Введение в 3D-печать
Аддитивное производство или 3D-печать – это процесс объединения материала с целью создания объекта из данных 3D-модели, как правило, слой за слоем, в отличие от субтрактивных технологий. Под субтрактивными технологиями подразумевается механообработка – удаление лишнего материала из массива заготовки.
История появления 3D-принтеров
Самым первым устройством для создания 3D-прототипов была американская SLA-установка, разработанная и запатентованная Чарльзом Халлом в 1986 году и использующая стереолитографию. Халл сразу же создал фирму 3D Systems, которая изготовила первое устройство объемной печати под названием Stereolithography Apparatus.
В 1990 году был использован новый способ получения объемных «печатных оттисков» — метод наплавления. Его разработали Скотт Крамп, основатель компании Stratasys, и его жена, продолжившие развитие 3D-печати.
Современный исторический этап развития 3D-печати стартовал в 1993 году с созданием компании Solidscape. Она производила струйные принтеры, которые предшествовали трехмерным. В 1995 году двумя студентами Массачусетского технологического института был модифицирован струйный принтер.
RepRap — проект был основан Эдрианом Боуером (Adrian Bowyer). Впервые представленная в марте 2005 года в блоге проекта RepRap идея включала в себя создание машины (с чертежами и программным обеспечением в свободном доступе), способной к воспроизведению самой себя. Отсюда и появилось название проекта Конечно, Reprap-принтер не может напечатать электронику или экструдер, но основные детали кинематики –может.
Наиболее популярна и распространена во всем мире технология FDM (она же FFF) – послойное наплавление нити, реализуемая большинством компаний в многочисленных принтерах «любительского» и «профессионального» классов. Филамент в виде полимерной нити подается в экструдер, где полимерная нить расплавляется и с её помощью формируется физическая модель в соответствии с конфигурацией сечения виртуальной CAD- модели.
Механизмы подачи
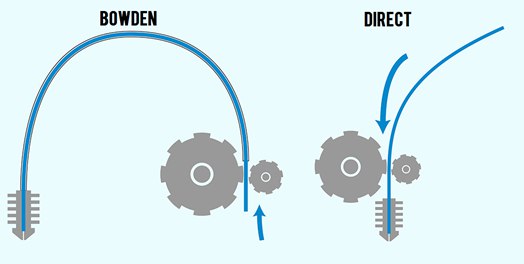
1. Direct
Экструдеры принято делить на две составные части: хот-энд (hot-end) и колд-энд (cold-end). Сначала принтер должен подать нить в зону нагрева, чтобы ее расплавить. Сами катушки пластика и находятся за пределами экструдера, а именно в колд-энде. Обычно колд-энд состоит из шагового двигателя и прижимного ролика, позволяющего нити проходить дальше, в зону нагрева. В этом случае он будет называться прямым (direct). Теперь перейдем ко второй части экструдера: так называемому хот-энду, где обеспечивается расплавление нити и выдавливание ее на платформу. Самыми важными частями в его конструкции являются нагревательный элемент, датчик для контроля температуры (термистор), ствол экструдера, термобарьер и сопло.
2. Bowden
Конструктивное отличие от Direct заключается в разделении составных частей экструдера и связи их с помощью длинной полой тефлоновой трубки. Пластик проталкивается колд-эндом с помощью длинной трубки в хот-энд, где плавится и наносится на платформу
На текущий момент существует два основных метода позиционирования экструдера: это так называемое перемещение в декартовых координатах и метод, которым пользуются дельта принтеры. Декартовы координаты это построение трехмерных объектов с использованием трех осей: X и Y (отвечающие за длину и ширину объекта) и Z (отвечающая за высоту). В видео показан Wanhao Duplicator i3 — эта конструкция обрела свою популярность в первую очередь из-за удачного дизайна принтера RepRap Mendel, Prusa Mendel и последующей его модификации Prusa I3.
