решеткой находится 100мм вентилятор, выше кабель питания, коннектор для подключения газа и кнопка включения с силиконовой изоляцией, характеристики прилепили в верхней части. С лицевой строны есть небольшой экранчик, циклограмма настроек, три кнопки переключения групп режимов и энкодер для изменения параметров. Внизу расположены силовые контакты, контактная площадка для TIG рукояти и газовый канал



Кабель питания с тремя проводами по 4 квадрата каждый, провода массы и ручки ММА по 25 квадратов, длина 1.5 метра



Кабель TIG горелки 4 метра, в комплекте закинули три керамических сопла, а так же цанги под 2, 2.4 и 3.2мм, трубка 8х12мм, армированная, в кадр не попали два металлических хомута



Модуль управления стандартного типоразмера, при желании можно заменить на более привычный



Настройка
В режиме TIG используется полноценная циклограмма, задается время начальной продувки газа, стартовый ток(Start Amp), время нарастания до пикового значения, максимальный ток(Peak Amp), а после деактивации начинается плавное падение тока, чтобы не было кратера и постпродувка для предотвращения образования окислов пока шов горячий.
В режиме DC Pulse становится активным ток "холодной" дуги(Base Amp), частота(Frequency) и ширина(Width) импульсов.
В MMA можно откорректировать ток горячего старта(Hot Start) и форсирования дуги(Arc Force)
Дополнительно можно выбрать режим работы между классическим(2T), непрерывным(4Т) и точечным(Spot), который позволяет выбрать время импульса от 1/10 до 5с для обеспечения хорошего провара небольшой площади без перегрева заготовки

Тестирование
Взял лист металла толщиной 3мм, начнем с ММА. Форсирование дуги и горячий старт не трогал, стоковые значения 50 и 0.1. , минимальный ток у этой модели составляет 10А, что маловато для 2мм электрода, но тоньше у меня нет. Электрод плавился практически бесшумно, поверхность не прогревал, но при этом не залипал, что удивительно

При 20А стало чуть лучше, пластина прогрелась, ванна начала растекаться, так что потихоньку процесс пошел

Поднял ток до до оптимальных для 2мм 40А. Розжиг отличный, несколько раз такал электродом в ванну, благодаря форсированию залипаний не происходит, так что даже новичку будет не сложно освоиться

Кстати, во время работы на дисплее отображается текущее значение тока, резкие перепады это работа форсирования, горячего старта и антизалипания
Взял 3мм электрод и поднял ток до 60А, для этого диаметра маловато, но дуга держится, залипаний нет даже если вести электродом по поверхности

При 70А можно уверенно варить не особо перегревая заготовку
На 90А пластину толщиной 3мм уже может прожечь
Но если не зевать, работать можно
Ну а на максимальных 170А шансов не остаётся ни у электрода ни у пластины

Вот что получилось, ток увеличивался справа налево, но думаю это и так заметно



Перейдём к TIG, как во многих нормальных аппаратах, поджиг тут инициируется бесконтактно с помощью HF дуги, что сильно бережет заточку вольфрамового электрода. При нажатии кнопки на рукояти, в корпусе послышится треск дуги, не пугайтесь это нормально, если поднести электрод к заготовке, сначала произойдет пробитие HF дуги, если приблизиться еще немного, возникнет основная. Не рекомендуется делать так без подачи газа, это изнашивает электрод, да и стенку сжигает

