Небольшой бюджетный сварочный аппарат 3 в 1 MIG-200 (MIG / TIG / MMA)
Всем привет! Данный аппарат я взял потестить как первую MIG сварку, которую не жалко будет «убить» по неопытности. Публикация будет от лица новичка в этом деле для таких же новичков, так что попрошу более опытных мастеров сильно не кидать в меня тапками, а поддержать рекомендациями )

Модель: MIG200
Входное напряжение: 220в ± 15%
Частота: 50/60 Гц
Номинальный выходной ток: 200A (для MIG/MAG), 200A (для MMA), 200A (для TIG)
Номинальное выходное напряжение: 20,0 в (для MIG/MAG), 24,8 в (для MMA), 14,8 в (для TIG)
Диаметр провода: 0.8-1мм
Размер: 318x129x220мм
Вес: 5.5кг
Распаковка и внешний вид
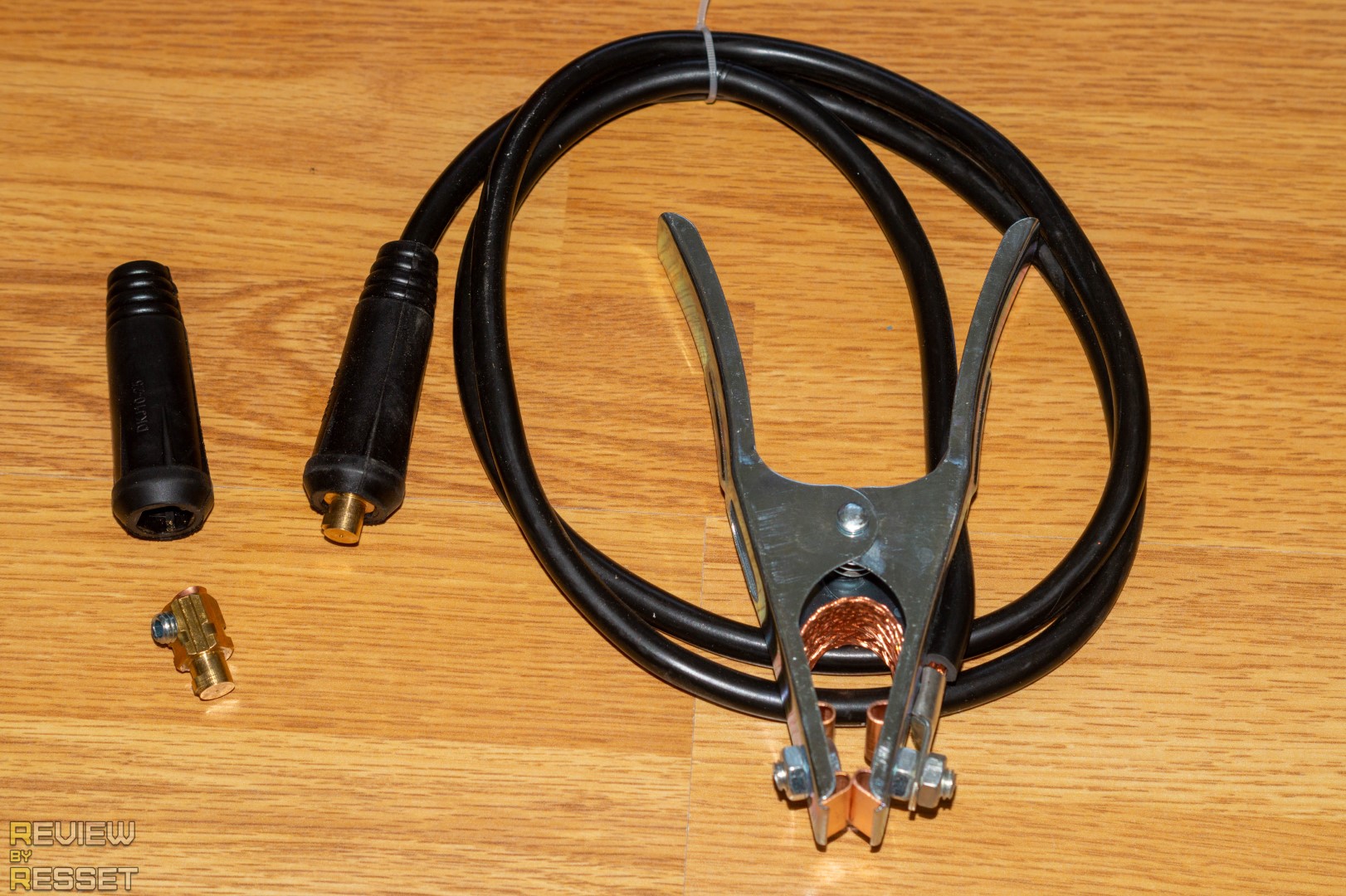
Коробку с местного склада привезли DPD довольно оперативно, аппарат расположен в пенопластовых вставках, так что должен пережить небольшие падения во время доставки. В комплекте сам аппарат, провод «массы», запасной коннектор, полкило проволоки с флюсом и макулатурка. На лицевой стороне расположен дисплей, отображающий выставленный и текущий ампераж, чуть ниже два потенциометра, регулирующие напряжение и силу тока и в самом низу разъемы для подключения «массы» и ручки для сварки MMA. Сзади имеется наклейка с основными характеристиками, а так же кнопка выключения и вытяжной вентилятор