Материалы для FDM-принтера
ABS — акрилонитрилбутадиенстирол. Номер один по распространенности, чем обязан своей невысокой цене. Подходящая температура печати зависит от вязкости полимера и обычно находится в пределах 210-240 °С. Усадка этого термопласта составляет 0,4-2,5%, из-за чего изделие по краям может отлипать от стола, а на его поверхности могут появиться трещины. Растворяется в ацетоне. Хорошо склеивается, обрабатывается и окрашивается. Рекомендован для 3D-принтеров с закрытым корпусом.
PLA — полилактид. Один из самых универсальных пластиков для 3D-печати, который изготавливают из кукурузы. Имеет низкую усадку 0,2-0,5% и отличную межслоевую адгезию. Температура печати – 175-210°C. Растворяется дихлорэтаном и дихлорметаном. Из-за достаточно высокой твердости обрабатывается сложнее, чем АBS. Имеет очень низкую температуру размягчения (около 60°C) и может со временем разлагаться под действием внешней среды. Немного дороже ABS.
Nylon — полиамид. Обладает хорошими прочностными характеристиками. Температура использования готовых изделий от -60°C до +120°C. Высокая устойчивость к износу. Хорошо выдерживает деформации. Отличная межслоевая адгезия. Для успешной печати нейлоном потребуется нагреваемый стол, так как степень его усадки — 1,2-2%. Температура печати в зависимости от марки полиамида может составлять от 225 до 265 °C. Также лучше печатать в закрытом корпусе.
FLEX —Классический гибкий материал. Очень чувствителен к поверхности. Деламинация крайне мала из-за высокой гибкости материала. Хорошее межслойное слипание. Очень быстро и много впитывает воду, так что хранить нужно в закрытых пакетах с гидрогелем. Температура печати — 220-240 °C. HIPS PVA
HIPS — ударопрочный полистирол. HIPS, в отличие от ABS, растворяется только в лимонене (органическая кислота). Это позволяет комбинировать их, используя полистирол в качестве материала для поддержки. После печати его можно будет удалить, просто погрузив изделие в лимонен, не прибегая к механической очистке. Температура печати — 230-240 °C, усадка — 0,8%, хорошая ударопрочность и пластичность.
PVA — еще один материал поддержки. PVA растворим в воде, что делает его совершенно непригодным для создания долговечных изделий, но позволяет использовать в качестве опорного материала при печати моделей сложной геометрической формы. Рекомендуемая температура экструзии составляет 160-175°С. Будучи водорастворимым, материал гигроскопичен (легко впитывает влагу), что следует учитывать при хранении.
Слайсеры
Прежде чем распечатать какую-либо модель на 3D-принтере, сначала ее необходимо преобразовать из формата полигональной модели (.stl) в программу для принтера, по которой он будет послойно печатать. Чаще всего в FDM-принтерах используется G-code — такой язык программирования, который использовался для станков с ЧПУ (чем кстати и является 3D-принтер). Программное обеспечение, которое делает такое преобразование, называется слайсером и зачастую встроено в 3D-визуализатор моделей. Он позволяет перед печатью посмотреть, как размещена модель на столе, построить поддержки и выбрать параметры печати: слой, скорость, заполнение, обдув и др.
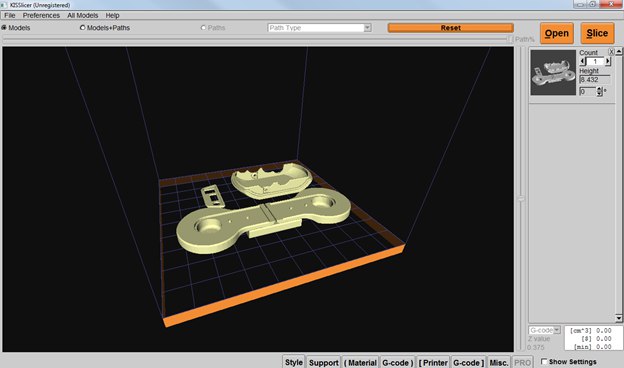
5.1. Kisslicer
Существует в двух версиях — платной и бесплатной. Хорошо продуманная генерация поддержек. К сожалению, работает не со всеми 3D-принтерами.