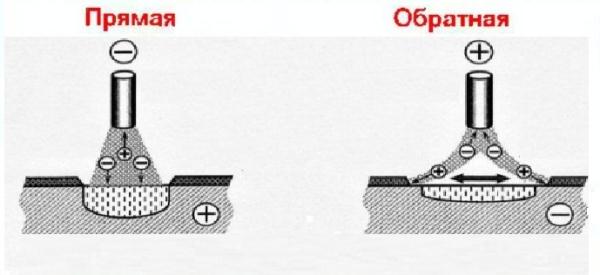
С алюминием DC TIG работать не принято, оксидная пленка разрушается только дугой обратной полярности, так что при переменном токе происходит как очистка, так и нагрев, на постоянном токе той же силы нагрев заготовки будет слабым, а если значение поднять, начнет перегреваться игла, так что этот режим подойдет только для пластин небольшой толщины. А вот черный металл обрабатывается без проблем.
Нарезал пластины 2мм, пруток использовал обмедненный СВ-08ГС диаметром 1.6мм
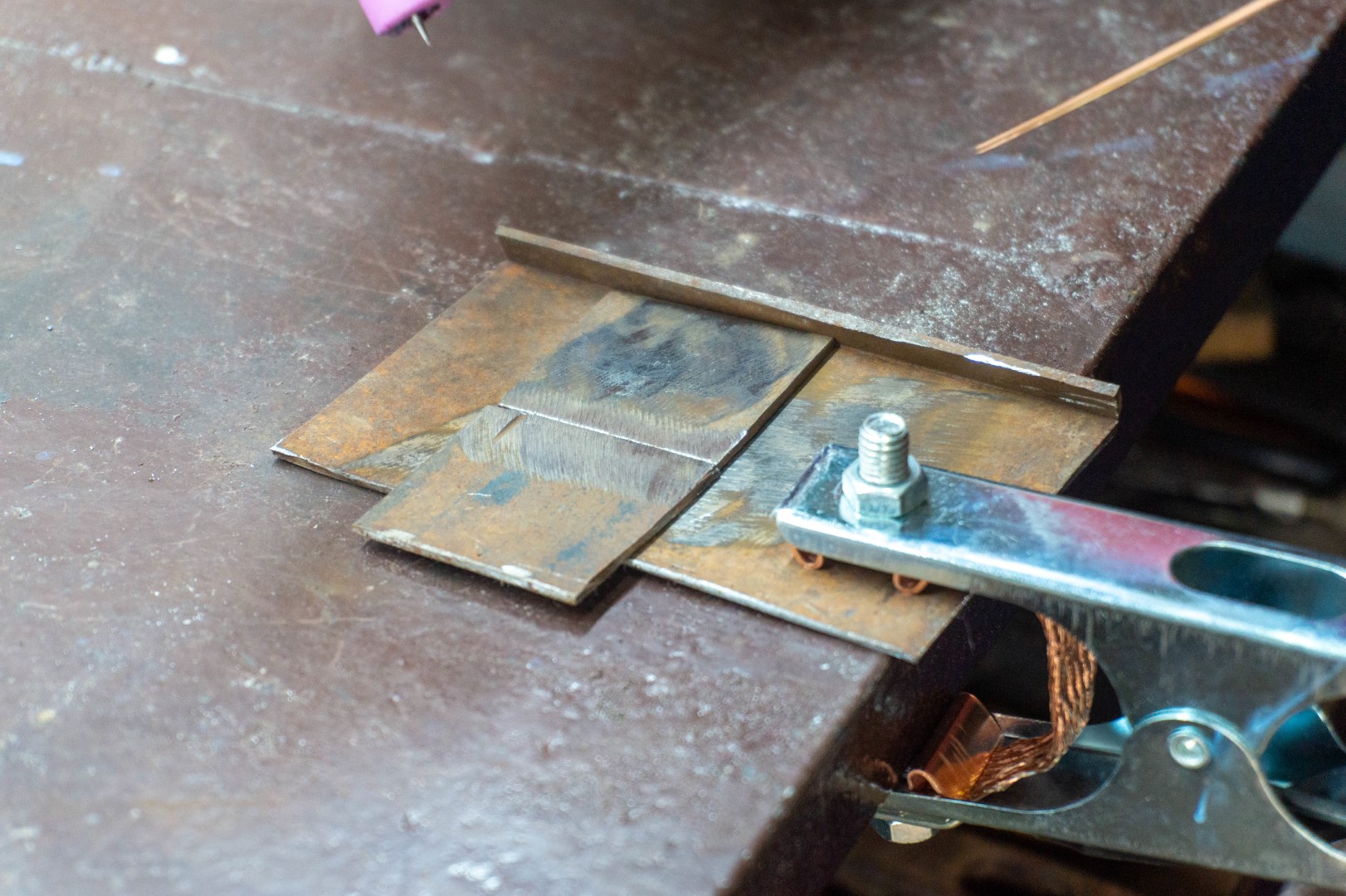
Начал с 20А и постепенно поднимал, на 40А стыки начали оплавляться
Для нормального формирования ванны и внесения присадки пришлось повысить его до 50А, при таком значении можно неторопясь набивать руку
Постепенно увеличил до 80А, для 2мм заготовок этого уже многовато
Откатился к 70А, мне это значение показалось идеальным, ванну тянет равномерно, шов небольшой