Пистолет MIG не съемный, длина кабеля около полутора метра, «масса» около метра, выглядит добротно

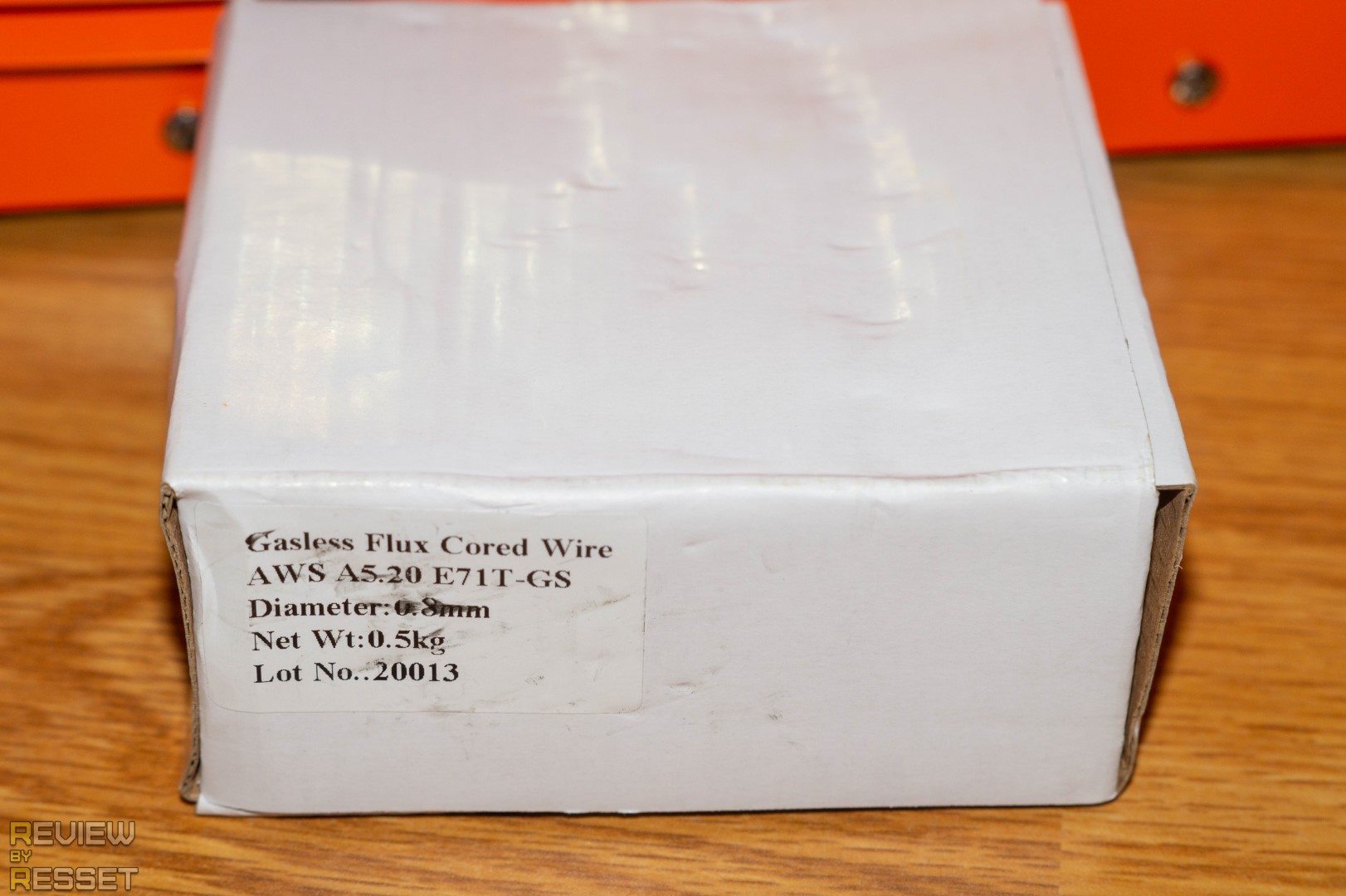
Коробка с проволокой. Сама катушка в вакуумной упаковке, дополнительно промаркирована и обмотана бумагой, а кончик завернут в прорезь, чтобы случайно не размоталось ничего


