Что делать, если филамент (пластик) не липнет к столу? Дело может быть не в адгезии. Разбираемся с настройкой 3D-принтера и выравниванием поверхности стола
Практически каждый начинающий пользователь 3D принтеров сталкивается с проблемой, суть которой заключается в том, что пластик (филамент) не липнет к столу. Практически все ответы, которые мне встречались в сети интернет – это слабая адгезия. В целом это правильный ответ, но не только показатель адгезии влияет на качество прилипания пластика.
Еще одним очень важным и решающим фактором является правильность настройки стола и выставления зазоров между соплом и поверхностью стола. В большинстве случаев производители рекомендуют проводить данную процедуру при помощи листка бумаги, умалчивая о дополнительных манипуляциях.
Прежде всего хочу отметить, что, когда настройка идет при помощи листка бумаги, почему-то все считают, что толщина листка равна 0.00 мм, а ведь это в корне ошибочное мнение, ведь толщина листа бумаги может составлять от 0.1 до 0.2 мм, или даже больше.
Если зазор будет выставлен неправильно пластик будет плохо цепляться за поверхность стола и скатываться.
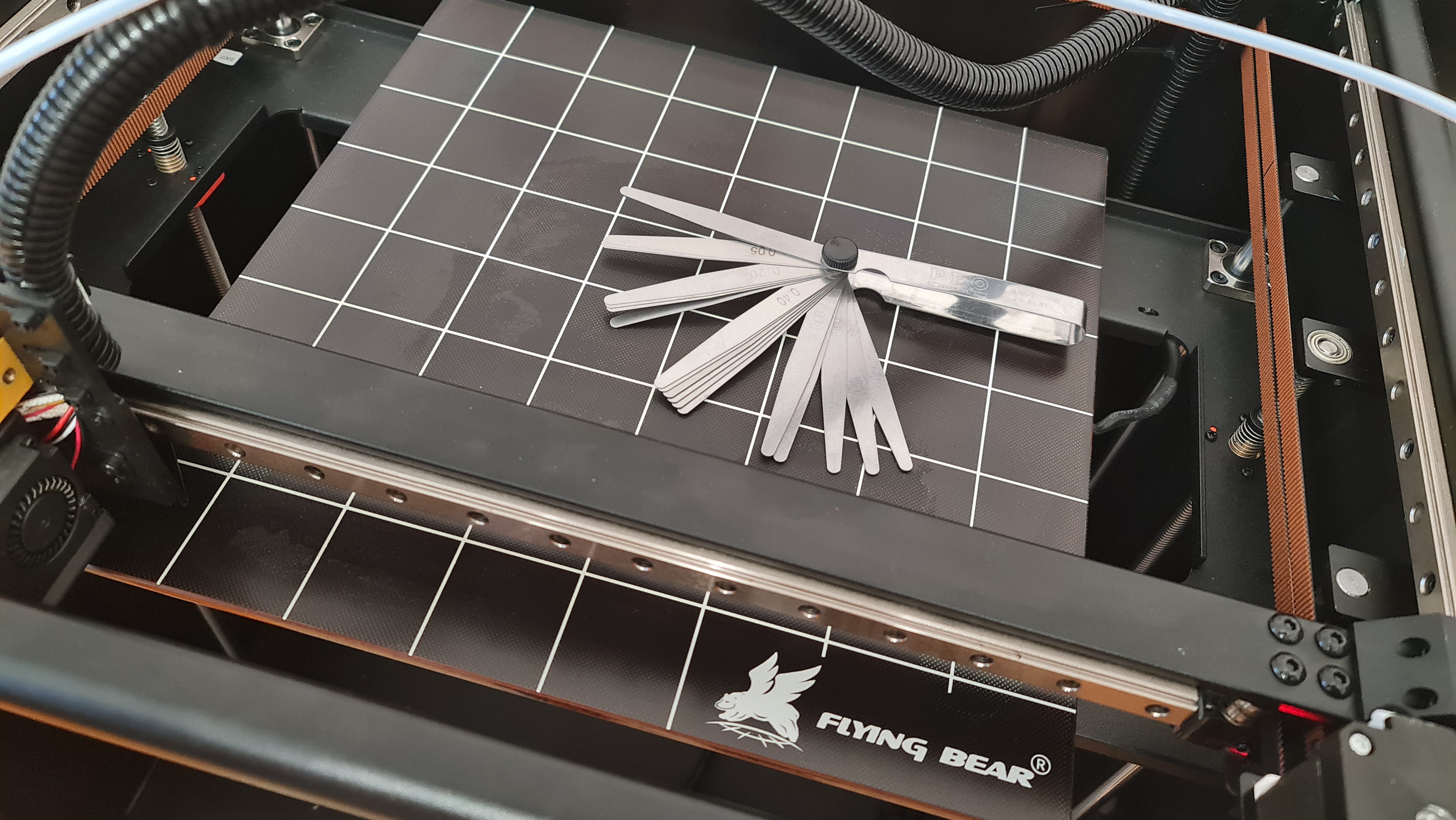
Чтобы произвести правильную калибровку потребуется набор щупов для измерения зазоров. Лично я использую щуп толщиной 0.2 мм, но можно воспользоваться любым, просто 0.2 является наиболее удобным (лично для меня).