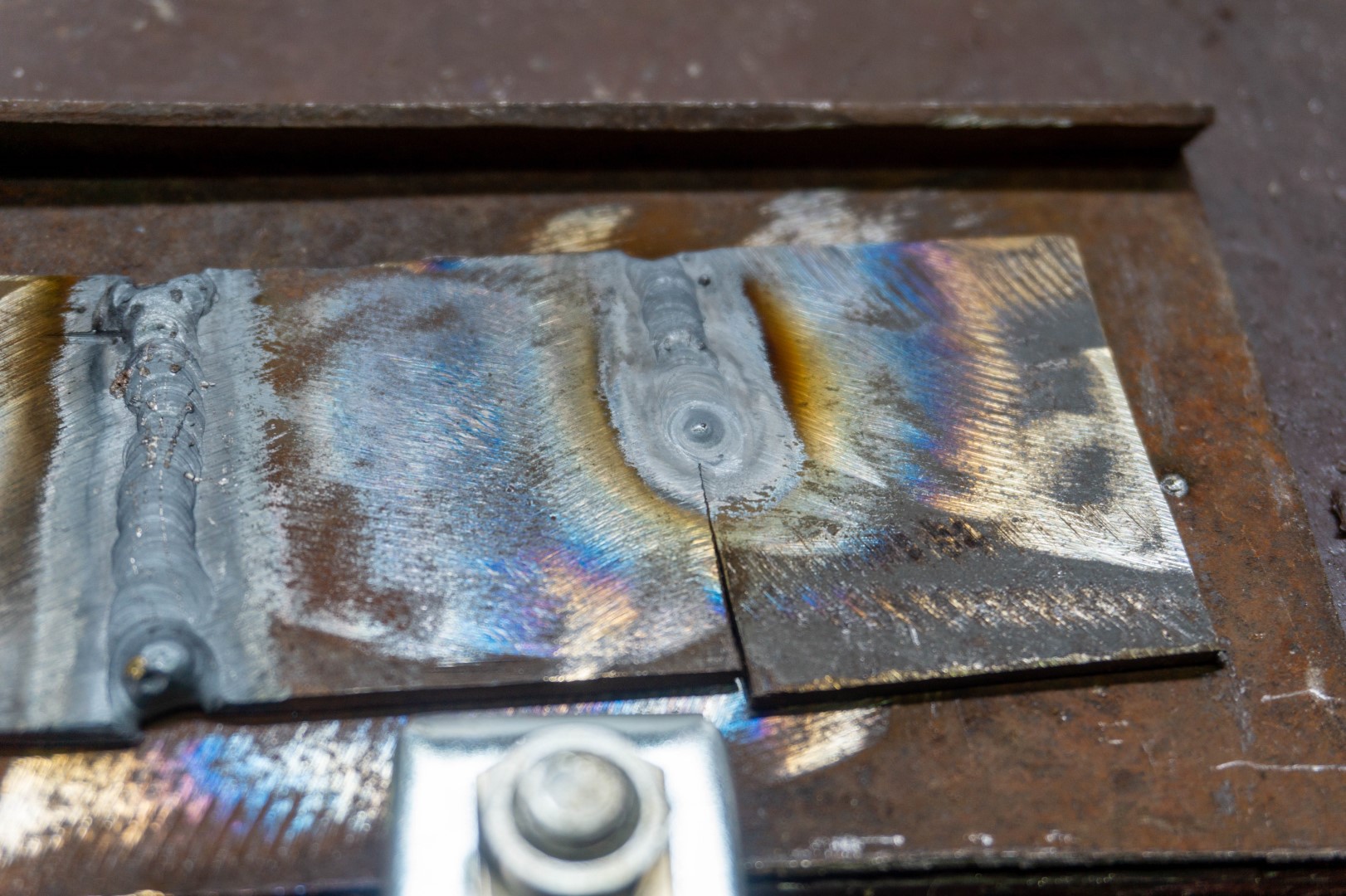
А так выглядит результат, на стыках нужно было делать прихватки на низком токе, чтобы края не оплавляло. С обратной стороны видно, что провар произведен на всю глубину, но побежалость в центре намекает о наличии перегрева, в этом месте как раз был проход на токе 80А. При этом даже при превышении тока к нижней пластине они не прилипли.