По бокам корпуса расположили фиксаторы для быстрого доступа к механизму подачи проволоки. Отстегиваем два штуки и откидываем крышку как кабину у КАМАЗа. Владельцы 3Д принтеров смогут сделать всё с закрытыми глазами, т.к. процедура «заправки» очень похожа. Стягиваем фиксатор, продеваем проволоку в направляющие трубки. Я по привычке пропихнул ее вручную до самого сопла и это было ошибкой, т.к. при ручной подаче проволока слегка деформируется пальцами при каждом сдавливании и в итоге идет довольно туго к концу, а потом еще и на ролике начинает проскальзывать. Так что лучше немного протянуть конец, накинуть обратно прижимной механизм и доверить протяжку устройству

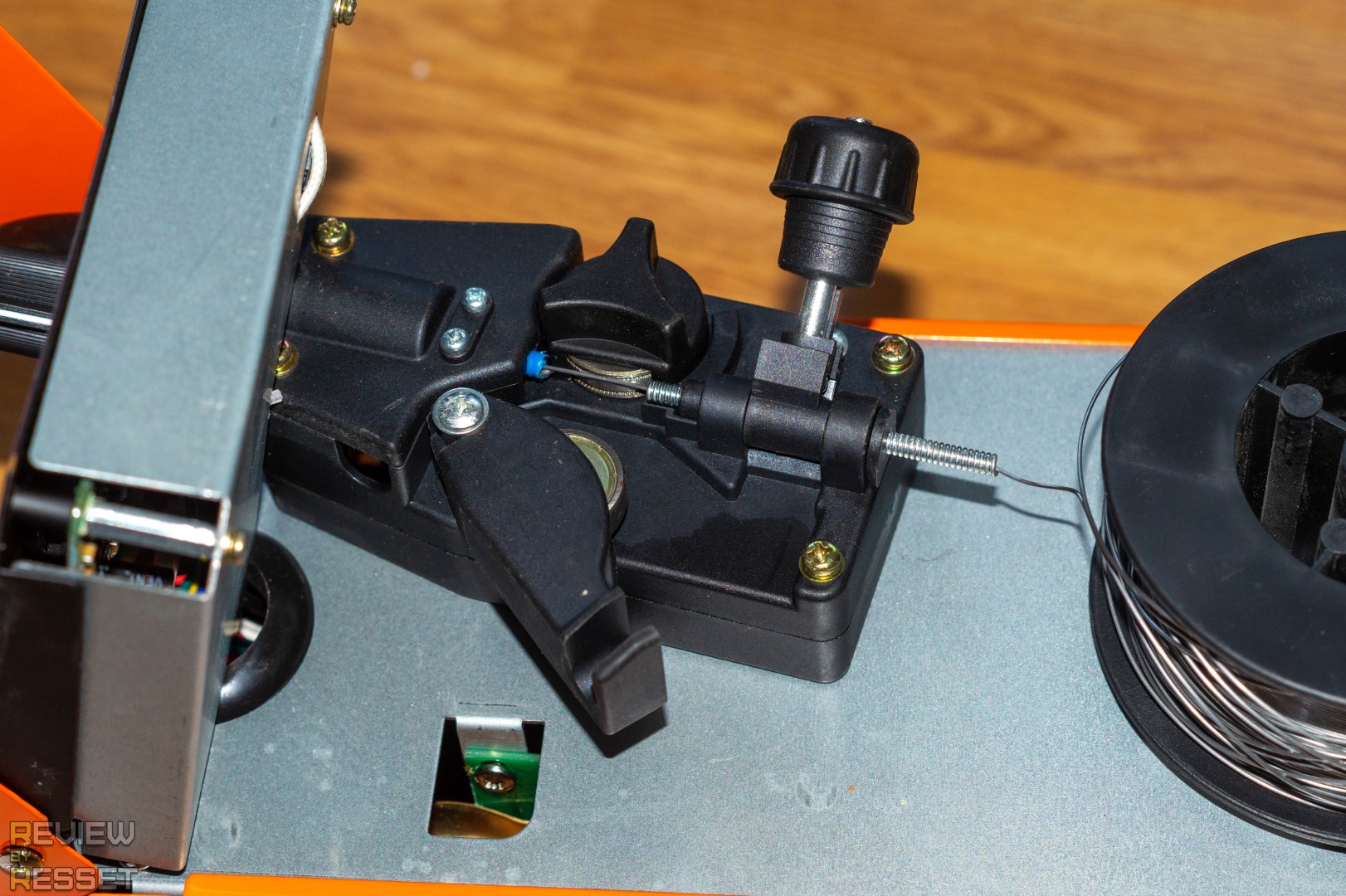

Так же не забудьте прикрутить на место фиксатор катушки, чтобы ничего не потерять. Кстати, на фото видно, что проволока «разлохматилась», это произошло опять же из-за того, что я решил вручную ее протолкать, т.к. сложно было и подавать её в трубку и следить за нятяжкой, один виток соскочил и получился этот ужас, но всё не так страшно как выглядит, путаться она не должна, после тестирования проблемный участок почти израсходован и под ним уже проглядывают ровные слои. Установлено сопло 0.8мм, так что проволока должна использоваться того же диаметра, но при желании можно докупить на 1мм, стоят они около $5 за горсть, а соответствующий режим имеется



При включении происходит самодиагностика, после чего активируется последний выбранный режим

Левый потенциометр отвечает за регулировку напряжения в диапазоне 11-27В. На дисплее изменения не отображаются, но дуга становится ярче и звучит мощнее


Второй корректирует силу тока от 20 до 200А и скорость подачи проволоки от 1.5 до 16 метров в минуту. После розжига дуги на экране отображается текущее значение тока, частота обновления неплохая



Режимы переключаются по кругу нажатием центральной кнопки, при чем промежуточные значения тока так же отличаются, но упираются в 200А в крайнем положении




Практика
Вставляем «массу» в плюсовой контакт, выбираем режим MIG 0.8 и можно работать. Для начала я взял металлическую пластину толщиной 0.3мм, которую MMA сварка будет просто резать. Выставил ток 80А, напряжение чуть меньше половины. Почему-то два человека из пяти во время первой попытки начинают упорно шкрябать проволокой по материалу без нажатия курка как в случае с электродной сваркой. Напряжение появляется только в время подачи проволоки.