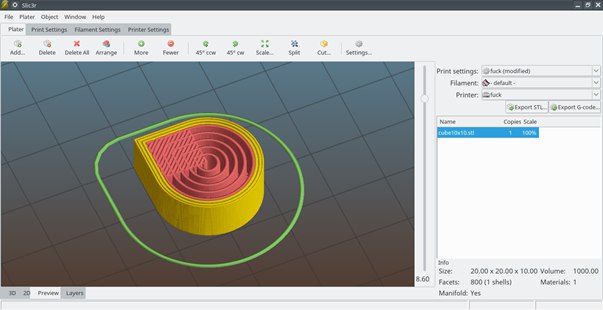
Удобный инструмент, подходящий почти ко всем принтерам и понятный новичкам в 3D-печати. Бесплатен, причем постоянно дорабатывается.
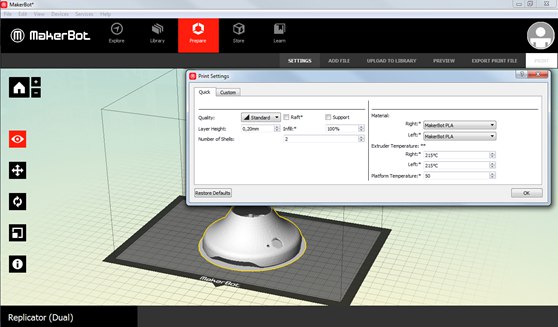
5.3. Makerbot desktop
Оболочка от известного производителя принтеров Makerbot. Содержит в себе слайсеры Skeinforge и Slic3r, что дает некоторый выбор для 3D-печати. Юзер-френдли интерфейс, прямой доступ из программы к онлайн-библиотеке моделей Thingiverse. Отличается не самыми гибкими настройками, потому что изначально задуман для «родных» принтеров.
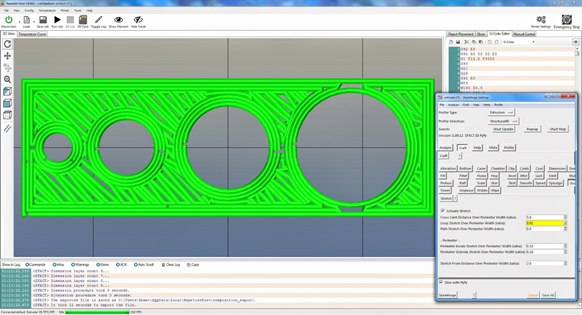
5.4. Repiter-Host
Repetier-Host имеет большое количество настроек и идет в комплекте с разнообразными Prusa’ми. Можно использовать софт Repetier-Server для удаленного управления принтером. Есть послойный просмотр.
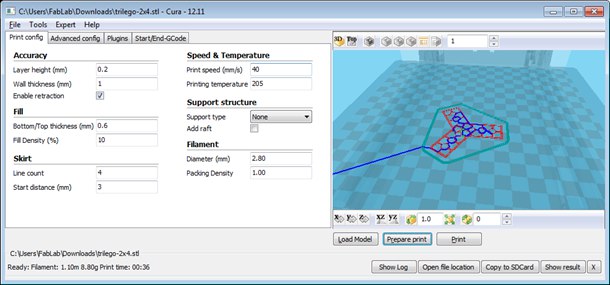
5.5. Cura
Пожалуй, самый распространённый слайсер из всех. Бесплатен, так как разработана специалистами из Ultimaker, но совместим с большим количеством принтеров, в том числе reprap'ами. Есть генерация поддержек, весьма своеобразная, но эффективная. Можно смотреть на модель послойно. Автоматически рассчитывается расход материала, вес модели, время печати.
http://EnduranceRobots.com
http://EnduranceLasers.com










0 комментариев
Добавить комментарий