Процесс сварки в режиме DC Pulse немного отличается от классического, выставил максимальный 70А, базовый вдвое ниже(35А), ширину 50%, и частоту 3 Гц. Получаем дугу, которая меняет мощность 3 раза в секунду с равным периодом в 1/3 секунды, что позволяет удерживать ванну в расплавленном виде, но при этом не дает заготовке перегреваться. Данный режим обычно используется когда хочется сделать шов максимально аккуратным и некуда спешить. Пруток внёс один раз, чтобы смочить поверхность, после чего просто дотянул её до края
Шов практически не выпирает, не забывайте, что и опыта у меня особо нет, так что можно сделать лучше
Так же проверил Spot, который не так уж часто встречается в недорогих аппаратах. Время импульса в нём настраивается в диапазоне 0.1-10с. Исходя из толщины пластин я поставил 0.5с при токе 70А, пруток не вносил

Валик пальцем едва ощущается, но край подвел, уголки оплавились и металл скучковался на стыке

Нашел кусок раковины из нержавейки толщиной 0.4мм, ток снизил до 20А, а время импульса до минимальных 1/10с

Получилось красиво, если ставить точки плотнее, можно перекрывать центральные темные пятна, которые возникают из-за слишком быстрого прерывания дуги, для этого в обычном режиме и придумали плавный розжиг и угасание. Можно снизить ток до 10А, в этом случае кратеры исчезают, но при импульсе 0.1с пластину плохо прогревает. Так же при работе с нержавейкой нужно обеспечивать подачу аргона с обратной стороны шва, чтобы защитить его от окисления, ну и обязательно необходима их дополнительная обработка антикоррозийным составом, чтобы избежать окисления поверхности в будущем