Проблем не возникло, шов может не очень ровный, но ничего не прожгло и нет непроваренных участков, с обратной стороны выглядит так же неплохо


А вот при тех же 80А, но максимальном напряжении уже начинает плавить заготовку

С лицевой стороны нижний шов выглядит нормально при среднем значении напряжения и тока, но вот с обратной заметен перегрев, что не очень хорошо, особенно если важна герметичность соединения

Так же было интересно(думаю не только мне) насколько отличается результат при использовании модели с CO2 от проволоки с флюсом. У знакомого есть вот такой аппаратище, единственный его недостаток в том, что первое положение напряжения не работает и тонкий металл варить проблематично

Первую пластинку прожигает даже на минимальном токе, так что взял 3мм железяку и на не меняя настроек наложили небольшой шов. Дыма немного, как и брызг, дуга не особо яркая, так что заготовку видно отлично. Ну и пространство вокруг шва ничем не заляпано


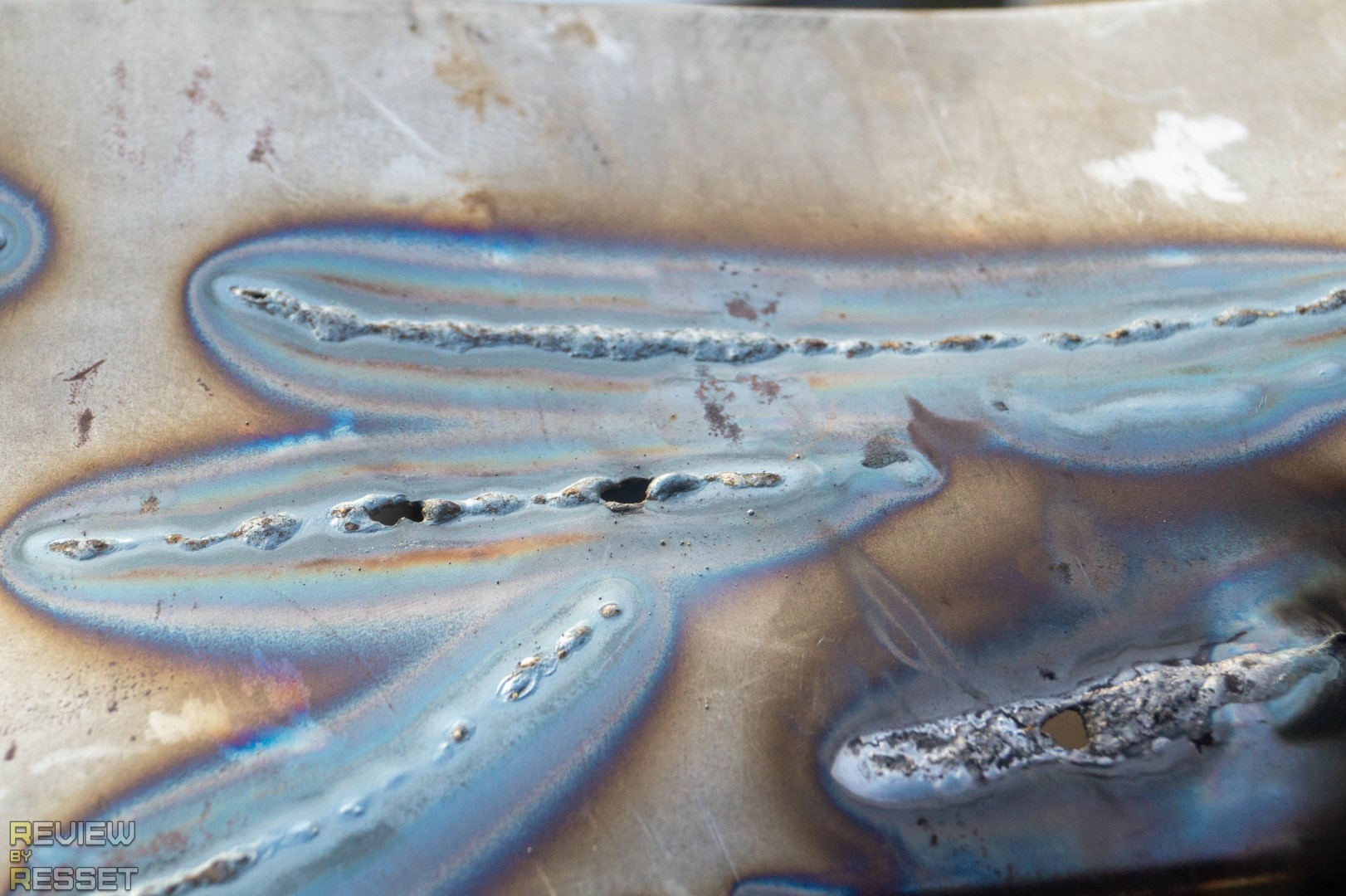
Пройдемся ниже сабжем, ток 95А, регулятор напряжения в центральном положении. Разница заметна. Куча дыма, который вместо углекислоты защищает место сварки, дуга ярче и кипящий флюс сильнее разбрызгивает проволоку. Результат получается уже не таким чистым и наплавляется меньше металла, но это уже особенность используемой проволоки и подачи. Если в циклоне можно ее накрутить на максимум не изменяя остальных настроек, то тут она привязана к силе тока. Для новичков может это и к лучшему, ведь от этого прочность шва не сильно будет страдать, но вот нарастить хороший слой металла для ремонта заготовки будет уже проблематично. Налет спокойно стирается мягкой металлической щеткой