- В общем, для правильной калибровки стола я выполняю следующие действия:
- Намечаю на столе от 4 до 5 точек по которым будет проводиться калибровка;
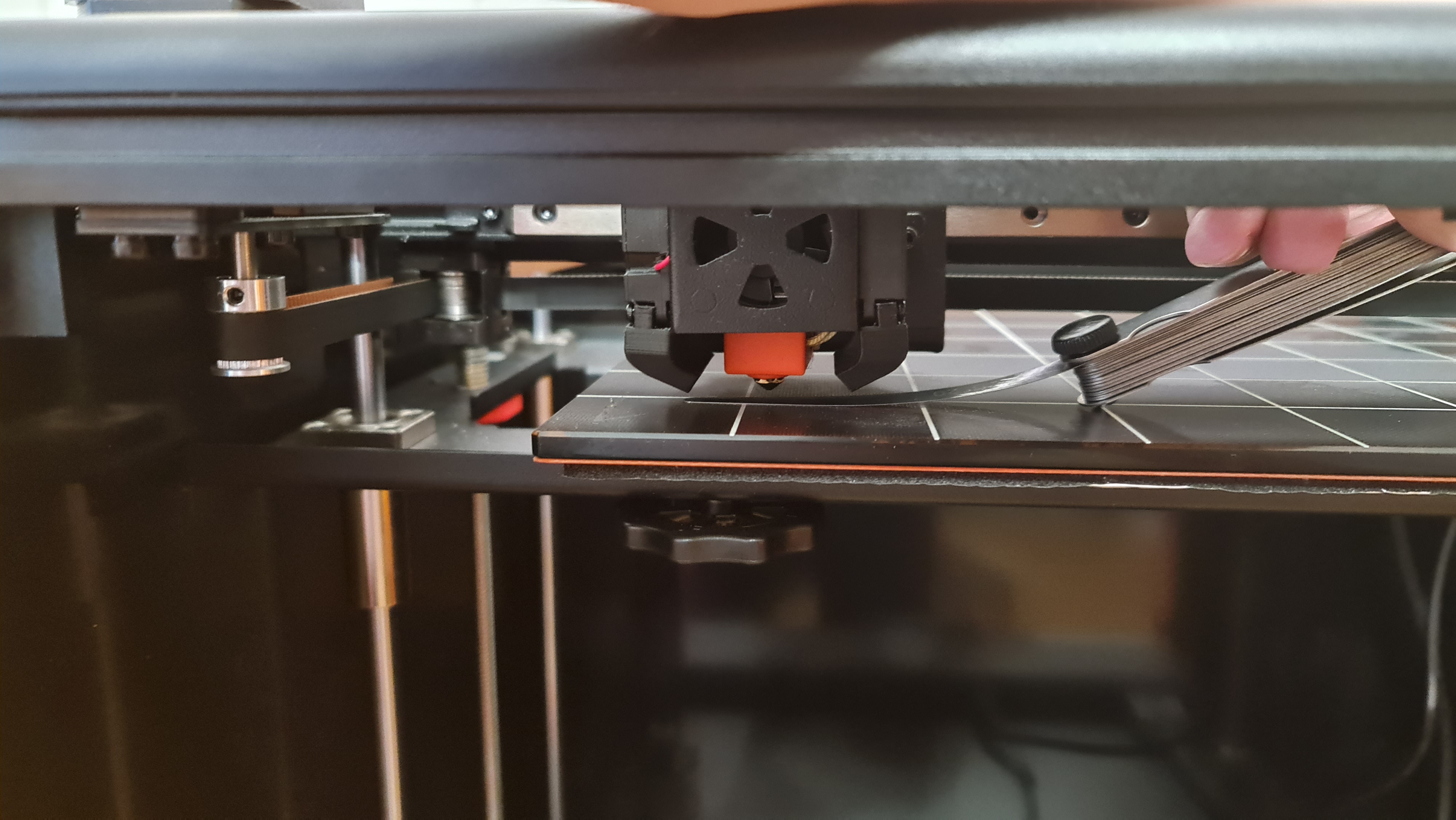
- Выводим положение стола по оси Z в положение, соответствующее толщине щупа;
- В каждой из отмеченных точек выравниваем положение стола таким образом, чтобы сопло едва касалось поверхности щупа, лежащего на столе;
- Повторяем предыдущий шаг 2-3 раза.
Все, теперь стол откалиброван правильно. Мы получили чистый 0. В настройках слайсера либо в настройках принтера выставляем необходимый зазор Z-Offset.
В принципе мы можем воспользоваться и штатной настройкой принтера по выравниванию поверхности стола, выполнив следующие манипуляции:
- В настройках принтера запускаем режим калибровки стола;
- Используем калибровочный щуп для выставления зазоров в каждой из точек;
- Повторяем процедуру калибровки 2-3 раза;
- В настройках Z-Offset учитываем толщину щупа.
На этом все. Принтер готов к печати и пластик должен хорошо липнуть к поверхности стола.
PS: очень важно, чтобы стол и экструдер во время выполнения вышеуказанных действоий были разогреты до рабочей температуры.











14 комментариев
Добавить комментарий
Лист белой «меловки» 0,07 — 0,09, кстати. А совсем не 0,1 — 0,2 мм. Ошибка в три раза — это много.
А вообще начинающим лучше покупать принтеры с автоматическим выравниванием стола.
А вообще плоскость определяют ТРИ точки. Не больше и не меньше. Геометрия. Первый год обучения.
А так в самом деле автоматическое выравнивание полезно в первую очередь для компенсации кривизны столов.
Типа Клей «Click» The3D от the3dm и подобные
Добавить комментарий