Для тех, кому интересно послушать звук дуги, смонтировал небольшое видео работы во всех режимах
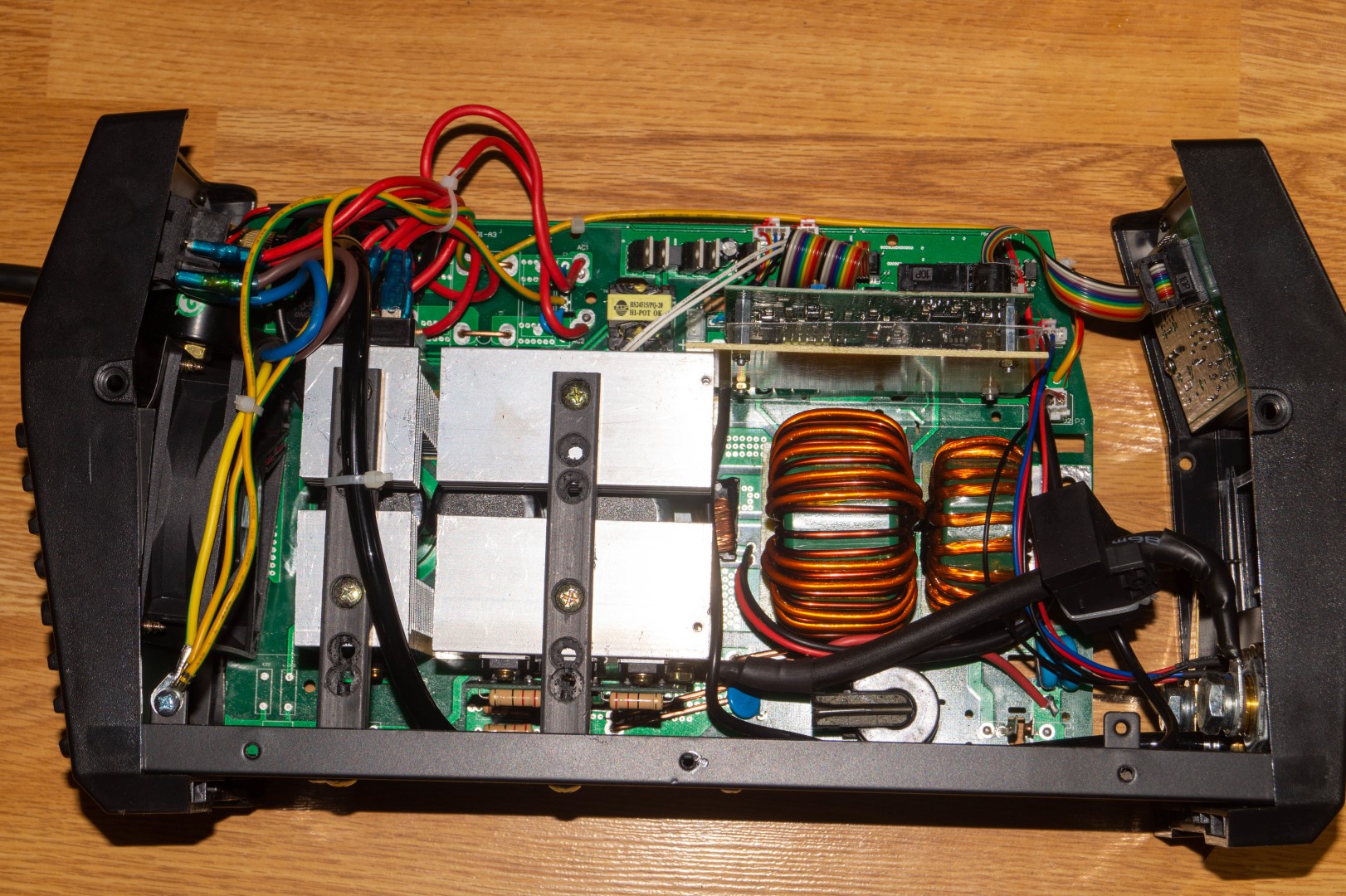
Что внутри
Плата дополнительно изолирована от корпуса прозрачной пластиной, есть провод заземления, выключатель разрывает оба провода