И да, при максимальном значении напряжении уже при 150А начинает жечь даже толстую пластину

Для сварки MMA достаточно «массу» переставить на минусовой контакт, а к плюсовому подключить соответствующий кабель с фиксатором электрода и можно варить. Немного побаловался на той же пластине, мощности так же хватает, чтобы наделать в ней дыр, оптимальным током для 2мм электрода как и в «ресанте», которой я пользовался ранее, оказалось значение в 80-90А, в этом случае шов ложится равномерно и не сильно перегревает металл.

А это первые попытки сварить профильную трубу, справа MMA шов, в разрезе более наглядно. В нижней части самые первые швы, тянул по горизонтали чтобы камера нормально сняла процесс, но кадры получились пересвеченными, так что и видео запорол и заготовки. Те что сверху уже наплавлял сверху вниз, получилось гораздо лучше, проварило глубоко, при этом не особо перегрев заготовки. Но сейчас я знаю, что MIG чистый металл сваривает гораздо лучше, чем ржавый, так что если нужно сделать аккуратно и надежно, стоит потратить время на зачистку обрабатываемой поверхности до блеска.


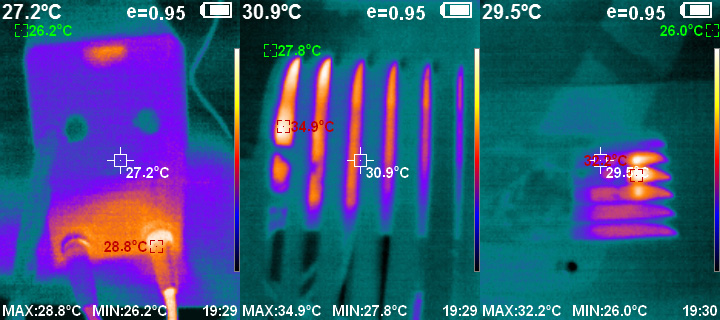
Тестировал аппарат не отключая питание, через час работы температура радиаторов не превысила 35 градусов при температуре окружающей среды 27 градусов, довольно неплохо
Сопло флюсовой проволокой заплёвывает хорошо, так что периодически нужно его очищать. Достаточно несколько раз протереть мягкой щеткой по металлу


За время тестирования потратил наверное треть катушки, а может и меньше. Не додумался взвесить новую