питания полностью обесточивая внутренности. Компоненты раскиданы на несколько плат, чтобы отделить силовую часть, контроллер и модуль управления, для экономии места три конденсатора на 400В 470мкФ спрятали под радиаторами
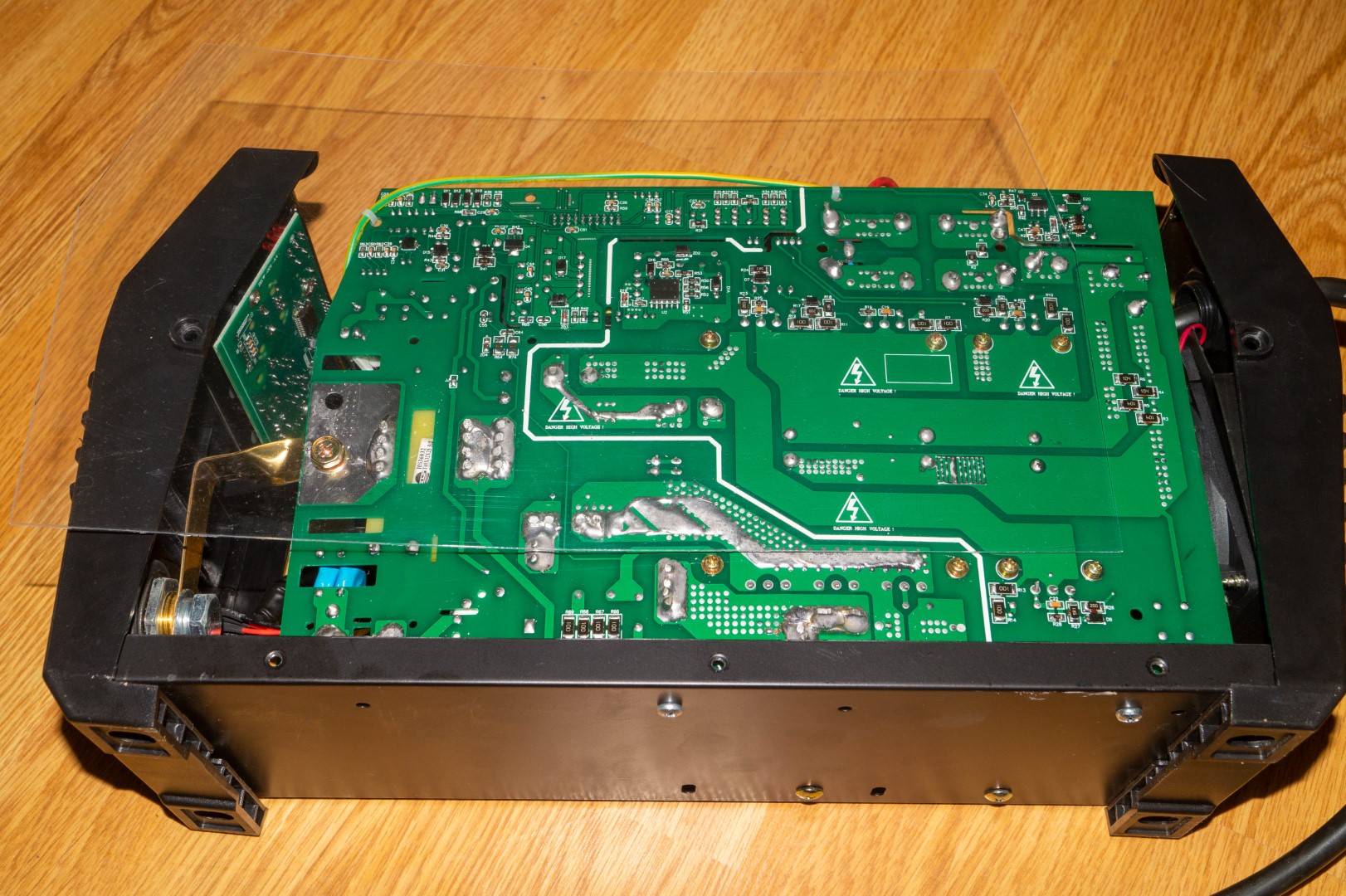

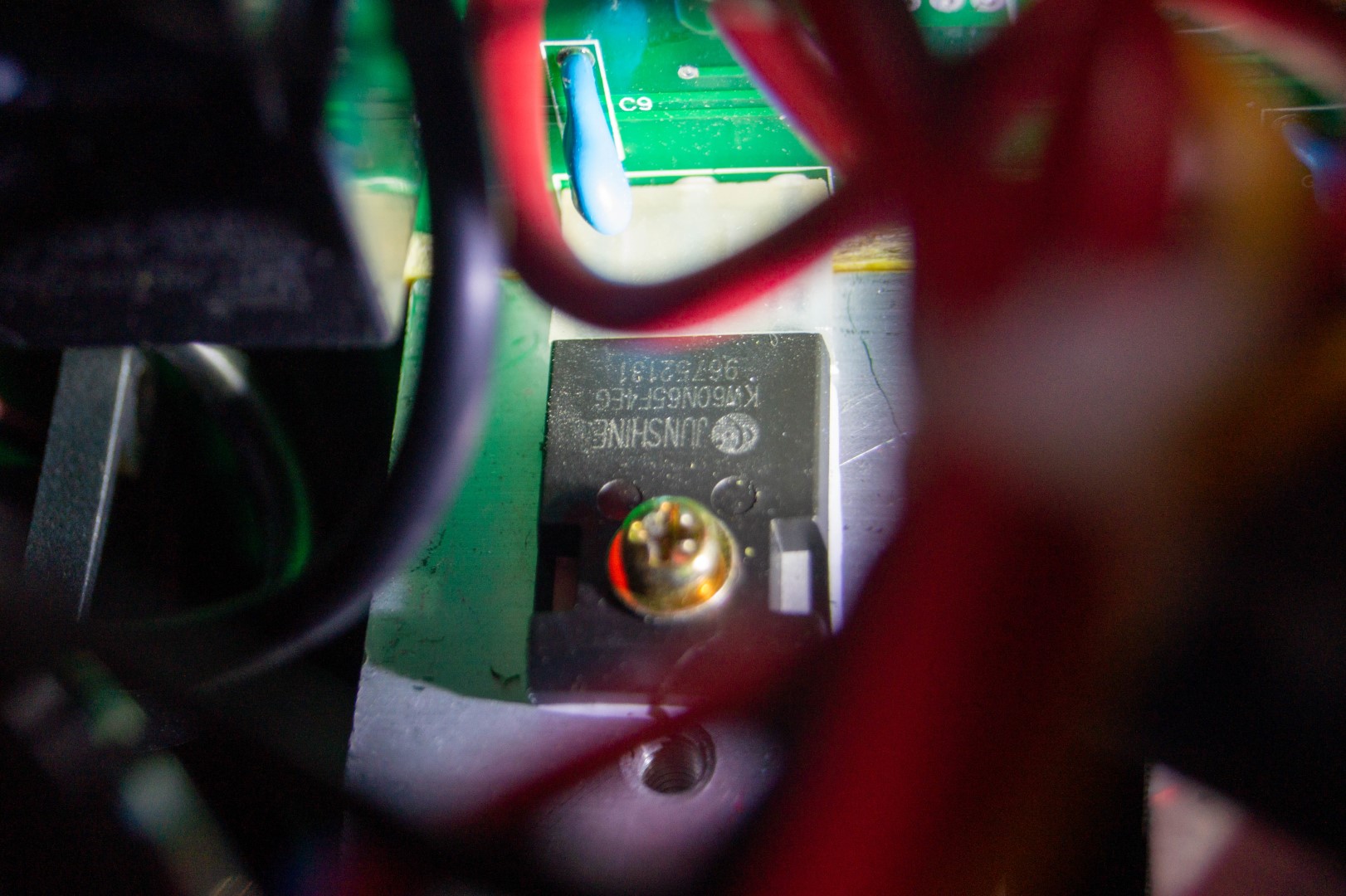
Транзисторов 60N65 6 штук, расположены они по два на крупных радиаторах и по одному на мелких, три диода разместили в верхней части нижнего радиатора на отдельной плате, маркировку рассмотреть не смог, впервые вижу такое решение
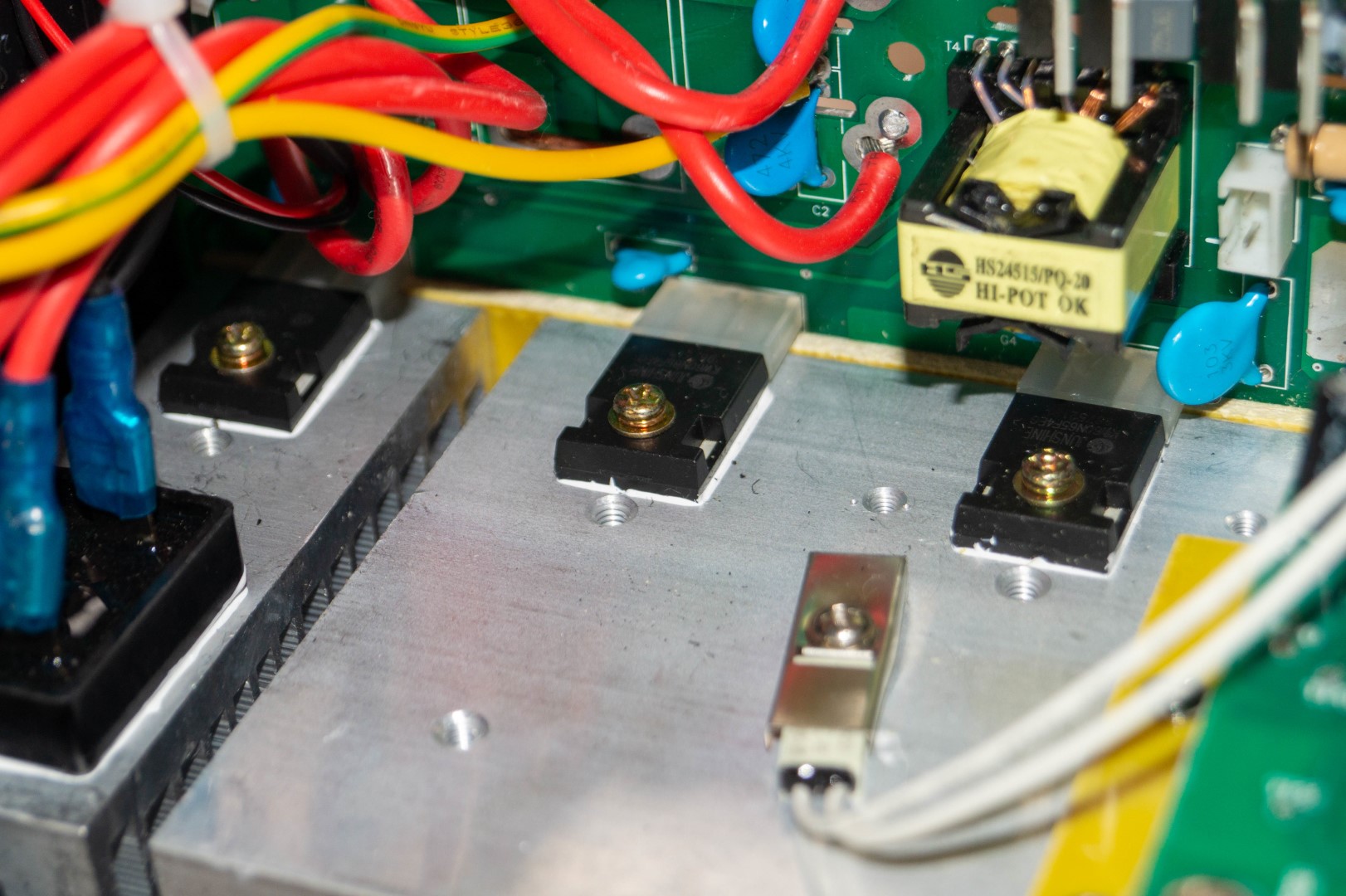
На выходе силовой платы нашел разрядник, который и трещит до момента образования дуги на игле
Итог
Аппарат компактный, относительно лёгкий, но при этом довольно функциональный, а с учетом цены, для новичка это будет отличной первой моделью для получения практических знаний.
Мне TIG показался в освоении не сложнее электродуговой сварки, не так сильно слепит, так что при использовании нормальной маски рабочую область видно отлично, дуга не шумит, шлак не разлетается, во время обучения заготовка редко перегревается даже если тупить, особенно в режиме Pulse, я бы рекомендовал с его помощью набивать руку, начав с частоты 1Гц, это даст время как следует вникнуть в процессы образования и поддержания сварочной ванны.
Единственный минус это стоимость расходников. Сам аргон стоит в районе 2 тысяч рублей за 40 литров, но вот БУ баллон в местах заправки обойдется тысяч в 6-7, так что общая стоимость выходит в районе 9 тысяч рублей.
Присадочные прутки я покупал обмедненные в районе 1700 за 5кг, что даже дешевле обычных электродов, т.к. это чистый вес без обмазки, так же можно использовать миллиметровую проволоку для полуавтомата если она имеется.
Вот алюминий дорогой, около 8к за пачку, но данная модель позволяет с ним работать только на обратной полярности, что сказывается на глубине прогрева, так что варить получится только тонкостенные заготовки
К ММА претензий нет, благодаря настройке горячей дуги и форсирования, результат получается хорошим с минимальными усилиями.
В данный момент aliexpress снизил курс доллара до 64 рублей, так что ценник стал вполне гуманным, а купон 10HVOFFICIAL снижает его еще на $10, которые можно потратить на дополнительные расходники.
Проверить наличие и текущую стоимость можно в официальном магазине HZXVOGEN











3 комментария
Добавить комментарий
Добавить комментарий