Гифки еще не починили, так что сделал очень короткое видео с демонстрацией включения, настройки и использования
Мне кажется для первого аппарата очень неплохо. Получаем MIG+MMA сварку по цене среднего ММА аппарата из местных магазинов. Я опустил TIG режим, т.к. в комплекте не было специального кабеля, к которому помимо питания подключается еще трубка для подачи аргона, да и в освоении довольно непрост, а настроек тут не особо много чтобы в идеал вывести, так что можно сказать, что он тут скорее для галочки.
А вот с MIG режимом справится даже тот, кто ни разу в руках не держал обычную электродную сварку. Думал придется долго тренироваться как с первым ММА сварочником в своё время, полуавтомат же многое прощает. На минимальном токе/подаче и напряжении сложно сжечь даже тонкую деталь, а для работы с толстым достаточно поднять напряжение. Правда процесс затянется при больших объемах, но зато можно вникнуть в процесс, замучив относительно небольшую заготовку. Для меня комфортным оказался ток 80-100А, видимо потому что по скорости работы напоминает работу с электродами. Но при этом материал не перегревается, благодаря этому заготовки практически не ведет, а проволока подается пока не закончится катушка, так что не приходится отвлекаться на замену расходников.
Есть конечно и минусы, но они касаются не работы самого аппарата, а побочек из-за использования проволоки с флюсом: поверхность приходится отчищать от белого налета, брызг металла больше, дыма чуть меньше, чем от обычных электродов в обмазке, но при работе в помещении нужна хорошая вытяжка. Ну и цена, обычная проволока стоит порядка $5 за килограмм, с флюсом от $10 до $30 в зависимости от производителя, так что если планируется много работать, выгоднее доплатить за аппарат с подачей газа, «отобьется» килограмм за 20 )
На момент заказа в этом магазине aliexpress с доставкой из РФ прайс был самый гуманный, да и сейчас есть купон V3SXC3363V8Q, скидывающий $10











9 комментариев
Добавить комментарий
Тоже, приглядываюсь к MIG-сварке, но ценник отпугивает, а тут доступный девайс. :-)
«выбираем режим MIG 0.8 и можно работать» — тут не понятно совсем: а СО2 — то где и откуда?? За счет использования особой проволоки, с флюсом, как далее по тексту? Как же тогда первый пример, с простой проволокой?
Пример с простой проволокой делался другим аппаратом, который весит наверное как я. Просто для сравнения добавил, чтобы отличия наглядно показать. Вроде как ещё цепляют СО2 пистолеты с подачей газа напрямую через редуктор, но не экономно выходит.
А аппарат действительно довольно недорогой, сам давно присматривался, но дешевле $150 не находил.
Электрод на плюсе это и есть обратная полярность.
Для какой полярности предназначены электроды указано ни их упаковке. Большинство для обратной, но есть и для прямой.
Посмотрел на описание электродов, постоянный ток любой полярности, предпочтительно обратной(+ на электроде). Значит всё делал правильно ранее, хотя разные марки брал, может где-то и прямая была в приоритете
Нужно будет проверить, меня никто не учил, увидел где-то, что минус на массу кидают, подумал что всё логично и больше не возвращался к этому вопросу )
1. Обязательно должен быть евроразъём горелки. Штатная горелка всегда говно, если это не аппарат за овер 100кр. Исключения бывают, но редко.
2.обязательно наличие синергетики. Кто бы там что не говорил в защиту двух ручек, это люто дерьмовый компромисс.
3.тига в таких аппаратах нет. Есть буквы и напряжение на горелке. Зажечь дугу касанием, погасить отрывом. Газ включать отдельно. Лютая дичь.
4. ПВ по электродам раза в 2 меньше, чем в режиме ПА. Если условно полуавтоматом можно варить минуты 2-3, то в электродном есть неиллюзорный шанс похоронить силовую часть, если махнуть несколько электродов подряд.
Короче не ведитесь на дешман, чудес не бывает.
Если уж хочется по минимуму вложившись приобрести аппарат, за который не стыдно и который варит, а не моск трахает, то это вега минимиг 200, фиолетовый. Кроме штатных кабелей, которые умрут через неделю, ибо алюминиевые, к нему совершенно никаких претензий. И аналогов по качеству в этом ценовом сегменте нет. Пишу как сварщик.
Добавить комментарий